
国際特許分類[B29C45/76]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 計量,制御または調整 (1,738)
国際特許分類[B29C45/76]の下位に属する分類
成形材料の速度または圧力の (194)
温度の (312)
金型部品の相対位置の (110)
流体回路の (61)
国際特許分類[B29C45/76]に分類される特許
21 - 30 / 1,061
射出成形機、及び射出成形機の型厚調整方法
【課題】金型装置の交換に適した射出成形機を提供すること。
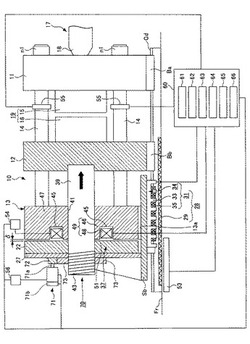
【解決手段】射出成形機は、固定金型15が取り付けられる第1の固定部材11、可動金型16が取り付けられる第1の可動部材12、第1の可動部材12と共に移動する第2の可動部材22、第1の可動部材12と第2の可動部材22との間に配設される第2の固定部材13、第2の可動部材22及び第2の固定部材13の一方に形成され、他方を吸着して型締力を発生させる電磁石49、及び第1の可動部材12と第2の可動部材22との間隔を調整する型厚調整部70を備え、第2の可動部材22と第2の固定部材13との間に所定のギャップδを形成し、且つ第2の可動部材22の型開き方向への移動を制限した状態で、型厚調整部70を駆動して、第1の可動部材12を型閉じ方向に移動させ、固定金型15及び可動金型16を介して第1の固定部材11に接触させる。
(もっと読む)
繊維強化樹脂射出成形品の固有振動数の推定方法
【課題】射出成形によって得られる繊維強化樹脂射出成形品の固有振動数を理論モード解析によって推定できる解析方法を提供する。
【解決手段】繊維強化樹脂射出成形品の固有振動数の推定方法であって、前記推定方法が、前記繊維強化樹脂射出成形品の樹脂流動解析を実行して、前記繊維強化樹脂射出成形品の弾性パラメータ及び繊維配向パラメータを算出するステップI、前記ステップIで算出した弾性パラメータ及び繊維配向パラメータを、前記繊維強化樹脂射出成形品の理論モード解析に導入して、前記理論モード解析を実行して、固有振動数の算出値を得るステップIIを含む繊維強化樹脂射出成形品の固有振動数の推定方法。
(もっと読む)
射出成形機のモニタデータ表示装置

【課題】複数の中から任意のモニタデータを選択し、複数の射出成形機に対して、所定期間の時刻を第一軸とし、第二軸を選択されたモニタデータとしてグラフ表示できる射出成形機のモニタデータ表示装置を提供する
【解決手段】複数の射出成形機の前記モニタデータを前記第一軸の時刻を同時刻として同時に表示することを特徴とする射出成形機のモニタデータ表示装置は、全射出成形機の表示または選択した射出成形機の表示の選択、表示期間の設定、表示するモニタデータの選択がなされ、同一時間軸で表示され、1〜3号機の射出成形機の表示が選択されており、表示するモニタデータはサイクルタイムであり、表示する期間の開始日時及び、終了時刻が表示され、表示画面内の左上部に選択した機械番号と、右上部にサイクルタイムを文字表示し、左部に表示する成形機に対応する線種と、下部に開始・終了日時を表示し、中央部に各成形機に対応するグラフを個別に表示する
(もっと読む)
ねじ抜き金型の回転中子制御装置
【課題】ねじ部を有する成形品を射出成形する金型の回転中子を駆動するサーボモータを、サイクル時間を短縮するように制御可能な回転中子制御装置を提供することである。
【解決手段】成形品の抜き出しを行い、中子原位置までの移動距離(回転中子の復帰開始位置から逆回転で中子原位置へ復帰する際の回転数Dmと回転中子の復帰開始位置から順回転で中子原位置へ復帰する際の回転数Dp)を求め、DpがDmより大きいか否か判断し、DpがDmより大きい場合(つまりYesの場合)、中子原位置まで回転中子を逆回転し、処理を終了し、DpがDmより大きくない場合(つまりNoの場合)中子原位置まで回転中子を順回転し、処理を終了する(SA01〜SA05)。
(もっと読む)
射出成形装置内で複数のニードルシャットオフノズルを作動させる方法
【課題】本発明は、簡素な手段を用いて費用効果が高く、かつ、射出成形装置のキャビティに流動性物質を均一に充填可能にする。
【解決手段】
射出成形装置内で複数のニードルシャットオフノズルを作動させる方法は、制御装置により、ニードルシャットオフノズルの各電磁アクチュエータのために、定義されて制御装置に保存されたパルス長を有する電流パルスを個別に生成し、電流パルスが流れた電磁アクチュエータのソレノイドにより電磁場が生成され、その結果、シャットオフニードルが閉位置から開位置へ、または逆に動かされ、少なくとも2つの電磁アクチュエータのための電流パルスが時間をずらして電磁アクチュエータへ送られる。
(もっと読む)
射出成形機
【課題】センサを用いて型厚調整を適切に監視しつつ、不要な警報等を抑制すること
【解決手段】射出成形機は、フレームと、固定金型が取り付けられる第1の固定部材と第1の固定部材と対向して配設され、センターロッドが貫通する第2の固定部材と、可動金型が取り付けられる第1の可動部材と、第1の可動部材とセンターロッドで連結される第2の可動部材と、センターロッドを第2の可動部材に対して移動させる型厚調整機構と、センターロッドとフレームとの位置関係を表す情報を取得するセンサと、センサの検出結果に基づく所定警報出力条件が満たされた場合に、警報を出力する制御装置とを備え、制御装置は、所定条件が満たされた場合に、警報を抑制する。
(もっと読む)
射出成形機の異常検出装置
【課題】何らかの要因で可動部の負荷が変動した場合に成形運転を不必要に停止させることなく、かつ、本当に異常が発生した場合には精度良く異常を検出できる射出成形機の異常検出装置を提供すること。
【解決手段】型閉開始からの経過時間に対応させて型締用サーボモータ8に加わる負荷を基準負荷として記憶し、型閉区間のうちの一部(第一の部分)を異常検出区間として設定し、異常検出区間において基準負荷と現在の負荷との偏差が閾値を超えた場合に異常を検出する異常検出装置において、さらに型閉区間のうちの一部(第二の部分)を負荷変動検出区間として設定し、前記負荷変動検出区間において検出した負荷の変動120に基づいて前記異常判定のための閾値110を補正し、現在の負荷と基準負荷との偏差が補正後の閾値130を超えた場合に異常を検出する。
(もっと読む)
射出成形機の型締力設定方法および型締力設定装置
【課題】金型が開かない必要最小限の設定型締力を求めることで、バリを防ぎ、ガス抜きされた成形による品質の向上や、金型の寿命を短くしない射出成形機の型締力設定方法および型締力設定装置を提供する
【解決手段】状態2(設定型締力を下げると射出時の型締力最大増加量が増加する区間)から状態3(型締力最大増加量が状態2よりも大きく増加する区間)の移行点の検出は、2区間の任意の2点で測定を行い、測定された型締力最大増加量Amax、と型締力最大増加量Bmaxを取得し、線形近似式Fmax=a*Fs+bを求め、状態2にある設定型締力Cは測定された型締力最大増加量Cmax≦(a*C+b)+βを満たし、状態3にある設定型締力Dは測定された型締力最大増加量Dmax>(a*D+b)+βとなることから、状態3に移行したことを判別でき、適正な型締力は状態2から状態3へ移行したときの設定型締力を基に設定することができる。
(もっと読む)
変形状態分析方法、樹脂成形体変形改善方法、及び樹脂成形体軽量化方法
【課題】樹脂成形体の変形対策案(例えば、反り変形対策案)を作成、設計する際に、短時間かつ計算コストが大幅に削減され、より効果的な対策案を作成することが可能となる解析方法を提供する。
【解決手段】変形する樹脂成形体について、樹脂成形体を微小領域に分割し位相最適化法を用い、所定の拘束条件、所定の制約条件の下で目的関数の最適化を行うことで樹脂成形体の変形状態を分析する変形状態分析方法であって、所定の拘束条件を、樹脂成形体の変形量の傾向とし、所定の制約条件を、各微小領域の変形が樹脂成形体の変形に寄与する程度を表す寄与率とし、目的関数の最適化では、樹脂成形体の剛性の低下を最小化するように最適化を行う。
(もっと読む)
射出成形システム
【課題】周辺機器による消費電力を低減させる射出成形システムを提供すること。
【解決手段】本発明に係る射出成形システムは、成形動作を行う射出成形部と、周辺機器80に電源を供給可能な電源供給部75と、射出成形部及び電源供給部75を制御する制御部70とを有する射出成形システムであって、制御部70は、電源供給部75の周辺機器80に対する電源の供給と遮断とを切り換える電源制御部71を有する。好適には、電源制御部71は、射出成形部の稼働状況に応じて周辺機器80に対する電源の供給と遮断とを切り換える。より好適には、電源制御部71は、成形動作が止まったときに周辺機器80に対する電源の供給を遮断する。
(もっと読む)
21 - 30 / 1,061
[ Back to top ]