
国際特許分類[B29C61/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 内部応力の解放による成形;内部応力を有する予備成形体の製造;そのための装置 (353) | 内部応力,例.プラスチックメモリー,を有する予備成形体の製造 (324) | 管の延伸によるもの (7)
国際特許分類[B29C61/08]に分類される特許
1 - 7 / 7
熱収縮チューブの製造方法および製造装置
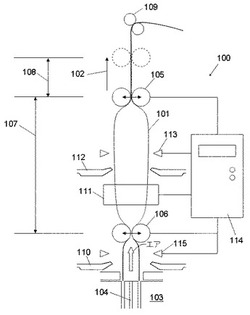
【課題】膨張したチューブの外周面に部材を接触させなくても、安定した品質の熱収縮チューブを得ることができる熱収縮チューブの製造方法および製造装置を提供する。
【解決手段】制御装置100は、チューブ101の送り路に沿って移動可能に、かつ送り路を挟んで開閉可能に設けられた一対のピンチローラ105と、チューブ101の一端からチューブ内にエアを供給するエア通気孔104と、ピンチローラ105よりもエア通気孔104側に配置され、送り路を挟んで開閉可能に設けられた一対のピンチローラ106と、ピンチローラ105を閉じピンチローラ106を開いた状態でチューブ内にエアを供給してからピンチローラ106を閉じ、ピンチローラ105とピンチローラ106との距離を変更することでチューブの膨張を調整する制御部112とを備える。
(もっと読む)
収縮シートの製造方法
本発明は、A)生分解性の脂肪族−芳香族ポリエステル20〜90質量%、及び、B)ポリ乳酸、ポリプロピレンカーボナート、ポリカプロラクトン、ポリヒドロキシアルカノアート、キトサン、グルテンからなる群から選択される1又は複数のポリマー及び1又は複数の脂肪族/芳香族ポリエステル、例えばポリブチレンスクシナート、ポリブチレンスクシナート−アジパート又はポリブチレンスクシナート−セバカート、ポリブチレンテレフタラート−コ−アジパート10〜80質量%、及び、C)相容性媒介剤0〜2質量%を含有する収縮シートの製造方法であって、ブローアップ比4:1以下が選択される方法に関する。 (もっと読む)
常温収縮チューブの製造方法

【課題】常温収縮チューブの両端を密封して把持する必要がなく常温収縮チューブ素管の損傷を防ぎ、短時間で容易に常温収縮チューブ素管を拡経することができる常温収縮チューブの製造方法を提供する。
【解決手段】拡径用チューブ101の外面に常温収縮チューブ素管100を配置した積層体102を拡径外径規制筒11内に配置し、拡径用チューブ101の内面に流体圧力をかけて常温収縮チューブ素管100を拡径外径規制筒11の内面まで膨らませた状態で低温槽200内において凍結させ、拡径外径規制筒11と積層体102を室温環境に取り出し、拡径用チューブ101から流体圧力を開放して、凍結状態の常温収縮チューブ素管100内から縮径した拡径用チューブ101を取り出し、常温収縮チューブ素管100が拡径保持筒300上に密着するまで加温あるいは室温下に放置する。
(もっと読む)
熱収縮性チューブの製造方法およびその製造装置
【課題】薄肉の軟質チューブの表面汚れを低減しチューブの引き伸ばし不良を解消すると共に自動機で芯材の挿入を容易にする熱収縮性チューブを提供する。
【解決手段】樹脂材料が少なくとも部分的に架橋されたチューブを、前記樹脂材料の融点以上の温度に加熱する加熱工程と、前記チューブが所定内径の60〜90%まで拡張されたときに前記チューブを予冷却して、所定内径にまで拡張する拡張工程と、拡張された前記チューブを冷却する冷却工程とを含む熱収縮性チューブの製造方法。
(もっと読む)
熱収縮性ポリエステル系フィルム
【課題】収縮仕上がり性、ボトルとの密着性、ミシン目開封性の全てが優れるラベルに適した熱収縮性ポリエステル系フィルムを提供する。
【解決手段】トリメチレンテレフタレートユニットを主として含むポリエステル樹脂成分Aと、エチレンテレフタレートユニットとネオペンチルテレフタレートユニットとを主として含むポリエステル樹脂成分Bとを、それぞれ別々の押出機A1およびB1に投入して溶融し、溶融状態のまま樹脂成分Aおよび樹脂成分Bをスタティックミキサに投入した後に、T−ダイから押出し、冷却して形成した未延伸シートを少なくとも一軸に延伸することにより得られる熱収縮性ポリエステル系フィルム。
(もっと読む)
インナーコア用リボン及び常温収縮チューブ用インナーコア
【課題】 被さる常温収縮チューブの大きさに関わらず、その収縮力に十分対応できる強度を有するとともに、精度良く容易に製造できるようにすること。
【解決手段】 スパイラルコア用リボン100は、巻き上げて筒状体に組み立てて常温収縮チューブ用スパイラルコアを形成する。スパイラルコアでは、筒状体の軸方向で隣接するリボン同士は、リボン本体110の両側部にそれぞれ設けられた嵌合部130及び被嵌合部140とを嵌合することにより固定される。このようなリボン本体110は、内部に、リボン本体110に被覆される芯材120を有しており、リボン本体110の肉厚を薄くしている。これにより、芯材120の周囲に、押出成形によりリボン本体110が成形された後、リボン本体110が収縮変形することを防止する。
(もっと読む)
熱収縮酸素吸収性フィルムの製造方法
【課題】優れた酸素吸収性能および熱収縮性を有する酸素吸収性フィルムの製造方法の提供。
【解決手段】(i)放射線に暴露することにより酸素吸収を開始する酸素吸収性組成物をシート状に成形する工程、(ii)上記シートを少なくとも2キログレイの放射線に曝す工程、(iii)上記(ii)の工程を経たシートを延伸加工することにより、フィルム状に成形する工程、の順に一連の工程を行う。
(もっと読む)
1 - 7 / 7
[ Back to top ]