
国際特許分類[B29C49/50]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 構成部品;細部または付属装置;補助操作 (1,015) | 金型 (288) | 切断またはバリの除去手段を有するもの (35)
国際特許分類[B29C49/50]に分類される特許
1 - 10 / 35
ブロー成形方法と金型

【課題】
解決すべき課題は、ブロー成形用金型のキャビティー面とバリ逃がし面との連絡部にハサミの刃のように互いにずらして位置づけられた少なくとも1組以上の食切り剪断刃を設けるような方法ではパリソンをせん断するだけで食切り刃によってパリソンを潰していないので、ピンチオフ強度が保持できないという点である。
【解決手段】
熱可塑性樹脂のブロー成形方法であって、分割金型によるパリソンの型締めの際に、食切り刃によってパリソンを押し潰すと共に、押切り刃によってパリソンを押切って引きちぎり、製品部とバリ部とを分離することにより前記課題を解決した。
(もっと読む)
ハイブリッド金型

【課題】金型用鋼材の高強度と非鉄金属体(銅合金体)の高熱伝導の特徴を兼ね備えたハイブリッド金型を提供する。
【解決手段】金型用鋼材から成る成形金型1の少なくとも熱交換範囲を非鉄金属体3(銅合金体3A)にて形成し、該非鉄金属体にキャビティEと製品関連部7を備え、該キャビティの製品形成面の損傷しやすい負荷集中範囲と、該製品関連部のパーテイングラインPLのキャビティ連続部3aを数mm以内の厚さで薄肉化し、その薄肉化した肉欠部13に高エネルギ密度の熱源を用いて該非鉄金属体より溶融温度の高い鉄系材を肉盛溶接し、鉄系肉盛部4で覆い、該鉄系肉盛部表面に仕上げ加工した鉄材層4Aを設け、該鉄材層で該非鉄金属体の損傷しやすい負荷集中範囲を保護していることを特徴とする。該成形金型を、鋼材型と非鉄金属体から成る入れ子型とで構成する場合も同様である。
(もっと読む)
ブロー成形体とその製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂で形成されるブロー成形体において、軽量化を目的として肉厚を薄肉化するとその嵌合部はペラペラの極薄となって腰がなくなってしまい、相手部品との嵌合作業が困難となるという点である。
【解決手段】
分割金型によってパリソンを型締めし、次いで該パリソン内に圧縮空気を吹込み、それと同時またはそれ以降のタイミングで該分割金型の型締め時の分割面に位置するスライドコアを進出させて該パリソンを突き破り、成形体の開口部に相当する部位の該パリソンの内壁に該スライドコアの内壁規定部を嵌入させて、開口部の内壁の一部にスライドコアの内壁規定部の形状を転写させた。
(もっと読む)
取付部を備えた容器
【課題】ブロー成形時に、容器、例えば、車両用燃料タンクの取付部付燃料給油口を成形する方法と装置を提供する。
【解決手段】取付部36を備えた容器12を成形する方法は、成形面と、前記成形面の一部を画定する凹型領域24と、分割するために互いに開くと共に密閉するために互いに閉じる金型部14と、を有する金型、を設ける工程を有する。金型が開いた時に、溶融プラスチックパリソン16が金型に提供され、その後、金型が閉じられる。そして、パリソンの一部が凹型領域に入るように、パリソンが成形面に対して膨張する。凹型領域内に設けられたパリソンの一部は、取付部を画定するために、前記金型およびパリソンに関連して二次成形装置40を動かすことによって成形される。
(もっと読む)
中空成形機のパリソン切断装置及び方法
【課題】本発明は、超音波振動を付加した一対の半円状刃部を用いて一瞬で平坦な切断面としてパリソンを切断することを目的とする。
【解決手段】本発明による中空成形機のパリソン切断装置及び方法は、カッター(3)が一対の切断刃(4,4)の先端のパリソン(1)の周面(1a)と接触する半円状刃部(11)と、各切断刃(4,4)に設けられた超音波ホーン(13,13)及びシリンダ(14,14)と、各切断刃(4,4)に接続された超音波振動発生器(15)と、よりなり、各切断刃(4,4)を超音波振動をかけた状態下でパリソン(1)に同時前進させて切断する構成と方法である。
(もっと読む)
2枚のシートからプラスチック中空体を製造するための方法及び装置
溶融プラスチックの2枚のシートを2つのキャビティを備える金型で成形することによってプラスチック中空体を製造する方法であって、当該方法は、a)溶融プラスチックの少なくとも1つの流れを押出し、かつ横に切断することによって、2枚の溶融プラスチックシートが製造されるステップと、b)金型キャビティの間にこれらのシートが導入されるステップと、c)金型が閉じられ、かつ2枚のシートを金型キャビティに合わせることによって中空体が製造されるステップと、d)このように得られた中空体を金型から取り除くステップと、e)2枚の新しいシートから別の中空体を製造するためにa)〜d)の全ての操作を繰り返すステップと、を備え、横の切断操作の前、最中、または後で、シートの下部を局部冷却することが可能な特定の装置を用いて2枚の新しいシートの下部が冷却されることを特徴とする。 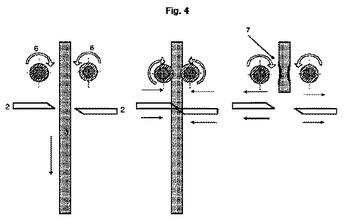 (もっと読む)
(もっと読む)
小容量ボトルの製造方法及び小容量ボトル
【課題】指輪として携帯することができる小容量ボトルを提供する
【解決手段】金型31は、内容物を収容するためのリング状の収容部形成部32の内側周辺をパリソンを押し潰すコンプレッションゾーン形成部33とし、リング状の収容部32は、口形成部35と直接連通している。また、コンプレッションゾーン形成部23の外周には食い切り刃が形成され、コンプレッションゾーン形成部33によって押し潰された部分がそのまま切り取られた状態の成形品を製造することができる。この金型31では、コンプレッションゾーン形成部33の全体が食い切り部34となっている。この金型31を用いてダイレクトブロー成形を実施することにより、口部45と直接連通するリング状の収容部42の内側が貫通孔44となり、指輪の様な形状の小容量ボトル41が製造される。
(もっと読む)
金型、表皮付き成形品及び表皮付き成形品の製造方法
【課題】別部材を必要とせず、キャビティ面外側の表皮材と成形材料との接着を防止することが可能な金型、表皮付き成形品及び表皮付き成形品の製造方法を提供する。
【解決手段】表面に表皮材を有する表皮付き成形品を成形する金型であって、成形品の成形材料を押し付けて食い切り線を形成するピンチオフ部と、ピンチオフ部外側に、表皮材と成形材料との接着を防止するスペースを有する分離部と、を備える。
(もっと読む)
構成部品の取り付け方法
構成部品を成形品に連結する方法は、成形される前記成形品の壁に隣接して構成部品を配置する工程と、前記壁がまだ少なくとも部分的に溶融している間に、前記構成部品の一部を前記成形品の壁の一部に重ね合わせる工程と、前記成形品の壁を、前記成形品の壁の一部と重なり合った前記構成部品の一部と共に冷却する工程と、を有する。成形品が形成された後に、成形品と関連する構成部品をしっかりと保持するために、構成部品の一部が、成形品の壁に隣接する2つの側面と重なり合うことが好ましい。その成形品は、容器であってもよく、必要に応じて他の物であってもよい。 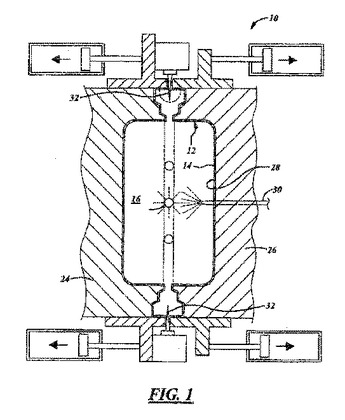 (もっと読む)
(もっと読む)
成形方法
【課題】色および/または材質の異なる2枚の熱可塑性樹脂シート成形の際に生じるバリをリサイクルを可能とし、歩留まりの低下を抑制可能な成形方法を提供する。
【解決手段】色および/または材質の異なる2枚のシートを用いて中空体を成形方法であって、色および/または材質の異なる2つの熱可塑性樹脂製材料の溶融状態のシート状パリソンP離間した状態で、一対の分割金型のそれぞれのキャビティ116の周縁部に設けられる環状のピンチオフ部118にはみ出させる様に位置決めし、それぞれのシート状パリソンPを離間させる方向にキャビティ116まで移動させ、環状外枠部を有するキャビティ116とシート状パリソンPにより形成した密閉空間及び環状ピンチオフ部118の外側部分も含めシート状パリソンPを吸引賦形後に、一対の分割金型を型締めして、環状のピンチオフ部118同士を当接させる事により2つのシート状パリソンP同士を溶着する。
(もっと読む)
1 - 10 / 35
[ Back to top ]