
国際特許分類[B29C51/42]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 熱成形,例.マッチドモールド中におけるシートの成形または深絞りによる成形;そのための装置 (1,716) | 構成部品,細部または付属装置;補助操作 (561) | 加熱または冷却 (93)
国際特許分類[B29C51/42]に分類される特許
1 - 10 / 93
熱成形用の装置と成形方法
【課題】
熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる成形装置と成形方法を提供する。
【解決手段】
樹脂シートの熱成形装置において、雌型と雄型の何れか型の成形面に気体噴射孔を設け冷却用気体と加熱用気体の少なくとも何れかを噴射する機能と、噴射気体を賦形体全面に拡散するための空間形成機能を持たせた型(以下噴射型と云う)とこれに対応する他の型(以下保持型と云う)からなる雌雄成形型、そして上記噴射型への圧縮気体導入手段を備え、樹脂シートの賦形後に賦形体から離反した距離にある噴射型成形面から導入気体を噴射させて上記保持型に保持されている賦形体を加熱又は冷却するように構成する。
(もっと読む)
熱成形用の装置と成形方法

【課題】
熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提供する。
【解決手段】
樹脂シートの圧空成形を行う熱可塑性樹脂シートの熱成形装置において、圧空ボックスとして、少なくとも冷却用圧縮気体を、送気開口から成形型上部に送出し、送出された上記気体を成形型上部で吸気開口を通じて外部に排気する機構を有し、少なくとも1)上記送気開口からの気体送出を複数の上記送気開口の背後に設けた分配空間から分配して行うか、あるいは2)上記の排気を複数の上記集気開口の背後に設けた集気空間に集気して行うようにし、これを上記機構の一体構造としたものを用いる。
(もっと読む)
プレス成形品、並びにその製造方法及び製造装置
【課題】加熱時間を短縮させて、製造効率を高めた、炭素繊維及び熱可塑性樹脂を有するシートからのプレス成形品の製造方法及び製造装置;物性劣化を防止した、炭素繊維及び熱可塑性樹脂を有するプレス成形品及びの提供。
【解決手段】炭素繊維及び熱可塑性樹脂を有するプレス成形品であって、i)プレス成形品100vol%中、炭素繊維が5〜50vol%を有し、ii)プレス成形品の体積抵抗率が5×10−3〜1×10−1Ω・cmであり、iii)プレス成形品の厚さが0.25〜30mmである、プレス成形品により、上記課題を解決する。
(もっと読む)
熱成形用の装置と成形方法
【課題】
熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提
供する。
【解決手段】
樹脂シートの加熱板による圧空成形を行う熱可塑性樹脂シートの熱成形装置において、加熱板として、1)圧縮気体を加熱するか又は加熱圧縮気体を導入し、これを片面に設けた複数の孔から圧空空間に送出し、2)この圧空空間に送出された気体を同加熱板の上記同面に別に設けた複数の孔から吸収し外部へ排出するように構成したものを用いる。
(もっと読む)
熱成形用の装置と成形方法
【課題】
熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提
供する。
【解決手段】
樹脂シートの賦形体の昇温熱処理を可能に装備した熱成形装置において、冷却手段を成形型周辺に配置して、賦形手段の成形型からの離反後に、成形型の上部に対してこの冷却手段を進行させるか、又は上記成形型を上記冷却手段の下部に進行させて賦形体を冷却するように構成し、更に上記冷却手段として、冷却用気体の噴射ノズルと噴射された気体を整流して側面方向に排気する通路を備えた成形装置とする。
(もっと読む)
熱成形用の装置と成形方法
【課題】
熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提
供する。
【解決手段】
樹脂シートの圧空ボックスによる圧空成形を行う熱可塑性樹脂シートの熱成形装置において、圧空ボックスとして、1)圧縮気体を加熱するか又は加熱圧縮気体を導入し、これを圧空ボックス内の天面に設けた複数の孔から圧空空間に送出しながら、2)同時並行で、この圧空空間に送出された気体を上記天面に設けた別の複数の孔から収容し外部へ排気するように構成したものを用いる。
(もっと読む)
シート材加熱装置
【課題】電力消費を削減して、効率よくシート材を加熱することができるシート材加熱装置を提供する。
【解決手段】シート材加熱装置1は、互いの周縁部が重ね合わされることにより、内部にシート材を収容する主空間30を備える箱状の容器が形成される第一容器半体10及び第二容器半体20と、第一容器半体に形成された、主空間に水蒸気を導入する導入路17と、第二容器半体に形成された、主空間から水蒸気を排出する排出路27と、第一容器半体及び第二容器半体にそれぞれ配設され、内部に流通させる水蒸気によって主空間を加熱する第一パイプ18及び第二パイプ28とを具備する。
(もっと読む)
熱成形装置、及び熱成形方法
【課題】ロールシートとカットシートを併用する。
【解決手段】加熱手段によりシートを輻射加熱する加熱部と、前記加熱部から前記シートの移送方向の下流側に配置されて前記輻射加熱されたシートを成形する成形部と、を有する熱成形装置であって、シートを前記加熱部から前記成形部に移送する移送手段と、前記加熱手段と前記シートとの間に設けられた遮蔽板と、前記遮蔽板に取り付けられ、該遮蔽板の下流側において輻射加熱されるシートを把持する第一の把持機構と、前記第一の把持機構から下流側であって前記成形部から上流側に設けられ、前記輻射加熱されるシートを把持する第二の把持機構と、を有する。
(もっと読む)
熱成形装置及びその温調ユニット
【課題】熱成形装置において加熱部への配線を少なくすることを課題とする。
【解決手段】熱成形を制御する主制御部2が設けられた第一の場所L1とは別の第二の場所L2に温調ユニット100が設けられ、この温調ユニット100は、温度検出部(69)毎の温度目標T1を入力する温度目標入力手段U11と、複数の加熱部(79)を駆動する駆動出力部U12と、加熱部(79)毎の温度検出部(69)で検出される検出温度T2を入力するための検出温度入力部U13と、加熱部(79)毎に入力対象の温度検出部(69)から検出温度入力部U13へ入力される検出温度T2を前記入力された温度目標T1に近付けるように駆動出力部U12から制御対象の加熱部(79)への出力を制御する温度制御手段U14とを備える。
(もっと読む)
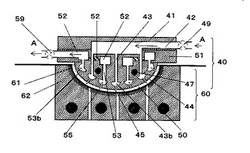
熱板を用いた熱成形装置及び熱成形方法
【課題】熱板を用いた省エネルギー型の熱成形の技術を提供することを課題とする。
【解決手段】熱成形可能なシートS1を熱板60で接触加熱した後、該シートS1を成形手段20により成形する熱成形装置1において、前記熱板60の外周60cが断熱材110で囲まれている熱成形装置1。また、熱成形可能なシートS1を熱板60で接触加熱した後、該シートS1を成形手段20により成形する熱成形方法において、前記熱板60の外周60cを断熱材110で囲み、該熱板60で前記シートS1を接触加熱した後、該シートS1を前記成形手段20により成形する熱成形方法。
(もっと読む)
1 - 10 / 93
[ Back to top ]