
国際特許分類[B29D30/38]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックまたは可塑状態の物質からの特定物品の製造 (3,594) | 空気タイヤもしくは中実タイヤまたはその部品の製造 (2,668) | 空気タイヤまたはその部品 (2,533) | 織物挿入物,例.コードまたはキャンバス層 (226)
国際特許分類[B29D30/38]の下位に属する分類
タイヤ組立て前の織物挿入物の化学的予備処理 (34)
ビードリングのない無端状織物バンド (1)
ドラムへ装着する前の層の引張りまたは処理 (15)
織物挿入物の所定形状への切断 (37)
国際特許分類[B29D30/38]に分類される特許
101 - 110 / 139
タイヤ用ゴムシ−ト
【課題】ベルト部あるいはショルダ−部では周方向のコ−ドの性質は同一で、幅方向では異なる性能のタイヤを構成するためのタイヤ構成材としてのゴムシ−トを得る。
【解決手段】1本のコ−ドでありながら、タイヤの幅方向の必要機能、すなわちタイヤの部位毎に異なる役割りに対応できるようにコ−ドを加工し、このコ−ドの複数本を平行状に並べこれを上下のシ−ト状ゴム体に挟み込でタイヤ構成材としてのゴムシ−トを構成する。
(もっと読む)
コードのゴム被覆装置

【課題】コードへのゴム付着量の変動を抑制し、配列した各コード間で均一にゴムを付着させることが可能なコードのゴム被覆ヘッド及びコードのゴム装置を提供する。
【解決手段】ゴム組成物を押し出すゴム供給手段4と、該ゴム供給手段4から供給されたゴム組成物に複数のコード2を通過させ、配列形成された複数のダイス孔5からそれぞれゴム被覆コード6として送り出すゴム被覆ヘッド1とを備え、ゴム供給手段4は、複数のダイス孔5からなるダイス孔群15を挟んでその両側に設置し、各ゴム供給手段4は、ゴム組成物の供給方向Aがダイス孔5の配列方向Bに対して直交するようにそれぞれゴム被覆ヘッド1に接続した構成とする。
(もっと読む)
コードが埋め込まれたゴム材料からなる複数のストリップを互いに接合する接合ユニット

【課題】互いに接合されたストリップの品質および生産性を改善する。
【解決手段】コードが埋め込まれたゴム材料からなる複数のストリップ30を互いに接合する接合ユニット6は、接合テーブル7と、接合テーブル7の上に配置され、かつ接合線12を定める接合機8とを有する。接合テーブル7は、接合テーブル7を第1の接合テーブル半体17と第2の接合テーブル半体18とに分割する長手方向の軸線16と、入口端19と、出口端20と、第1の接合テーブル半体17上に設置され、接合テーブル7の入口端19から所定の距離まで延びている第1の接合テーブル搬送ユニット21とを備えている。
(もっと読む)
プライ、プライの製造方法およびプライを備える空気入りタイヤ
【課題】簡単な構造により、プライにおける多数のコードの配列方向での質量の均一化を向上させる。
【解決手段】多数のコード11,12がゴム10に埋設された複数のプライ片15から構成されるプライ5は、プライ片15の端部15a,15b同士が接合された接合部17を有する。プライ片15における各端部15a,15bには、端部15a,15b以外の部分に埋設された第2コード12の質量よりも小さい質量の第1コード11が埋設される。接合部17は、端部15a,15b同士を重ね合わせて重合部16を形成した後、重合部16を圧着して形成される。
(もっと読む)
スチールコードおよびゴム複合体の製造方法
【課題】加硫反応および接着反応の同期化によってコードとゴムとの界面での確実な接着を実現した、コードおよびゴム複合体を提供する。
【解決手段】周面にブラスめっきを施したスチールワイヤの複数本からなるスチールコードを生ゴムで被覆したのち、加硫処理を施して該スチールコードとゴムとを接着一体化してスチールコードおよびゴム複合体を製造するに当り、ゴムの加硫が開始する以前の段階において、スチールコードとゴムとの境界面に存在する、接着前駆体のCuxS粒子径を40nm以下にし、その個数を1000個/μm2以上に制御し、その後加硫処理を施す。
(もっと読む)
タイヤベルトマシン
ストリップ(20)の材料を受け取ってこれを複数の全長部に切断し、これらの全長部をベルトコンベア(16a)上で互いに継ぎ合わせする切断ステーション(22)を持つタイヤベルトマシン(10)を制御する方法は、ベルトコンベアの進行距離を設定する工程と、切断ステーションに進入するストリップの幅(W)を示す信号を受信する工程と、ストリップの幅に基づいてベルトコンベアの進行距離を自動的に調節し、均一な継ぎ合わせ特性を得る工程と、を備えている。  (もっと読む)
(もっと読む)
タイヤベルト製造マシンのストリップ位置合わせシステム
本発明は、概ねストリップをタイヤベルト製造マシンの切断ステーションで切断する前にストリップの位置合わせを行うための位置合わせ組立体を提供する。位置合わせ組立体は、軸線を画定するガイドと、ガイドの隣にあるストリップを支持するよう設けられた表面と、少なくとも一つのガイドを表面に向かって移動させ、ストリップの縁部をガイドと接触させ、これによってストリップをガイドの軸線と位置合わせするよう設けられたアクチュエータと、を備えている。 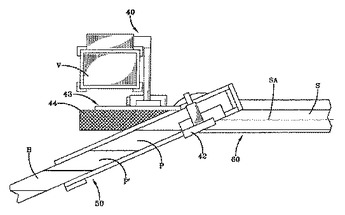 (もっと読む)
(もっと読む)
ゴム部材とスチールコードの複合体シートの製造方法および製造装置
【課題】品質の向上を図るととも、取扱い性に優れた複合体シートを製造可能とするゴム部材とスチールコードの複合体シートの製造方法および製造装置を提供する。
【解決手段】上部圧着ロール3および下部圧着ロール4のそれぞれの周面3b、4bに、ロール幅方向にスチールコード10の所定ピッチPと略同一ピッチで配列されてロール周方向に延設された複数の溝3a、4aを設け、これらの溝3a、4aどうしを対向させて互いの周面3b、4bを非接触に接近させて、互いに反対方向に回転させ、上下をゴムシート11、11で挟んだスチールコード10を対向するそれぞれの溝3a、4aの間に1本ずつ挟んで圧着する。
(もっと読む)
ワイヤ位置検出方法及びその装置
【課題】 シート状部材を切断しながらシート状部材の幅方向両端のワイヤの位置をそれぞれ検出することにより、切断面における両端のワイヤ間の長さを正確に求めることができるワイヤ位置検出方法及びその装置を提供する。
【解決手段】 磁性体のカッター130とそのカッター130からワイヤ301の長手方向に所定距離だけ離れた位置との間の磁気抵抗をカッター130とともに移動する磁気抵抗検出器140によって検出し、ワイヤ301と接触していないカッター130がワイヤ301と接触することにより磁気抵抗が変化したときのカッター130の位置と、ワイヤ301と接触しているカッター130がワイヤ301と接触しなくなることにより磁気抵抗が変化したときのカッター130の位置に基づいてシート状部材300の幅方向両端のワイヤ301の位置をそれぞれ検出する。
(もっと読む)
コード補強材料の製造方法と装置及びタイヤ構成材料と空気入りタイヤ
【課題】ダイインサートを使用した押出し機を用いて2層構造のコード補強材料を精度良く製造することが可能なコード補強材料の製造方法と装置、及びタイヤ構成材料と空気入りタイヤを提供する。
【解決手段】複数本のコードsを第1ゴム状弾性材料r1で被覆したコード補強材料本体層X1に第2ゴム状弾性材料r2からなるゴム状弾性層X2を積層したシート状のコード補強材料Xを製造する際に、コードsを整列させるためのコード孔9を幅方向に所定の間隔で配列し、コード搬送方向側にコード孔9に続いて露出するコード溝9bを有するダイインサート6を押出しヘッド4に備えた押出し機1を使用する。コード溝9bを搬送中のコードsに第1ゴム状弾性材料r1を供給し、コード補強材料本体層X1を成形した後、第2ゴム状弾性材料r2を供給してゴム状弾性層X2を成形する。
(もっと読む)
101 - 110 / 139
[ Back to top ]