
国際特許分類[B29C51/18]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 熱成形,例.マッチドモールド中におけるシートの成形または深絞りによる成形;そのための装置 (1,716) | 熱成形用装置 (41)
国際特許分類[B29C51/18]の下位に属する分類
可動金型または可動金型部品を有するもの (28)
国際特許分類[B29C51/18]に分類される特許
1 - 10 / 13
樹脂シートの成形方法、樹脂シートの成形装置及び樹脂部品の製造方法
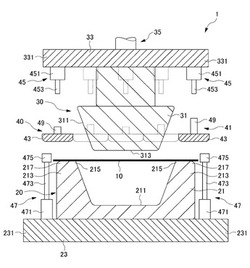
【課題】従来よりも成形性が向上した成形技術を提供すること。
【解決手段】予備加熱した樹脂シート10を型形状に成形する樹脂シート10の成形方法において、樹脂シート10を凹型21の周縁部213に載置する第1ステップと、前記凹型21の上方に対向して設けられた凸型31を凹型21に対して前進させて樹脂シート10を凹型21方向に押圧することで、樹脂シート10の周縁部の少なくとも一部を凹型21の周縁部213から浮き上がらせながら、樹脂シート10を凹型21方向に押し込む第2ステップと、凹型21の周縁部213とそれに対向して設けられたブランクホルダ41とで樹脂シート10の周縁部を挟持しながら、さらに凸型31を凹型21に対して前進させて樹脂シート10を凹型21方向に押し込む第3ステップと、を有する。
(もっと読む)
熱成形装置、及び熱成形方法

【課題】ロールシートとカットシートを併用する。
【解決手段】加熱手段によりシートを輻射加熱する加熱部と、前記加熱部から前記シートの移送方向の下流側に配置されて前記輻射加熱されたシートを成形する成形部と、を有する熱成形装置であって、シートを前記加熱部から前記成形部に移送する移送手段と、前記加熱手段と前記シートとの間に設けられた遮蔽板と、前記遮蔽板に取り付けられ、該遮蔽板の下流側において輻射加熱されるシートを把持する第一の把持機構と、前記第一の把持機構から下流側であって前記成形部から上流側に設けられ、前記輻射加熱されるシートを把持する第二の把持機構と、を有する。
(もっと読む)
シート成形品の製造方法
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造方法を提供すること。
【解決手段】長手方向に所定間隔で図案が備えられている帯状の熱可塑性樹脂シートを前記長手方向への移動と停止とを交互に行う間欠送りによって熱成形機に供給し、前記停止における前記図案の停止位置が前記熱成形機の成形型に対する所定位置となるように位置調整しつつ前記間欠送りを実施して前記成形型で前記熱可塑性樹脂シートを熱成形することにより前記図案が所定位置に備えられたシート成形品を製造するシート成形品の製造方法であって、前記図案の間隔に相当する間隔を設けて長手方向に沿って複数の位置検出マークが備えられている熱可塑性樹脂シートを用い、前記間欠送りにおける前記位置検出マークの移動経路に該位置検出マークを検出可能な位置検出手段を配して前記間欠送りを実施し、図案の前記位置調整を所定の方法で実施するシート成形品の製造方法を提供する。
(もっと読む)
シート成形品の製造設備
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造設備を提供する。
【解決手段】帯状の熱可塑性樹脂シートを長手方向への移動と停止とを交互に行う間欠送りによって搬送するシート搬送手段と、前記熱可塑性樹脂シートを熱成形するための成形型とを備え、前記シート搬送手段による前記熱可塑性樹脂シートの搬送経路に前記成形型が配されており、該位置検出手段による前記位置検出マーク21の検出結果に基づいて熱可塑性樹脂シートの移動量を調整して図案22の停止位置を調整する手段が前記調整手段として備えられており、前記位置検出手段として前記成形型よりも熱可塑性樹脂シートの移動方向上流側に配された第一位置検出手段と前記成形型よりも下流側に配された第二位置検出手段との少なくとも2つの位置検出手段が備えられていることを特徴とするシート成形品の製造設備。
(もっと読む)
シート成形品の製造方法
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造方法を提供すること。
【解決手段】長手方向に所定間隔で図案が備えられている帯状の熱可塑性樹脂シートを前記長手方向への移動と停止とを交互に行う間欠送りによって熱成形機に供給し、前記停止における前記図案の停止位置が前記熱成形機の成形型に対する所定位置となるように位置調整しつつ前記間欠送りを実施して前記成形型で前記熱可塑性樹脂シートを熱成形することにより前記図案が所定位置に備えられたシート成形品を製造するシート成形品の製造方法であって、前記図案の間隔に相当する間隔を設けて長手方向に沿って位置検出マークが備えられている熱可塑性樹脂シートを用い、前記間欠送りにおける前記位置検出マークの移動経路に該位置検出マークを検出可能な位置検出手段を配して前記間欠送りを実施し、図案の前記位置調整を所定の方法で実施するシート成形品の製造方法を提供する。
(もっと読む)
熱成形によって容器を製造するための方法および装置
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
熱成形方法および熱成形装置
【課題】 簡易かつ簡便にして手軽に熱成形を行なうことを可能とする簡素で安価な熱成形方法および熱成形装置を提供することを課題とする。
【解決手段】 熱可塑性樹脂シート5を挟持する上枠体2と下枠体3とから成る熱成形装置1において、熱可塑性樹脂シート5の下側に型7を配置し、上側より流動性可変形性熱媒体(熱水)8を載置して熱可塑性樹脂シート5を加熱すると共に流動性可変形性熱媒体(熱水)8の重量により型7に圧着することにより変形させて成形する。
(もっと読む)
熱成形装置及び熱成形方法
【課題】熱板60でシートS1を加熱して型40により成形する際にシートS1の成形の精度を維持しながら成形のサイクルタイムを短縮させたり熱板60の温度を下げたりすることを可能にさせることを課題とする。
【解決手段】所定の成形位置L1を通る所定の搬送方向D1へ成形可能なシートS1を搬送する処理を行い、前記成形位置L1にあるシートS1の一面側に配置される熱板60と、前記成形位置L1にあるシートS1の他面側に配置されて前記熱板60に対向する型40とを用い、前記シートS1が前記成形位置L1まで搬送されたときに前記熱板60で前記シートS1を加熱して前記型40により成形する処理を行い、前記成形位置L1まで搬送されるシートS1の前記他面側を輻射加熱する。
(もっと読む)
熱成形機
【課題】下側プレート及び上側プレートをともに牽引するために、下側プレート及び上側プレートのより好適な連結を確実に行う熱成形機を提供する。
【解決手段】フレームと、成形部を受承するための第1及び第2のプレートと、これらプレートの少なくとも一方が前記フレームに対して位置調節が可能であることと、プレートの相対位置を調節するための駆動手段と、第2のプレートを第1のプレートの方向に牽引するための牽引機構と、該牽引機構は、前記プレートの一方に取り付けられた少なくとも1つの牽引装置を備え、該牽引装置が牽引ロッドを有し、該牽引ロッドは、第1及び第2のプレートの相対位置の調節時に、前記プレートの他方に取り付けられた対応するクランプ装置と摩擦固定により連結されることによって挟持可能であることとを含む熱成形機。
(もっと読む)
成形装置および成形機構支持位置固定方法
【課題】ねじ部材を介して成形機構固定部を支持する固定部支持部材を備えて被成形材を成形する成形装置において、成形機構固定部を所望の支持位置で固定する作業を軽減させ、該作業にかかる時間を短縮させることを課題とする。
【解決手段】所定の位置決め方向(上下方向D11)に向けて進出して力を加えるピストン(進出部材)82を有するロック機構80が成形機構固定部材(成形機構固定部)55に取り付けられ、固定部支持部材65に、進出したピストン82を押し当てさせる押当部67cが設けられ、ロック機構80により進出させたピストン82を押当部67cに押し当てて力を加えることにより高さ調節ナット(ねじ部材)60の緩みを防止させるようにした。ロック機構80は、高さ調節ナット60の螺合位置L22を変更するときに成形機構固定部材55を支えながら押当部67cに加える力を弱めてもよい。
(もっと読む)
1 - 10 / 13
[ Back to top ]