
国際特許分類[B29C53/36]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 曲げ,折たたみ,ひねり,直線化または平面化による成形;そのための装置 (287) | 曲げおよび接合,例.中空物品を製造するための (30)
国際特許分類[B29C53/36]の下位に属する分類
国際特許分類[B29C53/36]に分類される特許
1 - 8 / 8
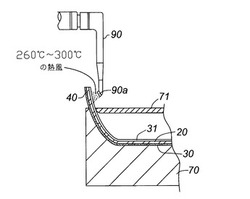
ウレタン基材を含む積層成形品における端末処理方法
【課題】ウレタン基材を含む積層成形品における端末処理方法において、端材を発生させることなく、工程数を短縮化することで加工コストを低減させる。
【解決手段】成形天井10は、半硬質ウレタン21の両面にガラス繊維マット22を積層したウレタン基材20の表面に表皮30、裏面に裏面不織布31を積層一体化して構成されており、サンルーフ用開口11周縁部の巻き込み条片40の端末処理方法としては、半硬質ウレタン21の溶融温度(200〜300℃)に着目し、裏面不織布31の融点とラップする最適温度域(ポリエステル繊維不織布の場合260〜300℃)の熱風を巻き込み条片40の裏面に吹き付け、半硬質ウレタン21を軟化させるとともに、裏面不織布31を溶融させ、その後、巻き込みユニット80における巻き込み駒81の動作により巻き込み条片40の巻き込み処理を行なう。
(もっと読む)
筒状保温材、保温材付きパイプ、筒状保温材の製造方法、及び保温材付きパイプの製造方法

【課題】生産性を低下させることなく、保温材による保温性能を向上させる。
【解決手段】保温材付きパイプ10は、樹脂製のパイプ12の外周面12Aに積層された第一発泡材14、第二発泡材16、第三発泡材18で被覆された構成とされている。よって、第一発泡材14、第二発泡材16、第三発泡材18の三層分の層厚となる(全体(合計)の層厚が厚くなる)。一方、各第一発泡材14、第二発泡材16、第三発泡材18の単体の層厚自体は薄くできるので(厚くならないので)、各第一発泡材14、第二発泡材16、第三発泡材18単体の反発力を小さくできる(大きくならない)。よって、第一発泡材14、第二発泡材16、第三発泡材18の端部14A,16A,18A同士の接合強度を高くする必要がない。したがって、生産性を低下させることなく、保温性能が向上される。
(もっと読む)
端面封止中空構造板の製造方法
【課題】プラスチック段ボールや気泡ボードなどの、中空部分を有する熱可塑性樹脂製の中空構造板の端面を封止するにあたって、高い密閉性を実現しつつ、端面をフラットな面とし、かつ、高い作業精度を必要とせずに、端面封止中空構造板を製造する。
【解決手段】中空構造板21の封止する端面21cに、別途用意した、前記端面21cを覆うことができる大きさの、中空構造板21と同一の熱可塑性樹脂製である端面封止板22の一方の平板面22aを当て、この端面封止板22の他方の平板面22bにヒートバー24を当てて、端面封止板22とともに前記端面21cを加熱して軟化させて、封止する端面21cに前記端面封止板22の樹脂を押し込んで接着させることで前記端面を封止する
(もっと読む)
合成樹脂製複層板及びその製造方法
【課題】少なくとも長さ方向一端が封止されて鋸屑等が中空部に侵入せず、好ましくは、長さ方向両端が封止されて鋸屑等の侵入防止、結露防止、断熱作用を発揮できる合成樹脂製複層板とその製造方法を提供することにある。
【解決手段】表面シート1と裏面シート2を複数のリブ3で連結した中空部を有する合成樹脂製複層板P1であって、表面シート1の端縁部1aと裏面シート2の端縁部2aを互いに接近する方向に鈍角に折り曲げて接合し、中空部の開口端を封止した複層板P1とする。中空部の封止により、鋸屑等の侵入防止、結露防止、断熱作用を発揮させる。下部がV形断面形状を有する上側熱圧着具と上部が逆V形断面形状を有する下側熱圧着具とで複層原料板を上下から熱圧着し、熱圧着と同時に複層原料板を熱圧着箇所で溶断するか、熱圧着後に熱圧着箇所を切断して、合成樹脂製複層板P1を製造する。
(もっと読む)
合成樹脂製複層板及びその製造方法
【課題】少なくとも長さ方向一端が封止されて鋸屑等が中空部に侵入せず、好ましくは、長さ方向両端が封止されて鋸屑等の侵入防止、結露防止、断熱作用を発揮できる合成樹脂複層板とその製造方法を提供することにある。
【解決手段】表面シート1と裏面シート2を複数のリブ3で連結した中空部を有する合成樹脂製複層板P1であって、表面シート1の端縁部1aを裏面シート2に接近する方向に鈍角に折り曲げて裏面シート2の端部に接合し、中空部の開口端を封止した複層板P1とする。中空部の封止により、鋸屑等の侵入防止、結露防止、断熱作用を発揮させる。下部がV形断面形状を有する熱圧着具で上側から複層原料板を熱圧着し、熱圧着と同に複層原料板を熱圧着箇所で溶断するか、熱圧着後に熱圧着箇所を切断して、合成樹脂製複層板P1を製造する。
(もっと読む)
端面封止中空構造板の製造方法
【課題】熱可塑性樹脂製の中空構造板の端面を封止して水や塵、埃の浸入を防ぎ、端面をフラットな端面とした端面封止中空構造板を容易に製造する。
【解決手段】中空構造板21の端面21cに、樹脂を軟化可能な温度であるヒートバー22の平面を当てて加熱することにより(a,b)、端面21cの近傍を変形可能な強度に軟化させ(b)、前記端面に対して圧力を掛けて圧縮変形させて、端面に露出するライナ21a間の空間を封止させ(c)、定規23で表面を整えつつ冷却して端面を平らにし(d)、変形により生じる盛上部を切刃で切除して(e)、端面封止中空構造板を得る(f)。
(もっと読む)
多孔質PTFE層の形成方法、ならびにこの形成方法により得られる多孔質PTFE層および成型品
【課題】表面にシワや変形を発生させることなく多孔質PTFE層を簡便に形成することができ、しかも気体透過量等の性状の調節を容易に行うことが可能となる、多孔質PTFE層の形成方法を提供する。
【解決手段】本発明の多孔質PTFE層の形成方法は、(1):1枚または2枚以上の未焼成多孔質PTFEフィルムと、下記工程(2)における加熱条件に耐えうる支持体(メッシュ等からなる棒状または板状の支持体が好ましい)とを、所定の手段を用いて下記工程(2)の加熱の際にスベリが生じないように組み合わせる工程、および(2):工程(1)の結果物を150℃以上、PTFEフィルムの融点未満の温度で5〜120分間(工程(1)で熱可塑性樹脂繊維等を用いられている場合は、好ましくはその融点〜320℃の温度で10〜60分間)加熱する工程を有することを特徴とする。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】自動車用内装部品及びその製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなり、所望ならば製品表面に加飾材23が貼付される。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理すると同時に、薄肉ヒンジ部24を形成し、その後、シリンダ駆動される巻込み駒81により巻込みシロ25を起立させるとともに、加熱治具70に当接させて加熱軟化させた後、巻込み駒81をスライドさせて巻込みシロ25の巻込み処理を行ない、剛性並びに見栄え上、好ましい端末処理部Aを形成する。
(もっと読む)
1 - 8 / 8
[ Back to top ]