
国際特許分類[B29K63/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | エポキシ樹脂を成形材料として使用 (141)
国際特許分類[B29K63/00]に分類される特許
101 - 110 / 141
繊維強化プラスチックの製造方法

【課題】
本発明は、軽量で高強度、高剛性のFRPを高生産性の下で製造することができるFRPの製造方法を提供せんとするものである。
【解決手段】
本発明のFRPの製造方法は、室温で液状である熱硬化性樹脂を未硬化状態で所定の形状に冷却・固化して熱硬化性樹脂プリフォームを形成した後、この固化熱硬化性樹脂プリフォームを、強化繊維基材に積層させる形で配置して成形型内に装填した後、該成形型を昇温・加圧して、該熱硬化性樹脂プリフォームを溶融して、該熱硬化性樹脂液を該強化繊維基材に含浸させ、次いで該熱硬化性樹脂を硬化させることを特徴とするものである。
(もっと読む)
湾曲した複合構造要素の製造方法
湾曲した複合構造要素の製造方法は、取外し可能な基板上の平らな曲面にウェブプライ(310)を製作し、そのプライを製造工具(200)の湾曲したウェブ表面に置くステップを含むことができる。さらに、複合テープを用いて、キャッププライ(402)を1つまたは両方のフランジ表面に置くことができる。次に構造要素レイアップを検査することができ、いかなる余分な複合材料もトリミングで取除くことができる。 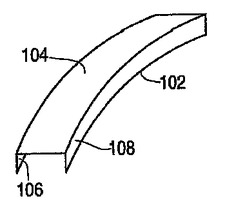 (もっと読む)
(もっと読む)
音響減衰のための構造用複合材料
音響および/又は機械的減衰のための複合材料とその製造方法に関する。構造マトリクス材料(14)中に埋め込まれた複数の繊維材料の層(12)と、該層(12)間に配置されてこれと結合された高ヒステリシス損材料の層(24)を備える。高ヒステリシス損材料の層(24)は穿孔(34)を備え、該穿孔を介して両側の繊維材料の層(12)が連続している。このため、本発明の複合材料は機械的強度に優れ、剥離や破損を生ずることがない。  (もっと読む)
(もっと読む)
電気絶縁用注型品およびその製造方法

【課題】クロメート皮膜化された表面を有する金属部品をエポキシ樹脂によりモールド成形することにより、エポキシ樹脂との強固な密着力を得る。
【解決手段】アルミニウムで構成される金属部品1をエポキシ樹脂2中に埋め込んでモールド成形する電気機器用注型品において、エポキシ樹脂2と接する金属部品1の表面にクロメート皮膜3が配置され、表面にクロメート皮膜3が配置された金属部品1とエポキシ樹脂2の間にプライマー4が配置されるようにした。
(もっと読む)
エンボス化粧シートおよびその製造方法
【課題】 立体感があって装飾的に優れたエンボス化粧シート、およびこのようなエンボス化粧シートを簡単に、かつ、安価に製造することができるエンボス化粧シートの製造方法を提供する。
【解決手段】 一面にエンボス模様が形成され、他面が平滑面とされた透明樹脂板2と、透明樹脂板2の平滑面20に一面側が一体に積層されるとともに、他面側にエンボス模様が形成され、透明樹脂板2の屈折率と近似した屈折率の熱硬化性樹脂層3と、からなる基材シート4のいずれか一方のエンボス模様を加飾して隠蔽層5が設けられてなる。
(もっと読む)
半導体封止用エポキシ樹脂組成物の製造方法、半導体封止用エポキシ樹脂組成物及びそれを用いた電子部品装置
【課題】 混練物や粉砕品が水分と接触する機会を皆無とし、シート化冷却工程においてトラブルが極めて少ない半導体封止用エポキシ樹脂組成物の製造方法、半導体封止用エポキシ樹脂組成物及びそれを用いた電子部品装置を提供する。
【解決手段】 エポキシ樹脂、硬化剤、無機充填剤を含む半導体封止用エポキシ樹脂組成物の製造方法において、エポキシ樹脂、硬化剤、無機充填剤を含む原材料を混合後、混練装置にて混練して混練物を得る工程、前記混練物を圧延ロールでシート状に圧延して、圧延物を得る工程、前記圧延物を冷却コンベアにて搬送しながら、低温の気体中で冷却する工程、前記圧延物を粉砕機にて粉砕して粉砕品を得る工程、前記粉砕品を圧縮成形する工程、を有する半導体封止用エポキシ樹脂組成物の製造方法。
(もっと読む)
近接センサの製造方法および製造装置ならびに近接センサ
【課題】 剥離やひけの発生が防止され、かつ封止樹脂の充填が容易に行なえる近接センサの製造方法を提供する。
【解決手段】 検知コイル121を含む構成部品が内部に組み込まれた金属ケース111および樹脂ケース113からなるケース体の後端部に開口部を設け、この開口部を介してケース体内部に液状樹脂181を注入し、注入した液状樹脂181を加熱して硬化させることにより、ケース体内部を封止樹脂層180によって封止する。その際、ケース体内部に注入した液状樹脂181を、開口部が設けられたケース体の後端部とは反対側に位置するケース体の前端部から順に部分的に加熱して順次硬化させるとともに、この部分加熱時において、硬化に伴って生じる封止樹脂の体積収縮分に相当する量の液状樹脂181を開口部からケース体内部に常時供給する。
(もっと読む)
可視光硬化性繊維強化樹脂複合材の成形方法
【課題】可視光硬化プリプレグの粘着性を制御して生産性のよい可視光硬化繊維強化樹脂複合材の成形方法を提供する。
【解決手段】暗室でカチオン重合性化合物を含み所定温度以下で粘着性のないように調整された可視光硬化性樹脂が含浸された可視光硬化プリプレグを遮光性ボックス(暗箱)からなるカートリッジに充填し(P1)、カートリッジを自動積層装置に装填する(P2)。その後、自動積層装置が、カートリッジからプリプレグをフィードして取り出し(S1)、加熱されたコンパクションローラとの接触により加熱してタック性(粘着性)を付与し(S2)、コンパクションローラによりプリプレグを成形治具上に押圧して積層し(S3)、可視光ランプにより積層されたプリプレグに可視光を照射し硬化させる(S4)。S1〜S4を繰り返して多層に積層する。
(もっと読む)
繊維強化樹脂製筒体
【課題】 アラミド繊維等の有機繊維であっても、該有機繊維に含浸された樹脂を短い硬化時間で硬化させることができ、しかも、可使時間を短くすることなく良好にFW成形を行うことができ、更に、良好な振動減衰性を得られる極めて実用性に秀れた繊維強化樹脂製筒体等を提供することである。
【解決手段】 フィラメントワインディング法により樹脂が含浸された連続繊維を巻回積層して成る繊維強化樹脂製筒体であって、前記連続繊維として有機繊維が採用され、該有機繊維に含浸される前記樹脂には、少なくともエポキシ樹脂及びその硬化剤並びにビニルエステル樹脂及びその硬化剤が含まれており、エポキシ樹脂の硬化剤としてアミン系硬化剤が採用されているものである。
(もっと読む)
側部ポート付きのフィラメント巻き圧力容器
その側壁に大きな直径のポートを備えた円筒状圧力容器(11)を作製する方法は、所望の直径のマンドレル(23)とその上に巻着するフィラメントとを提供するステップを含む。1つの全体的な最内層を巻着させた後、張力下で樹脂含浸平行ストランド(39)のバンド(60)を使用して、環状の補強ベルト(16)が規定された領域の上に螺旋状に巻着される。次いで、環状のベルト(16)自体の上に、張力下でフィラメント状材料の樹脂含浸平行ストランドが螺旋状に巻き上げられて、2つの完全な外層を提供する。硬化させ、マンドレル(23)から取り外した後、少なくとも1つの孔部(71)が補強ベルト(16)内で側壁に切削され、側部ポートフィッティング(75)が孔部(71)内に据え付けられる。  (もっと読む)
(もっと読む)
101 - 110 / 141
[ Back to top ]