
国際特許分類[B29C51/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 熱成形,例.マッチドモールド中におけるシートの成形または深絞りによる成形;そのための装置 (1,716) | 深絞りまたはマッチドモールド成形,即ち機械的手段のみを用いるもの (141)
国際特許分類[B29C51/08]に分類される特許
1 - 10 / 141
樹脂成形品およびその製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
型、型押し機、型押し品の製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
電気音響変換器用振動板の製造方法、及びそれによって作製された振動板、並びにその振動板を備えた電気音響変換器
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
樹脂フィルム付金属製外装材及びその製造方法
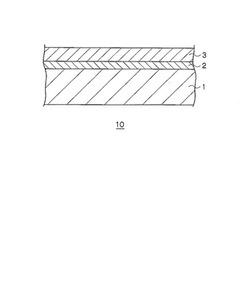
【課題】アルミニウムやステンレス等の基材金属に樹脂フィルムをラミネートし又は樹脂塗膜を形成し、その後に深絞り加工、しごき加工又はストレッチドロー加工等の厳しい成形加工を施した場合であっても、そのラミネートフィルム又は樹脂塗膜が剥離しないような高い密着性を付与することができ、更には酸や溶剤等に長時間接触しても高い密着性を維持し得る耐薬品性に優れた樹脂フィルム付金属製外装材を提供する。
【解決手段】基材金属1と、基材金属1の一方又は両方の面に設けられた下地皮膜2と、下地皮膜2上に設けられたラミネートフィルム又は樹脂塗膜3とを有し、その下地皮膜2が金属亜鉛皮膜又は金属亜鉛含有皮膜である樹脂フィルム付金属製外装材。このとき、金属亜鉛皮膜又は金属亜鉛含有皮膜は、置換めっき法又は電気めっき法で形成することが好ましい。
(もっと読む)
炭素繊維入り樹脂シートの搬送装置

【課題】加熱軟化させた炭素繊維入り樹脂シートを、位置決め精度よくプレス装置へ搬送することができる経済性に優れた搬送装置を提供する。
【解決手段】加熱炉において加熱された炭素繊維入り樹脂シートWをプレス装置まで搬送する炭素繊維入り樹脂シートWの搬送装置であり、加熱炉とプレス装置との間を移動するスライダ4と、その上に搭載され、炭素繊維入り樹脂シートWの両端部をチャックして張力を加えるシート保持手段10とを備えたものである。シート保持手段10はチャック爪13、16と、これらのチャック爪を外側に変位させる張力付与手段19と備えた構造とすることができる。またシート保持手段10は、保持枠の内側に配置されたスプリング付きの保持金具と、この保持枠をチャックするチャック爪とを備えた構造としてもよい。
(もっと読む)
プレス成形品、並びにその製造方法及び製造装置
【課題】加熱時間を短縮させて、製造効率を高めた、炭素繊維及び熱可塑性樹脂を有するシートからのプレス成形品の製造方法及び製造装置;物性劣化を防止した、炭素繊維及び熱可塑性樹脂を有するプレス成形品及びの提供。
【解決手段】炭素繊維及び熱可塑性樹脂を有するプレス成形品であって、i)プレス成形品100vol%中、炭素繊維が5〜50vol%を有し、ii)プレス成形品の体積抵抗率が5×10−3〜1×10−1Ω・cmであり、iii)プレス成形品の厚さが0.25〜30mmである、プレス成形品により、上記課題を解決する。
(もっと読む)
車両用アンダーカバー及びその製造方法
【課題】吸音性、耐チッピング性及び耐水性、の各特性を高度に並立できる車両用アンダーカバー及びその製造方法を提供する。
【解決手段】車両用アンダーカバーの製造方法において、ガラス繊維と第1樹脂(PP)とが含まれた不織布素材が2層以上積層されてなり、各不織布素材のガラス繊維の配向方向が互いに交差するように積層された基材層用不織布11、及び、第2繊維(PET)と、第2樹脂より融点が低い第3樹脂繊維(PP)と、が含まれた表面層用不織布12、を積層して積層体20を形成する積層体形成工程PR1と、第1樹脂及び第3樹脂の融点より高く、且つ、第2樹脂の融点より低い温度で熱盤プレスする工程PR2と、積層体21をシート状に冷間プレスする工程PR3と、積層体22を加熱する工程PR4と、積層体23を製品形状に冷間プレスする工程PR5と、を備える。
(もっと読む)
成型品の製造方法
【課題】不織布を基材として用いたときに、成型性が良好で、深絞りの成型品であっても良好に得ることができる成型品の製造方法を提供する。
【解決手段】不織布がバインダー短繊維の含有率が互いに異なる複数の不織ウェブ層を積層してニードルパンチ処理が施されたものであり、該バインダー短繊維が結晶性ポリエステルを鞘部に、非晶性ポリエステルを芯部に配した芯鞘型複合形態であり、該結晶性ポリエステルがテレフタル酸を主成分とするジカルボン酸成分と1,6−ヘキサンジオール50モル%以上のジオール成分とを含み、該結晶性ポリエステルの結晶融点(Tm)が100〜150℃、該非晶性ポリエステルの流動開始温度(R)が105〜155℃、(R−Tm)が5以下であり、結晶性ポリエステルが溶融するとともに非晶性ポリエステルが軟化する温度で熱を付与することにより、所定の成型枠にて成型する。
(もっと読む)
成型品の製造方法
【課題】不織布を基材として用いたときに、成型性が良好で、深絞りの成型品であっても良好に得ることができる成型品の製造方法を提供する。
【解決手段】不織布がバインダー短繊維の含有率が互いに異なる複数の不織ウェブ層を積層してニードルパンチ処理が施されてなるニードルパンチ短繊維不織布であり、該バインダー短繊維が結晶性ポリエステルからなる単相型の形態であり、該結晶性ポリエステルが結晶融点100〜200℃で、ジカルボン酸成分としてテレフタル酸を主成分としジオール成分として1,6−ヘキサンジオール、ブタンジオール、エチレングリコールの少なくともいずれか1つ以上を含むポリエステルであり、熱成型の際に熱を付与することにより該結晶性ポリエステルを溶融させて所定の成型枠にて成型する。
(もっと読む)
熱成形品の製造方法
【課題】木型の如き初期投資を抑制可能な集成構造体から削り出した型を用いて、数多くの低歪みかつ高品質な熱成形品を提供すること。
【解決手段】下記(a)〜(c)[(a)熱可塑性樹脂製シートを準備する工程(工程(a))、(b)該シートを熱成形可能な温度まで予備加熱し軟化させる工程(工程(b))、(c)一対の雄型141および雌型101からなる型に、かかる軟化した熱可塑性樹脂製シートを狭持し、曲面を有する熱成形品121を得る工程(工程(c))]の工程を含み、工程(c)に用いる一対の雄型および雌型は、いずれもその狭持部表面において、複数の小ブロック102が接合された集成構造により接合線を有しており、両型の狭持方向を法線とする投影面に対してかかる接合線を投影したとき、雄型側の接合線143〜147と雌型側の接合線103〜107とが重ならないことを特徴とする熱成形品を得るための製造方法。
(もっと読む)
1 - 10 / 141
[ Back to top ]