
国際特許分類[B29C45/76]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 計量,制御または調整 (1,738)
国際特許分類[B29C45/76]の下位に属する分類
成形材料の速度または圧力の (194)
温度の (312)
金型部品の相対位置の (110)
流体回路の (61)
国際特許分類[B29C45/76]に分類される特許
51 - 60 / 1,061
成形品取出機
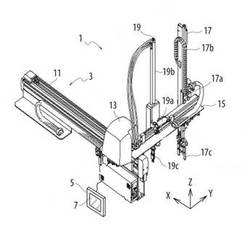
【課題】 測定器を用いずに、設定条件に応じたエアー消費量及び電力消費量をユーザに知らせることを可能にして、総合的にエネルギー消費量を削減する設定条件をユーザ自身が設定することができる成形品取出機を提供する。
【解決手段】 消費量演算部35は、コントローラ5から入力された複数のエアー装置21の設定条件及び複数の電気装置22の設定条件と消費量情報記憶部27に記憶されている個別エアー消費量情報及び個別電力消費量情報とに基づいて、1成形サイクル当たりのエアー消費量及び電力消費量を演算する。そして表示動作制御部33は、消費量演算部35の演算結果を表示部に表示する。
(もっと読む)
射出成形機

【課題】モータに備えられるブレーキ部の状態を検知可能な射出成形機を提供すること。
【解決手段】モータ部35およびモータ部35を制動可能なブレーキ部36を有するモータ33と、モータ部35およびブレーキ部36を制御する制御装置50とを有する射出成形機10において、制御装置50は、ブレーキ部36によってモータ部35を制動した状態で、モータ部35に所定の出力を生じさせ、モータ部35の回転を検出する回転検出部37からの情報に基づいて、ブレーキ部36の状態を検知する検知部51を有する。
(もっと読む)
射出成形機
【課題】樹脂部品がインサート成形されるフープ材の何れの箇所に異常があるのかを容易に把握できるようにする。
【解決手段】金型間で挟み込まれた状態で型閉された金型内に溶融樹脂を充填することで樹脂部品がインサート成形される長尺状のフープ材4と、インサート成形する際の所定条件が該所定条件から外れたことを異常として検出する成形条件検出センサ31と、成形条件検出センサ31で異常が検出された時に樹脂部品35がインサート成形されたフープ材4の位置を検出するフープ材動作距離検出センサ32とを備える。前記所定条件から外れたとき、それに基づき成形条件検出センサ31が異常が発生したとして検出を行ない、フープ材動作距離検出センサ32は、異常が発生した時に樹脂部品35がインサート成形されたフープ材4の位置の検出を行なう。
(もっと読む)
トグル式型締装置の型厚調整方法
【課題】1ランク下の容量の小さい型厚調整用モータによっても、型厚調整ができるトグル式型締装置の型厚調整方法を提供する。
【解決手段】型厚調整用モータにより、型厚調整をするときは、タイバーナットを「型厚減」または「型厚増」の方向に駆動しなければならないが、「型厚減」の方向への初動回転抵抗は大きい。これに対し「型厚増」の方向への駆動抵抗は一般に小さい。そこで、型厚調整をするときは、タイバーナットを一旦「型厚増」の方へ設定時間あるいは設定角度だけ駆動して初動回転抵抗を取り去っておいてから、実際の調整を実施する。または、許容始動電流値と、計測される始動電流値とを比較して、始動電流値が小さいときはそのまま調整し、大きいときは逆方向に所定量駆動してから調整する。
(もっと読む)
同期ノズルタッチ機構を有する射出成形機
【課題】射出ユニット後退に要した時間を毎サイクル計測し、型締完了と同時または遅延時間に合わせてノズルタッチ完了を行わせることが可能な同期ノズルタッチ機構を有する射出成形機を提供すること。
【解決手段】スプルーブレイク使用時に型締時間と射出ユニット前進時間を同じにするために減算して差分を計算する。スプルーブレイク使用時に型締時間と射出ユニット前進時間を同じにするために、型締時間から射出ユニット前進時間を減算して差分を計算する。nショット目の型締時間(型閉じ開始から型締完了までの時間)を計測してTとし、射出ユニット前進開始からノズルタッチ完了までの時間(射出ユニット前進時間)を計測してtとし、時間差α=T−tにより差分を計算する。時間差αに基づいて射出ユニット前進開始の時刻(タイミング)を設定する。
(もっと読む)
射出成形機のノズルタッチ制御装置
【課題】射出ユニットの機構部に過大な負荷が加わることがない射出成形機のノズルタッチ制御装置の提供。
【解決手段】速度補償器106は、速度偏差に基づいて比例、積分などの速度ループ制御をおこなってトルク指令(電流指令)を求める。トルク制限値108は、トルク制限指令TlimCMDにより、該速度補償器から入力するトルク指令を制限し、減算器110に出力する。該減算器は、トルク指令(電流指令)から、サーボアンプ114の駆動電流を検出する電流検出器(図示せず)よりフィードバックされる電流フィードバックIfを減算し電流偏差を求める。電流補償器112は、電流偏差を基に該サーボアンプに出力される電圧指令が生成する。該サーボアンプは該電流補償器から入力する電圧指令に基づいてサーボモータ116を駆動制御する。該サーボモータにトルク制限値を超える過大な負荷が発生した場合には該サーボモータが負荷に負けて回転する。
(もっと読む)
射出成形方法
【課題】ベース樹脂となるペレット状のポリ乳酸樹脂と粉体状の添加剤とを混合した成形材料をダイレクトミキシング方式で成形した場合でも、ベース樹脂と添加剤との混練・分散性を高めつつ高品質の成形品を得る。
【解決手段】ペレット状のポリ乳酸樹脂と粉体状の添加剤とを混合してホッ5に収容する。サークルフィーダ7と定量切り出し装置8からなる材料供給装置をホッパ5の底部に設ける。インラインスクリュ型の射出成形機を用い、計量工程中のスクリュ3の回転に同期して材料供給装置を作動させる。予め混合されたホッパ5内の成形材料は、標準的な計量時間T100の1.3倍〜2.0倍の計量時間Tsをかけてマスフローとなってシリンダ3の供給口2aから連続供給される。
(もっと読む)
射出装置及びその芯調整方法
【課題】芯調整時にけるスクリューと加熱シリンダとの接触を防止しうる射出装置及びその芯調整方法を提供する。
【解決手段】回転自在及び進退自在に加熱シリンダ33内に配設されたスクリュー31と、スクリュー31を駆動する駆動軸を有する駆動装置32とを有する射出装置であって、スクリュー31の軸芯Sに対して駆動軸46の軸芯Sを合わせる芯調整機構を設ける。また、駆動装置32はスクリュー31を回転させる計量モータ42と、スクリュー31を進退させる射出モータ43と、計量モータ42及び射出モータ43を支持する射出枠38,39,41とを有する。更に調整機構は、駆動軸46のスクリュー31に近い側の端部、又はこの端部と反対側の他端部の少なくとも一方の射出枠38,39,41に対する取り付け位置を調整可能な構成とする。
(もっと読む)
導光板及び導光板の平面度を向上させる方法
【課題】薄く且つある程度の大きさを有しながら、厚みムラの小さい導光板を提供する。
【解決手段】本発明の導光板は、厚みが0.1mm以上1mm以下であり、画面サイズ(L)と厚み(T)との比(L/T)が70以上の平板状でありながら、レーザー顕微鏡を用いて導光板中心部分の凸部の高さを測定し完全充填されている場合の高さを転写率100%とした場合に、転写率が95%以上になる。本発明の導光板は、例えば、射出加速度制御部、最大射出速度制御部、減速度調整部、型締め力制御部を備える射出成形機を用いて製造することができる。
(もっと読む)
ウェルドラインの定量化測定方法及びその測定装置
【課題】本発明は、ウェルドラインの外観評価を数値で管理し、一定の基準で外観評価を行うこと、サンプル表面の複数個所を同時に測定して変動係数の計算に必要なデータを一度の測定で取得し、変動係数を用いることで試料の色間の影響を受けずにウェルドラインの外観評価を一元管理することを目的としている。
【解決手段】このため、光沢計において、ウェルドラインの定量化測定装置用標準板にて標準合わせを行い、光源からの光入射角側絞りにて入角量を絞り試料に照射し、試料からの反射光を受光角側の受光角側絞りを用いずに受光器で受光し、測定された値を基に樹脂のウェルドラインの定量化を行う。また、ウェルドラインの定量化測定方法を実施するためのウェルドラインの定量化測定装置とした。
(もっと読む)
51 - 60 / 1,061
[ Back to top ]