
国際特許分類[B29K83/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 主鎖中に硫黄,窒素,酸素または炭素のみを有しまたは有さないでけい素を有する重合体を成形材料として使用 (180)
国際特許分類[B29K83/00]に分類される特許
61 - 70 / 180
金属−樹脂複合成形品及びその製造方法
【課題】接着剤を用いることなく金属部と樹脂部とを接着接合させることのできる金属−樹脂複合成形品及びその製造方法を提供する。
【解決手段】金属−樹脂複合成形品における金属部は表面にシラノール基が付与されたものであり、合成樹脂はシラノール基と相互に作用し合う接着性官能基を含む接着性改質剤が配合されたものである。金属−樹脂複合成形品では、金属部と樹脂部とがシラノール基と接着性官能基との相互作用により接着されている。金属−樹脂複合成形品は、金属部の表面にシラノール基を付与する処理と、シラノール基と相互に作用し合う接着性官能基を含む接着性改質剤を合成樹脂に配合して成形材料とする処理と、金属部をインサートとして樹脂成形金型内に配置し、成形材料を溶融状態にして樹脂成形金型内で賦形して樹脂部を成形しつつ、シラノール基と接着性官能基との相互作用により樹脂部を金属部に接着させる処理とを経て得られる。
(もっと読む)
キャリアプレート用金型
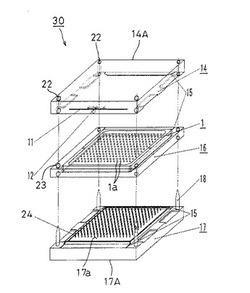
【課題】キャリアプレートの成型の際に保持孔のとば口を適切な形状に形成することができるキャリアプレート用金型を提供すること。
【解決手段】シリコーンゴムからなる弾性部材を充填させることによって、貫通通路1aよりも小径の保持孔が形成されたキャリアプレートを成型するキャリアプレート用金型30において、弾性壁における保持孔が形成された部位の平面部17a側の端面が、金属部のみに接触された状態として形成されるように構成されていること。
(もっと読む)
ローラの製造方法、現像ローラ及び画像形成装置

【課題】表面に凹凸が無く、かつバリのない高精度なローラの製造方法を提供する。
【解決手段】金型内面に離型剤を塗布面した後、芯金を配置し、該芯金に対し同心状に液状シリコーンゴムを射出成形し、硬化して成形するローラの製造方法であって、該離型剤が界面活性剤系であり、一次硬化処理後に脱型したローラを、二次硬化処理の前にローラ表面上の離型剤及びバリを除去する。
(もっと読む)
樹脂成形品の切断装置および切断方法
【課題】樹脂成形品の製品部からゲート部とオーバーフロー部とを効率的に切り離すことができる樹脂成形品の切断装置および切断方法を提供する。
【解決手段】樹脂成形品1が製品部2の外周部にゲート部3とオーバーフロー部4とを備えており、製品部2からゲート部3とオーバーフロー部4とを切り離す樹脂成形品の切断装置であって、樹脂成形品1は熱硬化性樹脂から形成されかつ複数個の製品部2を備えているとともに、各製品部2からそれぞれゲート部3とオーバーフロー部4とをレーザービームLBを照射して切断するレーザー加工機8を備えている。
(もっと読む)
有機ケイ素化合物を基礎とする架橋可能なコンパウンドの連続的製造方法
【課題】湿分を排除した場合に貯蔵可能で、室温で湿分が侵入することで架橋する有機ケイ素化合物を基礎とする架橋可能なコンパウンドを、未硬化状態で使用する場合に歪みに対する高い抵抗性で、硬化状態における引張荷重に対する低い抵抗性であるように連続的に製造する。
【解決手段】有機ケイ素化合物(A)及び固形物質(B)と、場合により他の成分を含有する混合物を、少なくとも1つの回転する混合軸を有する混合装置中で連続的に製造するための方法において、少なくとも1つの混合軸が、10度より大きい水平に対する傾斜角を有し、かつ固形物質(B)用の取入開口が、排出開口より高くに配置されていることにより解決される。
(もっと読む)
構造体の製造方法及び構造体
【課題】樹脂層が厚い場合であっても、得られる構造体の熱に対する形状安定性を効率的かつ効果的に高めることが可能な構造体の製造方法、及びそのような製造方法により製造された構造体を提供する。
【解決手段】基体上にシロキサン樹脂を含む膜形成組成物を塗布して樹脂層を形成する工程と、この樹脂層にモールドを押し付ける工程と、樹脂層からモールドを剥離する工程と、モールドを剥離した後の樹脂層に減圧下で紫外線を照射する工程と、を含む。
(もっと読む)
シリコーン・エラストマー・スタンプおよびその製造方法。
【課題】
1つ以上の凹凸パターンが形成されたシリコーン・エラストマー・スタンプについて、印刷解像度が大幅に高められるようにその構造を工夫すること。
【解決手段】
上記課題を解決するための手段は、少なくとも1つ以上の凹凸パターンが形成されたシリコーン・エラストマー・スタンプについて、その凸部に隣接する箇所に支持パターンを設けることであり、
また、支持される凸部の線幅a、スタンプの凸部の高さbとしたアスペクト比b/aが1以上の箇所に前記支持パターンを設けることであり、
また、前記支持パターンが支持される凸部の線幅aよりも大きいことである。
さらにまた、前記シリコーン・エラストマー・スタンプが、ポリジメチルシロキサンからなること。
(もっと読む)
構造体の製造方法及び構造体
【課題】モールドのプレス圧力が比較的低い場合であっても、モールドの形状が転写された構造体を得ることが可能な構造体の製造方法、及びそのような製造方法により得られた構造体を提供する。
【解決手段】本発明の構造体の製造方法は、基体上にシロキサン樹脂を含む膜形成組成物を塗布して樹脂層を形成する工程と、この樹脂層にモールドを押し付ける工程と、樹脂層からモールドを剥離する工程と、を含む。特に膜形成組成物には、質量平均分子量300〜5000の低分子量のシロキサン樹脂が含まれる。
(もっと読む)
成型用微細金型及びその製造方法
【課題】マイクロ流体チップ等を作製するための高品質な微細金型を簡便な製造方法で且つ短納期で、安価に提供する。
【解決手段】表面に所望の凹型パターンが形成されたエラストマー材料からなる母型に、電極膜を形成した後、金型になる金属皮膜を電解めっきにより成膜して製造された微細金型。
(もっと読む)
インサートモールド技術に基づく異材種複合成型方法及び同方法により成型された異材種複合成型体
【課題】 インサートモールド技術に基づく異材種複合成型方法及び同方法により成型された異材種複合成型体。
【解決手段】 シラン原子等の改質剤化合部を含む火炎を、各種プレ成型加工された被着体となる被モールド面に吹き付け処理し、当該界面活性化処理を施された各種プレ成型加工された被着体をインサートモールド装置に界面活性化処理面がモールド面となるようにセッティングした上で、熱硬化性樹脂或いはゴム及び熱硬化性エラストマー樹脂を射出成型することを特徴とするインサートモールド技術に基づく異材種複合成型方法、及び前記方法に基づき成型された異材種複合成型体。
(もっと読む)
61 - 70 / 180
[ Back to top ]