
国際特許分類[B29K63/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | エポキシ樹脂を成形材料として使用 (141)
国際特許分類[B29K63/00]に分類される特許
81 - 90 / 141
金属張積層板およびその製造方法
【課題】実質的に溶剤を用いることがないため溶剤除去の工程が不要で、かつ、無機充填材を含む低線膨張率の金属張積層板およびその製造方法を提供すること。
【解決手段】エポキシ樹脂と無機粒子とを含むとともに、繊維基材を含まない芯材層と、ガラス繊維織布にエポキシ樹脂組成物を含浸させたプリプレグと、金属箔と、をこの順に積層し加熱加圧成形により一体化したこと、また、金属張積層板の室温からTg以下の領域における平面方向の線膨張係数は、14ppm/℃以上、18ppm/℃以下であることを特徴とする金属張積層板である。
(もっと読む)
金属製、プラスチック製、またはセラミック製の、開放孔を有するコンポーネントの製造方法
【課題】確定された細孔寸法を有し、必要に応じては確定された外殻厚さを有し、かつ低密度の、金属製、プラスチック製、又はセラミック製の、開放孔を有するコンポーネントを製造しうる方法を提供する。
【解決手段】微細なキャリア材料、好ましくはケイ砂又は石英粉末を、成形法に従い、できるだけ均一なボールに成形し、所望の外型内に配置した状態で、硬化法により、各接点を接着し、各接点に粘結剤の架橋を形成し、粘結剤の架橋または融着により互いに接続されたボールをその型から外して、所望の外型または永久型内に配置し、ボール間のキャビティに、液体金属または金属合金または液体プラスチックまたはセラミック化合物を、鋳造プロセスで公知の方法、好ましくは低圧法で充填し、前記金属または前記化合物の固化後、ボール材料を、固化金属または固化化合物から、振動および/または水洗によって除去および/または洗い出す。
(もっと読む)
樹脂製タンクの製造方法
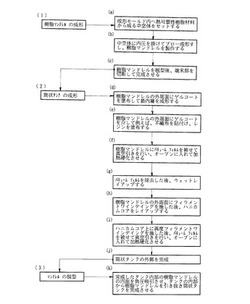
【課題】樹脂製マンドレルを使用して筒状のタンクを製造することで、離型処理や修理,補修が不要であり、安価でライナーレスのタンクを効率良く製造することが出来る樹脂製タンクの製造方法を提供する。
【解決手段】この発明の製造工程は、大きく分けて樹脂マンドレルの成形工程(1)と、筒状タンクの成形工程(2)と、マンドレルの脱型工程(3)とから構成され、成形モールド内へ熱可塑性樹脂材料から成る筒状体を配設してブロー成形により熱可塑性樹脂から成るマンドレルを成形し、マンドレルを脱型後、マンドレルの外周面に樹脂材料及び不織布による内層を形成した後、その外周面に少なくとも一層以上の繊維強化プラスチックを巻付けて加熱,加圧することにより繊維強化プラスチック層を形成し、この繊維強化プラスチック層の外周面に補強層及び最外層を形成した後、加熱,加圧してタンク本体を完成し、このタンク本体の内部から前記マンドレルを負圧吸引して脱型する。
(もっと読む)
プロペラシャフト
【課題】
本発明は、耐熱性に優れ、150℃を超える温度下で使用しても力学的物性の低下が極めて少ないプロペラシャフトを提供せんとするものである。
【解決手段】
本発明のプロペラシャフトは、本体筒と、この本体筒の両端部に装着された継手とを有するプロペラシャフトにおいて、前記本体筒が、熱硬化性樹脂を補強繊維で強化してなる繊維強化プラスチックからなり、かつ、該繊維強化プラスチックの25℃環境下での静的ねじり強度をT1、150℃環境下での静的ねじり強度をT2としたとき、T2/T1≧0.83であることを特徴とするものである。
(もっと読む)
リソグラフ技法における使用のためのエポキシ処方物
パターン化特徴部を調製する方法は、I)マスターに対して硬化性シリコーン組成物を鋳造する工程と、II)硬化性シリコーン組成物を硬化してシリコーンモールドを形成する工程と、III)マスターとシリコーンモールドとを分離する工程と、IV)パターン化表面を有するシリコーンモールドを硬化性エポキシ処方物で充填する工程と、V)硬化性エポキシ処方物を硬化してパターン化特徴部を形成する工程と、VI)シリコーンモールドとパターン化特徴部とを分離する工程と、任意にVIII)パターン化特徴部をエッチングする工程と、任意にIX)シリコーンモールドを洗浄する工程と、X)任意にシリコーンモールドを再利用して工程IV)〜IX)を繰返す工程とを含む。 (もっと読む)
発泡体コアを有するFRP製成形品の成形法

【課題】FRP製成形品あるいはその部品として使用される、発泡体コアを有するFRP製成形品を、生産効率良く成形する方法を提供すること。
【解決手段】発泡体コアを有するFRP製成形品を成形するに際し、(1)目的とする成形品の成形型と相似な縮小型を用いて、発泡体コアを加圧・圧縮法によって作成する工程、(2)前記成形品の成形型の内表面に沿ってプリプレグを敷設した後、このプリプレグ上に発泡性シートを重ねて配置し、次いで、(1)で得られた発泡体コアを、前記成形品の成形型内部に、前記プリプレグ及び発泡性シートを介して配置する工程、(3)前記成形品の成形型内部を減圧して後又は減圧しながら、成形型を加熱し、前記発泡性シートを発泡させると共にプリプレグを硬化させる工程からなる成形法。
(もっと読む)
樹脂注型金型
【課題】 注型品の絶縁欠陥を抑制し得る樹脂注型金型を提供する。
【解決手段】 所定形状の注型品を得るキャビティー4が彫られた金型1、2と、前記金型1、2の下方に設けられ、前記キャビティー4内にエポキシ樹脂3を注入する注入口5と、前記金型1、2の上方に設けられ、前記キャビティー4内の空気を排気する排気口6と、前記キャビティー4内に前記エポキシ樹脂3が充填されると、前記排気口6を閉塞する弾性部材からなる可動弁7とを備えたことを特徴とする。
(もっと読む)
繊維複合部材の製造方法、プリプレグの製造方法及び製造システム
【課題】高品質のプリプレグ及び最終製品たる繊維複合部材を安定的に得ることを可能とする。
【解決手段】複数本の繊維14aからなるシート状の繊維基材14に粉体樹脂20を付着させた後、粉体樹脂20の付着した繊維基材14を加熱し、強化繊維14aと半硬化状態の樹脂20とからなるプリプレグ28を製造する方法であって、導電シート10を繊維基材14の一方の面側に配置し、帯電した粉体樹脂20を、繊維基材14の他方の面側から繊維基材14に向けて吹き付けることで、静電気力を利用して繊維基材14の繊維14a間に粉体樹脂20を充填させながら繊維基材14に粉体樹脂20を付着させる。
(もっと読む)
複合材料構造体の常圧プラズマ・ビームによる表面処理法
本発明は、複合材料製構造体の所定の場所を表面処理する方法に関し、それを他の構造体と接合するために、放出ノズルを装備するプラズマ発生器により発生した少なくとも1個の常圧プラズマ・ビームを照射する。本発明によれば、a)ノズルから放出された同プラズマ・ビームは0.2〜10cmの距離から複合材料構造体に照射され、そしてb)同プラズマ・ビームは75〜105°の入射角で複合材料構造体に照射される。本発明は、炭素繊維あるいはガラス繊維とエポキシ樹脂あるいはビスマレイミド樹脂を含有する構造体に対して特に適している。本発明に関連する他の操作変数は同プラズマ・ビームの電力と処理速度を包含する。  (もっと読む)
(もっと読む)
繊維強化プラスチック成形体及びその製造方法
【課題】
熱線に対する遮蔽効果の高く、製造が容易な繊維強化プラスチック成形体及びその製造方法を提供すること。
【解決手段】
繊維強化プラスチック成形体1を、ゲルコート層2、バックアップコート層3、強化繊維層4、及び含浸用樹脂層5から構成し、特に、これら各層の少なくともいずれかに熱線反射性粒子を分散配置することを特徴とする。
好ましくは、熱線反射性粒子は、セラミックス、中空セラミックス、酸化チタン、バナジウム、ケイ化物の少なくとも一つを含むことを特徴とする。
(もっと読む)
81 - 90 / 141
[ Back to top ]