
国際特許分類[B29C70/52]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 複合材料,すなわち補強材,充填材,あるいは予備成形部品からなるプラスチック材料,例.挿入物の成形 (1,218) | 補強材のみを含むもの,例.自己強化プラスチック (1,200) | そのための成形操作 (126) | 圧縮による成形あるいは含浸 (87) | 不定長の物品を製造するための,例.プリプレグ,シートモールディングコンパウンド (87) | 引抜き,つまり連続してダイを通すことによる成形と圧縮 (87)
国際特許分類[B29C70/52]に分類される特許
1 - 10 / 87
安定化されたドライプリフォーム及び方法
【課題】複雑な三次元構造形状を有する複合プライをレイアップするのが難しく工具補助が必要で時間とコストがかさむ。工具補助が不要で作業量が縮小出来るシステム、方法を提案する。
【解決手段】プリフォームを形成する方法は、構造繊維及び樹脂を含む粘着力の高められた繊維状物質の層を提供するステップを含む。層はダイ断面形状を有する形成ダイセットに通される。熱可塑性樹脂は加熱される。層はダイ断面形状に形成される。ダイ断面形状を有するプリフォームが形成されるような方法で、熱可塑性樹脂は凝固する。
(もっと読む)
引抜成形品の連続製造方法
【課題】本発明は、環状被重合成分を用いることで、強化繊維への含浸性が良好であり、かつ酸化による着色が少なく、力学特性に優れた熱可塑性樹脂含浸の引抜成形品の連続製造方法を提供する。
【解決手段】連続的に下記成分(A)を供給し、溶融させた下記成分(B)で満たされた引抜成形用金型を通過させて引抜成形品を製造する製造方法する際に、下記工程(I)に引き続き工程(II)を行うことと特徴とする引抜成形品の連続製造方法。
成分(A)強化繊維 10〜90重量%
成分(B)環状被重合成分 90〜10重量%(成分(A)と(B)の合計を100重量%とする)
工程(I)成分(B)を供給し、溶融させた成分(B)で満たされた金型内に成分(A)を通過させることで成分(A)に成分(B)を含浸させる工程
工程(II)工程(I)と同一金型内で、成分(A)に含浸させた成分(B)を重合させる工程
(もっと読む)
引抜き成形品の製造装置および引抜き成形品の製造方法
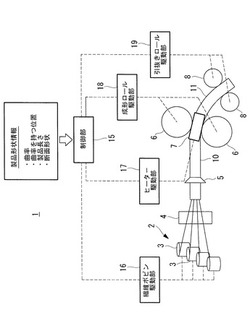
【課題】長手方向に沿って曲率を有する引抜き成形品を得ることが可能な引抜き成形品の製造装置および引抜き成形品の製造方法を提供することを目的とする。
【解決手段】本発明に係る引抜き成形品の製造装置1は、集束した繊維群に熱硬化性樹脂を含浸させて繊維群を含む熱硬化性樹脂10を引抜く引抜き部8と、引抜かれた熱硬化性樹脂10を回転しながら成形する成形ロール6と、成形ロール6によって得られる成形品11が長手方向に沿って曲率を有するように、成形ロール6の位置および回転速度の少なくともいずれか一方を調整する制御部15とを備える。
(もっと読む)
繊維強化プラスチック成形品およびその製造方法

【課題】
少なくともガラス繊維を含む繊維強化プラスチック成形品の機械加工による切断面を、塗料などにより塗装することなく平滑性を持たせて乱反射光線を防ぎ、マトリックス樹脂に含ませた顔料とほぼ同一の樹脂色を切断面で得ることができる繊維強化プラスチック成形品ならびにその製造方法を提供すること。
【解決手段】
マトリックス樹脂に顔料を含む繊維強化プラスチック成形品であって、成形品の機械加工による切断面を研磨加工すること、もしくは透光性を有する樹脂を塗布することにより算術平均粗さ(Ra)が0.3μm以下であることを特徴とする繊維強化プラスチック成形品ならびにその製造方法。
(もっと読む)
炭素繊維巻きテープとその製造方法
【課題】作業性が向上した、円筒状芯材に炭素テープが巻き付けられた炭素繊維巻きテープと、その製造方法を提供する。
【解決手段】炭素繊維とオレフィン系樹脂を含む複合体からなる炭素繊維テープが、円筒状芯材に巻き付けられた炭素繊維巻きテープであって、式(I)から求められる炭素繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の炭素繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである炭素繊維巻きテープ。0.2×10-3×N≦W≦2.0×10-3×N(I)(式(I)中、Nは、炭素繊維テープを構成する炭素繊維の本数で、前記幅(W)を5〜100mmの範囲にすることができる本数である。)4.5×F×t≦D(II)(式(II)中、Fは炭素繊維量で、20〜60質量%の範囲であり、tは炭素繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
有機繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた有機繊維巻きテープと、その製造方法の提供。
【解決手段】式(I)から求められる有機繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の有機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである有機繊維巻きテープ。2.5×10-5×N×d≦W≦2.5×10-4×N×d(I)(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)1.0×F×t≦D(II)(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
無機繊維巻きテープとその製造方法
【課題】円筒状芯材に無機繊維テープが巻き付けられた無機繊維巻きテープを提供する。
【解決手段】無機繊維(炭素繊維は含まない)とオレフィン系樹脂を含む複合体からなる無機繊維テープが、円筒状芯材に巻き付けられた無機繊維巻きテープであって、式(I)から求められる無機繊維テープの幅(W)が5〜100mmの範囲であり、前記無機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである無機繊維巻きテープ。2.5×10-5×N×d≦W≦5.0×10-4×N×d(I)(Wは無機繊維テープの幅であり、Nは無機繊維テープを構成する無機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは無機繊維の繊維径で5〜30μmである。)3.0×F×t≦D(II)(Fは無機繊維量で、20〜60質量%の範囲であり、tは無機繊維テープの厚みで、0.1〜1.0mmである。)
(もっと読む)
炭素繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた炭素繊維巻きテープの提供。
【解決手段】炭素繊維と芳香族ポリアミド樹脂又は脂肪族ポリアミド樹脂を含む複合体からなる炭素繊維テープが、円筒状芯材に巻き付けられた炭素繊維巻きテープであって、特定式から求められる炭素繊維テープの幅(W)が5〜100mmの範囲であり、前記幅の炭素繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである炭素繊維巻きテープ。4.5×F×t≦D≦50×F×t(II)(式(II)中、Fは炭素繊維量で20〜60質量%の範囲であり、tは炭素繊維テープの厚みで0.1〜0.5mmの範囲である。)
(もっと読む)
繊維強化プラスチック製支持バーおよびその製造方法
【課題】強度、剛性や重量等の要求仕様を満たすための最適な設計を極めて簡単に行うことができ、しかも、極めて容易に製造でき生産性に優れた繊維強化プラスチック製支持バーの製造方法と、その方法により製造された支持バーを提供する。
【解決手段】横断面形状が中空矩形の繊維強化プラスチック製角パイプを引抜成形し、成形した角パイプを該角パイプの両垂直面上を角パイプの長手方向一端から他端まで延びる切断線に沿って切断することにより、横断面形状がコ字形の2本の支持バーを作製することを特徴とする繊維強化プラスチック製支持バーの製造方法、およびその方法により製造された繊維強化プラスチック製支持バー。
(もっと読む)
繊維強化プラスチック製支持バーおよびその製造方法
【課題】生産性に優れ、比較的大型の積載物に対しても、容易に強度、剛性や重量等の要求仕様を満たすことができ、かつ、狭いスペースに対しても容易に挿入できるように全体寸法を簡単に最適化できる繊維強化プラスチック製支持バーとその製造方法を提供する。
【解決手段】引抜成形された横断面形状が中空矩形の繊維強化プラスチック製角パイプから切り出された、支持バー全長にわたって延びる長尺角パイプと、該長尺角パイプの下部で根元部から該長尺角パイプよりは短く該長尺角パイプと平行に延びる短尺角パイプとが、接合により一体化されていることを特徴とする繊維強化プラスチック製支持バー、およびその製造方法。
(もっと読む)
1 - 10 / 87
[ Back to top ]