
国際特許分類[B29C51/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 熱成形,例.マッチドモールド中におけるシートの成形または深絞りによる成形;そのための装置 (1,716) | 多層プリフォームまたはシートを用いるもの (163)
国際特許分類[B29C51/14]に分類される特許
101 - 110 / 163
ポリプロピレン系樹脂積層発泡シートおよびその成形体

【課題】 特にインスタントラーメンなどの内容物を自動充填する場合の容器に好適な、適度な滑り性を有する成形体を成形しうるポリプロピレン系樹脂積層発泡シートを提供する。
【解決手段】 ポリプロピレン系樹脂積層発泡シートの少なくとも一方の面に、シリコーンオイルエマルジョンをベースオイル換算で0.001〜0.2g/m2塗布することにより、適度な滑り性を有する成形体を成形しうるポリプロピレン系樹脂積層発泡シートを得ることができる。
(もっと読む)
表皮材、内装部品、および放熱車体構造

【課題】日射透過層に破裂や凹みなどの外観不良を招くことなく真空成形することができ、車室内空気への熱伝導および輻射熱を低減するという所期の目的を十分に達成し得る表皮材を提供する。
【解決手段】表皮材1は、最表層から順に日射透過層10、外気と通じている空間保持層20、および受熱層30が積層され、真空成形法によって部品形状が付与される。空間保持層中の空間が表皮材単位面積当りに占める容積、と定義される「空間保持層の空間容積(m3/m2)」を、0.40×10−4m3/m2以上、40×10−4m3/m2以下、好ましくは、0.40×10−4m3/m2以上、8.0×10−4m3/m2以下に設定する。
(もっと読む)
熱成形用ポリ乳酸系多層シートおよびその成形物
【課題】成形加工性に優れ、かつ、耐熱性、耐衝撃性のある成形体を得ることができる熱成形用ポリ乳酸系多層シートを提供すること。
【解決手段】熱成形用ポリ乳酸系多層シートは、ポリ乳酸系重合体を主成分とし延伸かつ熱固定された一方の層と、前記一方の層を構成するポリ乳酸系重合体より、融点が2℃以上低いポリ乳酸系重合体を主成分とする他方の層を有するポリ乳酸系多層シートにおいて、該ポリ乳酸系多層シートの135℃における抗張力が2〜30kg/cm2である。
(もっと読む)
インサート成形体の製造方法
【課題】所望の位置に所望の部分加飾を有する、インサート成形体の製造方法を提供する。
【解決手段】熱成形可能な剥離性フィルム1と、部分加飾シート2とを積層させた積層シート3とを熱成形する工程と、インサート成形用金型内に熱成形させた積層シート3を装着し、インサート成形する工程と、インサート成形後、熱成形可能な剥離性フィルム1を剥離する工程とを有する部分加飾を有するインサート成形体の製造方法。
(もっと読む)
熱可塑性樹脂シート
【課題】肉厚が調整できるとともに、罫書き線のようなマーク等の形状も転写できる熱可塑性樹脂シートを提供する。
【解決手段】熱線で軟化する熱可塑性樹脂シート1の所定位置に、熱線の透過量を規制する熱線透過規制部材2A,2Bを配置する。コア型5に沿わせて表面形状を真空成形する真空成形方法に用いる場合には、熱線透過規制部材2A,2Bを、熱可塑性樹脂シート1のプラグ型6側の裏面1bに配置する。これにより、熱可塑性樹脂シート1のプラグ型6側の裏面1bの熱線透過規制部材2A,2Bを配置した部分は、熱線の透過が規制されることから、加熱されにくくなって軟化しにくくなるので、熱線の透過量を少なくすると肉厚の減少が少なく、熱線の透過量を多くすると肉厚の減少が多くなることで、肉厚t1,t2を調整できるようになる。
(もっと読む)
遮断性を有する分離可能に連結した容器を製造する方法
溝によって連結された少なくとも2つの容器を有するマルチパック容器アセンブリを形成する方法が提供される。その方法は、バリヤー層を有するシートを提供する工程と、そのシートを複数の容器を有するマルチパック容器アセンブリに熱成形する工程とを有する。各容器は突縁を備え、隣接する容器の突縁は弱化加工領域又は溝によって連結される。結果として生じた容器は低水分の、常温で長期保存可能な、そのまま喫食可能な食品に用いることができる。 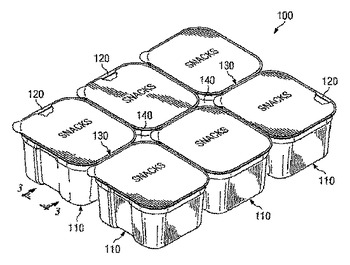 (もっと読む)
(もっと読む)
熱成形用積層シート、成形体、及び加飾成形体
【課題】 熱成形後も光沢値の高い鏡面状金属光沢を持ち、積層された層間での剥離が起こりにくい熱成形用積層シート及びその成形体を提供する。
【解決手段】 1)熱可塑性樹脂フィルム層と、2)反応率75%〜85%の範囲で反応させた硬化性樹脂層と、3)金属蒸着層または、金属薄膜細片と結着樹脂を含有し金属調の光沢を有する高輝性インキ層を有する装飾層と、4)支持基材樹脂層、とがこの順に積層された熱成形用積層シート、該熱成形用積層シートを熱成形することにより得られる成形体、及び、該成形体に樹脂を一体成形して得られる加飾成形体。
(もっと読む)
熱成形用積層シートの成形方法
【課題】三次元的な形状と表面の凹凸模様を有する成形品を製造することが可能な熱成形用積層シートの成形方法を提供する。
【解決手段】熱可塑性フィルム層と、接着剤層と、前記接着剤層に接触する側の面は平滑でありその反対面にはエンボスロールにより凹凸模様が転写された支持基材層とがこの順に積層された熱成形用積層シートを熱成形する。通常の平滑な金型を使ってシートを三次元形状に熱成形したとき、熱成形用積層シートの支持基材層側の外面(裏面)に形成された凹凸模様が熱可塑性フィルム層側の外面(表面)に浮き出し、支持基材層に付けた凹凸模様が熱可塑性フィルム層の側にハッキリと存在する成形品を製造することができる。
(もっと読む)
深絞り成形用熱収縮性多層フィルム及びその製造方法
【課題】高透明性と、高強度と、高湿度下における高ガスバリア性とを有し、且つ、収縮による内容物とのタイトフィット性、及び優れた深絞り適性を有する深絞り成形用熱収縮性多層フィルムを提供すること。
【解決手段】グリコール酸(共)重合体樹脂(a)からなる中間層の少なくとも片面に、第一の熱可塑性樹脂(b)からなる樹脂層が積層されてなり、温度90℃における縦方向及び横方向の熱水収縮率がそれぞれ3〜35%の範囲であることを特徴とする深絞り成形用熱収縮性多層フィルム。
(もっと読む)
共押出積層発泡体及びその成形体
【課題】帯電防止性の持続性が高く、繰返し使用が可能で、機械的物性、緩衝性、熱成形性のバランスの取れた発泡体及び熱成形により展開倍率が大きい成形体を提供する。
【解決手段】見掛け密度300〜550g/L、厚み2.0〜3.5mm、連続気泡率40%以下のポリスチレン系樹脂組成物発泡層の少なくとも片面に帯電防止剤を含む坪量10〜100g/m2のポリオレフィン系樹脂層を有し、全坪量が650g/m2を超え1500g/m2以下の積層発泡体であって、発泡層を構成するポリスチレン系樹脂組成物はスチレン系エラストマーを含有し、且つ該樹脂組成物中のゴム成分含有量が9〜30重量%であり、積層発泡体のポリオレフィン系樹脂層表面のエタノール水溶液洗浄後の表面固有抵抗率が1×1013Ω以下、発泡層の表面から全厚みの25%を超える内層部の気泡が厚み方向の平均気泡径A(mm)、押出方向の平均気泡径B(mm)及び幅方向の平均気泡径C(mm)の間に0.6≦A/B≦1.2及び0.6≦A/C≦1.2 を満足する。
(もっと読む)
101 - 110 / 163
[ Back to top ]