
国際特許分類[B29K21/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 不特定のゴムを成形材料として使用 (1,121)
国際特許分類[B29K21/00]に分類される特許
101 - 110 / 1,121
エラストマー成形方法およびエラストマー成形品
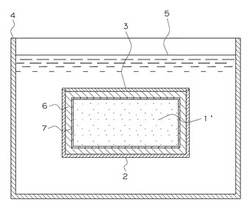
【課題】外側のみが一体化され、内側は粉体状または粒体状のままであるエラストマー成形品およびそのエラストマー成形方法を提供する。
【解決手段】粉体状または粒体状のエラストマー1を成形型2,3内に収容した上、この成形型2,3を加熱し、エラストマーのうちの、成形型2,3の内面に近い側の部分は一体化する一方、遠い側の部分1’は粉体状または粒体状のままとなっている状態とし、しかる後に、成形型2,3からエラストマー成形品8を取り出す。得られるエラストマー成形品8は、外側の部分6は一体化する一方、内側の部分1’は粉体状または粒体状のままで、前記一体化した外側の部分6内に閉じ込められた状態となっている。このエラストマー成形品8は、従来の、全体が一体化しているエラストマー成形品では得られない性能を得ることができる。
(もっと読む)
加硫機、及び空気ばねの製造方法

【課題】設置コストが安く、しかも、筒状未加硫ゴム成型体を容易に加硫成形して生産性を高めることのできる加硫機の提供。
【解決手段】下型4と昇降自在な上型5とからなる加硫金型6と、ブラダー7とを備える。ブラダー7を給気状態で中央部が径方向外向きかつ上向きに膨らんだ浮き輪状をなすよう設定する。加硫金型6とブラダー7との間に筒状未加硫ゴム成型体2を配置する。ブラダー装着部材8を介して、ブラダー7の両端部を下型4に固定する。ブラダー7の上端を昇降させる中心機構は省略する。中心機構によるブラダー7の上端の昇降を省略して、簡単な動作で筒状未加硫ゴム成型体2を加硫成形する。
(もっと読む)
成形用金型
【課題】内筒体と外筒体と該両筒体の間に配設される中間筒体と各筒体の間に介設されるゴム材料とを一体成形するための成形用金型において、型閉じ状態にて、中間筒体により区画される内筒体側の内側キャビティと外筒体側の外側キャビティとのそれぞれにゴム材料を充填する際に、中間筒体の内周面及び外周面に作用するゴム材料の圧力差に起因して中間筒体が変形するのを防止する。
【解決手段】ゴム注入流路34を、導入流路部35と、該導入流路部35からそれぞれ分岐して内側キャビティ16及び外側キャビティ17へとゴム材料を導く内側注入流路部36及び外側注入流路部37とで構成して、各注入流路部36,37からの各キャビティ16,17へのゴム材料の充填速度の比率が上記変形を生じない比率範囲内に収まるように、該各注入流路部36,37の流路断面積をそれぞれ設定する。
(もっと読む)
タイヤ加硫用ブラダの交換時期判定方法及び交換時期判定装置
【課題】タイヤの成型不良を引き起こすブラダの状態を適切に把握してブラダの交換時期を確実に判定し、ブラダ交換後に行われる成型不良の有無の検査工程及び生産資源の無駄を生じさせることのないタイヤ加硫用ブラダの交換時期判定方法及び交換時期判定装置を提供することを目的とする。
【解決手段】タイヤ内周面の撮像画像から、タイヤの成型時に加硫用ブラダによってタイヤ内周面に型付けされた凸部を除く領域の凹凸状態の散布度を算出し、散布度と予め規定した閾値とを比較し、散布度が閾値よりも大きいときに加硫用ブラダの交換時期であると判定するようにした。
(もっと読む)
未加硫タイヤの製造装置および未加硫タイヤの製造方法
【課題】高精度な未加硫タイヤを形成すること。
【解決手段】押出機2と、回転可能に支持されたドラム3と、押出機2から押し出されたゴム部材をドラム3に搬送する複数のコンベア4、5と、該複数のコンベア4、5上でゴム部材からその先端側部分を切り離してタイヤ構成部材を形成する切断手段6と、を備え、複数のコンベア4、5のうち、搬送方向の最も下流側に位置する送出コンベア5が、タイヤ構成部材をドラム3に送り出しながら、ドラム3が回転することで、タイヤ構成部材をドラム3の外周面3b側に巻き付けて未加硫タイヤを形成する未加硫タイヤの製造装置1であって、複数のコンベア4、5上でゴム部材の断面形状を測定する形状測定手段8と、形状測定手段8により測定された断面形状データに基づいて、送出コンベア5の送出コンベア速度とドラム3の回転速度との速度比を制御する制御部12と、を備えている未加硫タイヤの製造装置1を提供する。
(もっと読む)
空気入りタイヤの製造方法および空気入りタイヤ
【課題】厚みが薄く、耐空気透過性に優れたポリマー積層体をインナーライナーに用いた空気入りタイヤの製造方法であって、インナーライナーとブラダーとの粘着を防止して、インナーライナーとカーカスとの間にエアーイン現象を生じさせない空気入りタイヤの製造方法、および空気入りタイヤの提供。
【解決手段】スチレン−イソブチレン−スチレントリブロック共重合体からなる厚さ0.05mm〜0.6mmの第1層ならびに、スチレン−イソプレン−スチレントリブロック共重合体からなる第2a層およびスチレン−イソブチレンジブロック共重合体からなる第2b層の少なくともいずれかからなる第2層を含み、第2層の厚さが0.01mm〜0.3mmであるポリマー積層体をインナーライナー9に用いた生タイヤを準備する。生タイヤを金型に装着し、ブラダーにより加圧しつつ加硫して加硫タイヤを得る。加硫タイヤを50〜120℃で10〜300秒間冷却する。
(もっと読む)
タイヤ製造方法及び多層ゴム押出装置
【課題】カラーゴム材と、それを被覆する被覆ゴム材を多層ゴム押出装置から押出して、タイヤを構成する複合ゴム材を形成するときに、複合ゴム材の太さの変動を低減する。
【解決手段】多層ゴム押出装置1は、カラーゴム材を押出すカラーゴム材押出機2と、被覆ゴム材を押出す被覆ゴム材押出機3と、ギヤポンプ4と、クロスヘッド5とを有する。カラーゴム材押出機2から押出されたカラーゴム材をギヤポンプ4を通してクロスヘッド5に送り込み、被覆ゴム材押出機3から押出された被覆ゴム材をクロスヘッドに送り込む。クロスヘッド5は被覆ゴム材で被覆されたカラーゴム材からなる複合ゴム材6を押出す。ギヤポンプ4の有する定容性により、複合ゴム材6の太さの変動が小さくなる。
(もっと読む)
タイヤ加硫用金型
【課題】エア排気のための隙間の補修作業を、隙間量のバラツキを生ずることなく、少ない工程で高効率かつ容易に行うことが可能なタイヤ加硫用金型を提供する。
【解決手段】タイヤ周方向に複数個のピース1が配列されてなる分割金型を複数個備えるピース式のタイヤ加硫用金型である。ピース1のタイヤ周方向端面に、シム2が貼り付けられている。ピース1のタイヤ周方向端面のうちタイヤ幅方向の少なくとも一部において、シム2が貼り付けられていない部分が存在し、シム2の貼り付けられていない部分により、ピース1と隣接するピース1との間でエア排気経路4が形成されていることが好ましい。
(もっと読む)
空気入りタイヤの製造方法及び成形装置
【課題】中子及びビードリングの形状を改善することにより、ユニフォミティに優れた空気入りタイヤの製造方法を提供する。
【解決手段】少なくともビード部4のタイヤ内腔面4iを成形するビード内腔成形面9cを有する中子Nと、この中子Nにタイヤ軸方向外側から装着されかつビード部4の底面4sを成形するビード底成形面10aを有するビードリングM3とを含む成形装置を用いて加硫工程が行われる。中子Nは、ビード内腔成形面9cのタイヤ半径方向の内縁9ceからタイヤ軸方向内側に曲がってのびることによりタイヤ半径方向内側を向く内向き面14を有した凹部17を具える。ビードリングM3は、ビード底成形面10aのタイヤ軸方向の内側に連なりかつ凹部17に挿入される突起18を具える。
(もっと読む)
スタッダブルタイヤとその製造方法、タイヤモールド、及び、モールドピン
【課題】スタッダブルタイヤに設けられるスタッド埋め込み用の穴の保持性能を確保しつつ穴割れを抑制することのできるスタッダブルタイヤの製造方法とスタッダブルタイヤの加硫処理に用いられるタイヤモールドを提供する。
【解決手段】タイヤトレッドにスタッド穴が形成されたスタッダブルタイヤを製造する際に、タイヤモールドとして、セクターモールドの内周面側に位置する円筒部14aと円筒部14aの径方向内側に位置する膨らみ部14bとを備え、セクターモールドの径方向から見たときの膨らみ部14bの形状が、長径aが円筒部の半径rよりも大きくかつ長軸の方向が当該セクターモールドの幅方向と平行な楕円であるモールドピンが配置された複数のセクターモールドを備えたタイヤモールドを用いた。
(もっと読む)
101 - 110 / 1,121
[ Back to top ]