
国際特許分類[B29K105/04]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 細胞質または多孔質 (1,817)
国際特許分類[B29K105/04]に分類される特許
101 - 110 / 1,817
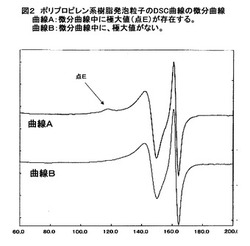
ポリプロピレン系樹脂発泡粒子、およびポリプロピレン系樹脂型内発泡成形体
【課題】型内発泡成形において、成形圧力を大幅に低下可能で、現状で汎用されている0.4MPa(ゲージ圧)耐圧仕様の成形機でも安定的に生産でき、剛性が高く、かつ表面美麗性の高い型内発泡成形体が得られるポリプロピレン系樹脂発泡粒子を提供する。特に、「融着困難部位」、及び/又は、肉厚部と薄肉部が混在する型内発泡成形体において、肉厚部の融着性と薄肉部の表面美麗性を両立させた型内発泡成形体が得られるポリプロピレン系樹脂発泡粒子の提供。
【解決手段】特定の1−ブテン含有量とエチレン含有量、及び特定の融点を有するポリプロピレン系樹脂を基材樹脂とし、ポリプロピレン系樹脂発泡粒子の示差走査熱量測定(DSC)により得られるDSC曲線において、低温側融解熱量領域と高温側融解熱量領域の2つの領域を有し、かつ、該低温側融解熱量領域のDSC曲線の微分曲線中に極大値を有するポリプロピレン系樹脂発泡粒子。
(もっと読む)
車両用内装品の製造方法

【課題】本発明は、アンダーカット形状をもった内装品を成形するための金型構造の簡素化を可能にした車両用内装品の製造方法を提供する。
【解決手段】型開き方向に対して直交する方向に形成されたアンダーカットとしての凹部4aを有する発泡体2を備えた車両用内装品の製造方法において、
発泡液の注入が可能な金型30のキャビティC内に軟質材の中子33をインサートさせて、中子33に形成された凸部33bによって内装品の凹部4aを成形する。この中子33は、軟質材により形成されているので、中子33をパッド材2から離すように引っ張ることで、凹部4aから中子33の凸部33bを外すことができる。
(もっと読む)
発泡成形用射出成形機の射出装置
【課題】計量樹脂溜め部内に蓄えられた溶融樹脂への物理発泡剤の拡散を迅速化する。計量樹脂溜め部に供給された物理発泡剤のスクリュー本体側への逆流を防止する。
【解決手段】加熱筒ヘッド内に、少なくとも一部が多孔質材料をもって形成され、該多孔質材料をもって形成された部分に前記樹脂通路の一部を構成するセンタ孔が開設されたスリーブを内蔵し、該スリーブの外周部分に物理発泡剤の導入空間を形成すると共に、前記加熱筒ヘッドに前記物理発泡剤供給ノズルを取り付け、該ノズルから供給される物理発泡剤を前記物理発泡剤の導入空間内に噴射し、該導入空間内に噴射された前記物理発泡剤を、前記多孔質材料が有する微細な空孔を通して前記加熱筒ヘッドに開設された樹脂通路内に供給する。
(もっと読む)
車両用シートパッド及びその製造方法
【課題】パッド本体の裏面とパッド本体の外とにまたがるリクライニング装置等との間で発生する異音を防ぐ車両用シートパッド及びその製造方法を提供する。
【解決手段】発泡体からなるパッド本体1と、該パッド本体の発泡成形でその裏面に被着一体化される起毛55を備えたシート状不織布5aと、を具備し、且つ、パッド本体1にはその外縁部沿いに裏面側へ張り出す立壁状の張出部4が形成され、さらに、張出部4の裏面側厚み面41にその長手方向に向けて起伏のある凹凸部45が形成される一方、不織布5aは、凹凸部45に対応する不織布外周部51に、その外周縁51aから不織布中央部へ向け短冊状に複数の切込みを入れて短冊状部53を複数有する短冊状部付き不織布5に加工形成され、さらに、切込み52でできた短冊状部53同士が重なり合うか又は短冊状部間が開くことにより形成される曲面で凹凸部45を覆うようにして、凹凸部45に短冊状部53が被着一体化されてなる。
(もっと読む)
発泡成形品及びその製造方法
【課題】表皮材と基材との間に発泡樹脂製のクッション材が充填された発泡成形品において、表皮材の金型へのセットを容易にする。
【解決手段】熱可塑性の不織布6の表面に合成樹脂層7を設けて表皮材4とし、表皮材4を熱プレス成形、真空成形、真空圧空成形等により所定形状に賦形する。賦形した表皮材4の不織布6の裏面にポリエステル樹脂溶液を塗布し硬化させ、下型1Aに基材3をセットし、上型1Bに賦形した表皮材4をセットして金型1を閉じる。基材3と表皮材4との間のキャビテに高圧混合ノズル8によって2液混合発泡ウレタンを注入し、発泡、固化させてインストルメントパネル2を成形する。表皮材4を賦形することにより、金型1へのセットを容易になる。更に、賦形した表皮材4の不織布6の裏面にポリエステル樹脂溶液を塗布し、硬化させることにより、その剛性が高まり、金型1へのセットが容易になる。
(もっと読む)
ポリカーボネート系樹脂発泡ブロー成形体の製造方法およびポリカーボネート系樹脂発泡ブロー成形体
【課題】広い見掛け密度範囲にわたって良好なポリカーボネート系樹脂発泡ブロー成形体を製造することができる発泡ブロー成形体の製造方法を提供する。
【解決手段】ポリカーボネート系樹脂Aと発泡剤とを含む発泡性溶融樹脂を押出して発泡パリソンを形成し、軟化状態にある該発泡パリソンをブロー成形して、発泡ブロー成形体を製造する方法であって、ポリカーボネート系樹脂Aが、特定の平均分子量を有する末端水酸基量が多い分岐状ポリカーボネート系樹脂Bと、特定の平均分子量を有する末端水酸基量が少ない直鎖状ポリカーボネート系樹脂Cと、分岐化剤Dとからなり、分岐状ポリカーボネート系樹脂Bと直鎖状ポリカーボネート系樹脂Cとの質量比(B:C)が、30:70〜95:5であることを特徴とするポリカーボネート系樹脂発泡ブロー成形体の製造方法。
(もっと読む)
射出成形方法
【課題】複数の発泡成形部材を異なる発泡倍率で同時に成形することのできる射出成形方法を提供する。
【解決手段】各キャビティ46,48を形成する金型56と、各キャビティ46,48に樹脂を誘導するホットランナー58と、ホットランナー58の各ゲート58b,58cをそれぞれ開閉する各ゲートバルブ60,61と、第1キャビティ46における樹脂の射出圧力を検出する樹脂圧センサ67と、両ゲートバルブ60,61の開閉を制御する制御装置70とを備える射出成形装置50を用いる。樹脂の射出充填時において、制御装置70は、樹脂圧センサ67が検出する第1キャビティ46の樹脂の射出圧力が規定圧力に達したときに、第1ゲートバルブ60を閉じて第1キャビティ46の樹脂に対する保圧の印加を制限する。
(もっと読む)
ポリスチレン樹脂多層押出発泡板及びその製造方法
【課題】ポリスチレン樹脂に対するガス透過速度が速い物理発泡剤を使用した場合にも、熱伝導率が小さく、長期に亘り高い断熱性能を有するポリスチレン樹脂多層押出発泡板、及びその製造方法を提供する。
【解決手段】ポリスチレン樹脂発泡層の少なくとも片面に、樹脂層が積層されてなるポリスチレン樹脂多層押出発泡板であって、前記樹脂層を構成する樹脂が、ポリエステル樹脂及びポリアミド樹脂から選択される少なくとも1種の樹脂(A)1(5〜60重量%とポリスチレン樹脂)(B)2(95〜40重量%)(但し、前記樹脂(A)と前記ポリスチレン樹脂(B)との合計は100重量%である)とからなり、前記樹脂(A)が特定の条件を満足し、前記樹脂層は、前記樹脂(A)が分散相、前記ポリスチレン樹脂(B)が連続相を形成していることを特徴とする。
(もっと読む)
車両用内装材の製造方法
【課題】カバー部材の位置決め精度が高められた車両用内装材を製造すること。
【解決手段】減圧吸引機構26bを備える下型26と上型とから成る一対の型を有し、一対の型を型閉じすることで形成される成形空間内に成形品が成形される成形装置と、減圧吸引機構22bを備え、下型26の露出面26aの形状に沿った固定面22aを有する固定冶具22と、を用いて車両用内装材を製造する方法であって、固定冶具22の固定面22aに表皮材12を吸引固定させる工程と、固定冶具22に固定された表皮材12と下型26の露出面26aとを当接させる工程と、下型26の露出面26aに表皮材12を吸引固定させる工程と、下型26と上型とを型閉じする工程と、成形空間内に発泡材(発泡樹脂)を注入する工程と、発泡材を発泡、硬化させてクッション材14を形成した成形品を形成する工程と、成形品を脱型する工程と、成形品から不要部分を取り除く工程とを備える。
(もっと読む)
断熱性能に優れた押出発泡成形体
【課題】 発泡剤としてフロン類を使用することなく、顕著な断熱性能の改善効果を有する断熱材用押出発泡成形体を提供することを課題とする。
【解決手段】 ギヤポンプによって昇圧されてなる発泡剤を含有する少なくとも1つの溶融樹脂と、発泡剤を含有しない少なくとも1つの溶融樹脂とを高圧下で厚み方向である上下方向に合流させて得られる積層溶融樹脂を流れ方向に押し出しながら大気圧下に開放し、金型で一定断面の形状に整えて連続的に成形することによって得られる多層押出発泡成形体であって、該多層押出発泡成形体が、厚み方向に発泡層が非発泡層を介して積層されてなる構造を有すると共に、該発泡層が、平均気泡径0.07〜0.25mmの気泡より構成されることを特徴とする多層押出発泡成形体を使用する。
(もっと読む)
101 - 110 / 1,817
[ Back to top ]