
国際特許分類[B29K83/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 主鎖中に硫黄,窒素,酸素または炭素のみを有しまたは有さないでけい素を有する重合体を成形材料として使用 (180)
国際特許分類[B29K83/00]に分類される特許
71 - 80 / 180
型、型の製造方法、および、型の製造装置
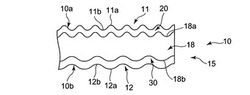
【課題】優れた利便性を有する型を提供する。
【解決手段】型10は、被加工体50に凹凸模様11,12を形成するための型である。型は、第1表面18aと、前記第1表面とは反対側の第2表面18bと、を含むシート状の基材18と、前記基材の前記第1表面上に積層された第1の被覆層20と、前記基材の前記第2表面上に積層された第2の被覆層30と、を備える。前記被加工体に転写されるべき第1の凹凸模様11が、前記第1の被覆層の側の表面10aから形成されている。前記被加工体に転写されるべき第2の凹凸模様12が、前記第2の被覆層の側の表面10bから形成されている。
(もっと読む)
光学コンポーネント、該コンポーネント製造方法および該コンポーネントが設けられた光電子素子
本発明は、規定された形態を有する光学コンポーネントに関する。この光学コンポーネントには、付着を低減する化学修飾された表面層を有する樹脂成形材料が含まれている。  (もっと読む)
(もっと読む)
インサートモールド技術に基づく異材種複合成型方法及び同方法により成型された異材種複合成型体

【課題】 インサートモールド技術に基づく異材種複合成型方法及び同方法により成型された異材種複合成型体。
【解決手段】 シラン原子等の改質剤化合部を含む火炎を、各種プレ成型加工された被着体となる被モールド面に吹き付け処理し、当該界面活性化処理を施された各種プレ成型加工された被着体をインサートモールド装置に界面活性化処理面がモールド面となるようにセッティングした上で、熱硬化性樹脂或いはゴム及び熱硬化性エラストマー樹脂を射出成型することを特徴とするインサートモールド技術に基づく異材種複合成型方法、及び前記方法に基づき成型された異材種複合成型体。
(もっと読む)
シリコーン成形型及びその使用
酸化したパターン化表面及びペルフルオロエーテル5シラン離型剤の層を含むシリコーン成形型を記載する。この成形型により、第2世代シリコーン成形型を複製する、すなわち、シリコーン成形型からシリコーン成形型を複製することが可能になる。 (もっと読む)
キャリアプレートの製造方法およびキャリアプレート
【課題】キャリアプレートの成型の際に発生するプレート体の変形を回避することができるキャリアプレート製造方法およびキャリアプレートを提供すること。
【解決手段】第1の整列方向において互いに隣接するプレート体2の2つの貫通孔5およびこれらに第2の整列方向における同一方向においてそれぞれ隣接するプレート体2の他の2つの貫通孔5からなる4つの貫通孔5の中心によって囲まれる平面方形の範囲30内におけるピン21の外周面と弾性材32との接触面積Aと、前記範囲30内におけるプレート体2の体積Bとの比率A/Bが1.80以下となるように設計されたプレート体2およびピン21を用いること。
(もっと読む)
シリコーンゴム発泡体及びその製造方法
【課題】液状付加硬化型シリコーンゴム組成物の射出成形による、均一なセルを有し、再現性のよいシリコーンゴム発泡体の製造方法、及びこの方法により得られるシリコーンゴム発泡体を提供する。
【解決手段】超臨界流体と液状の付加硬化型シリコーンゴム組成物とを混合した混合物を、金型のゲートの断面積Sに対するキャビティ内の最大流動長Lの比 L/S(mm/mm2)の値が7.0以下である金型のキャビティ内に射出して、発泡・硬化させることを特徴とするシリコーンゴム発泡体の製造方法、及びこの方法により得られるシリコーンゴム発泡体。
(もっと読む)
LED装置におけるレンズの製造方法およびその装置
【課題】従来の封止工程により製造されたLED製品は封止樹脂材料の熱溶接特性を用いてLEDとレンズとを接合していることから、封止樹脂材料とレンズとの屈折係数における差異によりLEDの集光効率の低下を招いている。また、製造工程においてレンズを覆うための樹脂注入の工程が余分に多くなってしまい、コストが増加するばかりか、LED封止工程の時間が長くなってしまっていた。
【解決手段】LED装置におけるレンズの製造方法であって、フレームを準備し、剥離シートをフレーム上に配置して、レンズパターン装置とフレームとを結合し、液状樹脂材料を注入して、加熱して硬化成型する、工程を含んでいる。
(もっと読む)
光導波路の製造方法及び樹脂充填装置
【課題】充填用樹脂を空隙部内に隙間無く充填すると共に、充填用樹脂の充填時における空隙部の変形を抑制することが可能な光導波路の製造方法及び樹脂充填装置を提供する。
【解決手段】空隙部222内への樹脂充填において、空隙部222内の充填用樹脂を減圧吸引しているときの単位時間当りの圧力変化Pが、下記式(1)の関係を満たすように空隙部222内における吸引圧力を調整する。
P≦0.75×Y0.55 式(1)
(式(1)中、Pは、前記他方の孔から前記充填用樹脂を減圧吸引しているときの前記空隙部の単位時間当りの圧力変化(kPa)を表し、Yは、充填用樹脂の粘度(Pa・s)を表す。)
(もっと読む)
現像剤量規制ブレードのブレード部材の製造方法および現像剤量規制ブレードの製造方法
【課題】金型を使用しないブレード部材の製造方法およびこのブレード部材を用いた現像剤量規制ブレードの製造方法を提供する。
【解決手段】電荷制御面の面転写用シートとなる面転写用溶融樹脂と、ブレード部材用溶融樹脂とを、多層インフレーション法により、共押出し、電荷制御面の面転写用シートとブレード部材層が積層された円筒体を形成し、該円筒体を押出し方向に平行に切断し、1枚以上の多層シートとした後、該多層シートをブレード部材の形状に切断する、或いは、該多層シートに支持体を帖着して得られる多層体をブレードの形状に切断する。この多層シートの製造に際し、面転写用溶融樹脂及びブレード部材用溶融樹脂の層間に粘着性低減剤を吐出しつつ行なう。
(もっと読む)
電子機器筐体の製造方法、及び電子機器筐体の構造
【課題】成型性・組み立て性に優れた電子機器筐体の製造方法、及び電子機器筐体の構造を提供する。
【解決手段】筐体本体による一次成型部10と液状シリコン系接着剤70との2色成型による電子機器筐体の製造方法において、一次成型部10のシール形成部位のエッジを、シール形成用の型60の面取り部61の押し付けにより面取り形状11に潰して変形し、この面取り形状11に型60の面取り部61を押し付けた状態で、当該型60内に液状シリコン系接着剤70を充填する。これにより、型60内への液状シリコン系接着剤70の充填時における一次成型部10との間からの漏れを防止する。
(もっと読む)
71 - 80 / 180
[ Back to top ]