
国際特許分類[B29C65/04]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 予備成形品の接合;そのための装置 (2,914) | 加圧下または非加圧下での加熱によるもの (1,788) | 誘電加熱,例.高周波溶接 (49)
国際特許分類[B29C65/04]に分類される特許
1 - 10 / 49
マイクロ波樹脂溶着体及びそれによる溶着方法
【課題】樹脂製の成型体の熱容量が均一でなくても、また、樹脂製の成型体相互間の溶着を均一に高精度で行うことができること。
【解決手段】 0.1〜500μmの粉体からなる鉄粉Fに0.01〜10μmのガラス膜によってガラスコーティングし、そして、前記ガラスコーティングされた鉄粉Fを総量に対して0.1〜50重量%の樹脂バインダーを入れて分散し、圧縮成形して抵抗値1〜103Ωcm、比重6〜8とし、それを複数の合成樹脂成型体相互間に配置し、マイクロ波による誘電加熱で前記複数の合成樹脂成型体相互間を溶融、溶着するものである。したがって、鉄粉Fがガラスコーティングされているから、鉄粉Fの発熱効率が向上し、鉄粉Fがガラスコーティングの絶縁のため、鉄粉F間の放電の発生条件が限定され、その放電頻度を低下させることができる。そして、ガラスコーティングすることで鉄粉Fの保温条件が良くなり、エネルギ損失の少ない溶着ができる。
(もっと読む)
樹脂板溶着装置及びその方法

【課題】誘電加熱による最も高温となる部位を樹脂板の裏面側に変位させることによって、おもて面側の溶融域を狭小とし、おもて面に凹みが発生するのを防止する。
【解決手段】樹脂板溶着装置は、おもて面が揃えられた所定厚を有する少なくとも2枚の溶着対象となる樹脂板1を、その端面1a同士の突き合わせ部位に誘電加熱を施すことによって溶着するもので、それぞれ所要厚を有する長尺体で、端面同士が、樹脂板1を挟んで対向配置される誘電加熱用の対向電極411,4221と、対向電極411,4221に挟持された状態の樹脂板1の裏面に敷設される熱担持層材413とを備えている。
(もっと読む)
樹脂製バルブボディ及びその製造方法
【課題】マイクロ波エネルギの吸収に若干の乱れがあっても、周囲の熱容量が均一でなくても合成樹脂成型体の溶着を均一に行うことができ、かつ、当該合成樹脂成型体に歪を与えることのないこと。
【解決手段】自動変速を行う油圧や油量を制御する複数のコントロールバルを収容する樹脂製バルブボディ100を、前記複数のコントロールバルブ収容部位または樹脂製バルブボディ100中の油路の中心線に沿って2個以上に分割して形成されたバルブボディ樹脂成型体11,・・・,16を、バルブボディ樹脂成型体11,・・・,16の相互間に配置した導電性の板状合成樹脂からなるマイクロ波によって誘電加熱自在なマイクロ波板状発熱体21,・・・,25と、マイクロ波板状発熱体21,・・・,25間を狭めて、その積載方向に押圧力を与え、そこにマイクロ波を照射することによって両者を溶着する。
(もっと読む)
マイクロ波発熱体及びそれによる溶着方法
【課題】マイクロ波エネルギの吸収に若干の乱れがあっても、周囲の熱容量が均一でなくても合成樹脂成型体の溶着を均一に高精度で行うことができ、かつ、当該合成樹脂成型体に歪を与えることのないこと。
【解決手段】マイクロ波発熱体21,・・・,25を介して合成樹脂成型体としてのバルブボディ樹脂成型体11,・・・,16の各層を積層させ、マイクロ波をこの積層してなるマイクロ波発熱体21,・・・,25に照射する。その際、バルブボディ樹脂成型体11,・・・,16の各層の間で十分に溶着することができるよう、バルブボディ樹脂成型体11,・・・,16の各層間は0.1〜5.0MPaの加圧力で加圧される。
(もっと読む)
溶着方法
【課題】熱可塑性合成樹脂部材を、その材質に関わらず他の合成樹脂部材に溶着することが可能な溶着方法を提供する。
【解決手段】基材41を第2表皮材32に溶着する溶着方法であって、基材41の表面41Aに、水50を塗布する加熱媒体塗布工程と、水50を挟む形で基材41及び第2表皮材32を配した状態で、電磁波によって水50を加熱することで、水50を介して、基材41を加熱溶融し、第2表皮材32に溶着する溶着工程と、を備えていることを特徴とする。
(もっと読む)
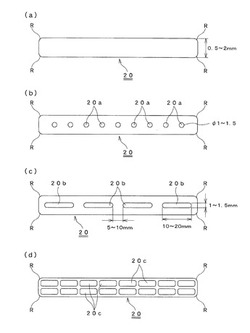
熱可塑性樹脂シートの加工方法
【課題】打ち抜き加工と高周波ウェルダ加工との組み合わせによって、熱可塑性樹脂シート上に所定形状を形成する場合に、1重の閉じた形状線から構成された形状だけでなく、2重以上の閉じた形状線から構成された形状も形成することが可能な熱可塑性樹脂シートの加工方法を提供する。
【解決手段】第1の熱可塑性樹脂シート1aの少なくとも一部に粘着層を介して絶縁シート2を貼付し、絶縁シート2の貼付部の第1の熱可塑性樹脂シート1aのみを打抜装置により所定形状に打ち抜いて打ち抜き部を形成し、貼付部の絶縁シート2の被貼付面に第2の熱可塑性樹脂シート1bを敷設し第2の熱可塑性樹脂シート1bのみを所定形状に打ち抜いて第1の熱可塑性樹脂シート1aの打ち抜き部に第2の熱可塑性樹脂シート1bの打ち抜き片11bを嵌め込み、前記打ち抜き部と打ち抜き片11bとの境界部を高周波ウェルダ加工機により高周波溶着して加工品5aを得る。
(もっと読む)
非極性ポリマー成形体の表面を修飾するための射出成形方法およびこの方法に適した多層フィルム
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
高周波ミシン
【課題】高周波電力制御により確実かつ均一な接着強度が得られるものでありながら、焼損や破孔等の不良事態の発生を防止できるとともに、曲線状部位や伸縮性繊維生地の接着加工にも十分に対応でき、しかも、効率よい接着加工を行なうことができる高周波ミシンを提供する。
【解決手段】生地載置板4上に載置された被加工材Hを、水平及び上下に合成運動する送り歯8と押え金12との協同作用により間欠的に移送するように構成され、送り歯8による移送停止中には一対の面状電極12,16間に所定の値の高周波電力を与えて、被加工材Hにおける繊維生地Wの重ね合わせ部間に挟まれている熱可塑性樹脂テープTを誘電加熱により溶融して繊維生地Wの重ね合わせ部を接着し、かつ、移送動作中には移送停止中よりも小さい値の高周波電力を面状電極12,16間に与える状態に切換える制御部45を有している。
(もっと読む)
据置き型チューブシール装置
【課題】装置全体の大型化を抑制しつつ、シール時の作業性を向上することが可能で、装置全体の大型化抑制及びシール時の作業性向上の効果を比較的高い次元で両立することができる据置き型チューブシール装置を提供する。
【解決手段】装置本体10と、装置本体10に設けられ、直線状に配列された4個のチューブシール部20A〜20Dと、4個のチューブシール部におけるチューブシール動作を制御する制御部80とを備える据置き型チューブシール装置1。第3群に属するチューブシール部20Bは、チューブをシール可能な進行位置とチューブをシールできない退避位置との間を進退可能に構成されており、第1及び第2群に属するチューブシール部20A,20C,20Dは、進行位置から退避位置への退避動作ができないように構成されている。
(もっと読む)
金属管と樹脂製保持部材との接合方法及び該接合方法により製作された接合体
【課題】保持部材の管内部にバリ等を発生させる心配がなく、金属管と保持部材とを短時間で簡便かつ確実に接合する方法及びその接合方法により製作された接合体を提供する。
【解決手段】本発明は、管保持孔5を内部に有する樹脂製保持部材2と金属管1との接合方法であって、金属管1の基端部に外方に突出した係合部3を設けておき、この金属管1を保持孔5に挿入して係合部3を保持孔5の壁部6に係合させる工程と、係合している壁部6を軟化させる工程と、壁部6を軟化させた状態で樹脂製保持部材2と金属管1との相対位置を変化させて、係合部3を壁部6内に埋設する工程と、壁部6を固化させる工程とを有することを特徴とする。
(もっと読む)
1 - 10 / 49
[ Back to top ]