
国際特許分類[B29L31/26]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | シール装置,例.ピストンまたはパイプジョイントを包含するもの (57)
国際特許分類[B29L31/26]に分類される特許
51 - 57 / 57
シールリングとシールリングの成形方法及び成形装置

【課題】 仮にバリが形成されていてもこのバリの位置をシール位置に悪影響を与えない位置に発生させたシールリングとその成形方法及び成形装置を提供する。
【解決手段】 圧縮成形時にシールリングシールリング本体7bの外周、内周又は外周と内周の両方に円周方向に沿って筋状のバリが残留しているシールリングにおいて、シールリング本体の最小内径部Bと最大外径部Aから離れた周面位置にバリを残留させた。
(もっと読む)
バルブ止め具
分配バルブのための止め具であって、該分配バルブは、開口部を規定する表面を有し、該止め具は、該開口部をシールするために該表面と隣接している第1位置と、該開口部を開くために該表面から間隔を空けられた第2位置との間の間を移動可能であるように適合され、該止め具は、射出成形プロセスにおいて形成され、該止め具は、該バルブに接続されるように適合された基部および該バルブ表面と隣接するように適合されたシーリング表面を有するシーリング部材を備え、該シーリング表面は、該射出成形プロセスに由来するスプリットラインがない、止め具。  (もっと読む)
(もっと読む)
ジョイントブーツの製造方法

【課題】外周面と内周面とが異形状である大径側取付部を有するジョイントブーツを精度良く製造する。
【解決手段】大径側取付部2に対応する第1部分12と、小径側取付部4に対応する第2部分13と、両部分を連結する第3部分14とからなる筒状のパリソン15を成形材料で射出成形し、パリソンの冷却後、第3部分14が支持体16の上下中間部21を間隔を空けて同芯状に囲んだ状態になるようにパリソン15を支持体16に支持させて、第1部分と第2部分と第3部分のうち第3部分14だけを径方向外方側から加熱装置Bで設定温度に加熱し、その後に、第3部分を外型51で覆い、第3部分の内周面に気体を噴射し、外型に第3部分を押し付けて蛇腹部5を成形する。
(もっと読む)
ジョイントブーツの製造方法及びこの方法に用いる加熱装置
【課題】蛇腹部の肉厚を均一に成形できるジョイントブーツの製造方法及びこの方法に用いる加熱装置を提供する。
【解決手段】ジョイントブーツを製造する方法であって、成形材料で筒状のパリソン15を成形し、大径側取付け部に対応する第1パリソン部分12と、小径側取付け部に対応する第2パリソン部分13と、蛇腹部に対応する第3パリソン部分14とのうち、第3パリソン部分14だけを加熱装置Bで設定温度に加熱し、その後に、第3パリソン部分14を外型で覆い、第3パリソン部分14の内周面に気体を噴射し、外型に第3パリソン部分14を押し付けて蛇腹部を成形する。
(もっと読む)
ジョイントブーツの製造方法
【課題】外周面と内周面とが異形状である大径側取付部を有するジョイントブーツを精度良く製造する。
【解決手段】大径側取付部2の製品形状をなす第1部分12と、小径側取付部4の製品形状をなす第2部分13と、両部分12,13を連結する第3部分14とからなる筒状のパリソン15を成形材料で射出成形し、パリソンの冷却後、第1部分と第2部分と第3部分のうち第3部分14だけを径方向外方側から加熱装置Bで設定温度に加熱し、その後に、第3部分14を外型51で覆い、第3部分の内周面に気体を噴射し、外型に第3部分を押し付けて蛇腹部5をブロー成形する。
(もっと読む)
合成樹脂製ピストン
【課題】 合成樹脂製ピストンにおいて、量産時の寸法安定性に優れ、ウエルドラインにおいて確実に応力に耐えることができ、破損を起こす恐れのないこと。
【解決手段】 合成樹脂製ピストン1では、凸部2に沿って6箇所にほぼ等間隔に油路3を設け、うち2箇所の油路3の中間位置にゲート5を設けることによって、反対側の2箇所の油路3の中間に1本のウエルドライン6を形成している。合成樹脂製ピストン1においては、凸部2の一部を凹ませることによって油路3を設けているので、油路3部分の断面積3Aは凸部2部分の断面積2Aよりも小さくなる。したがって、断面積の小さいこの油路3部分を避けて、断面積が大きい凸部2部分にウエルドライン6が生ずるようにすることによって、強度が低下するウエルドライン6が油路3部分に生ずるのを確実に防止して、信頼性の高い合成樹脂製ピストン1とすることができる。
(もっと読む)
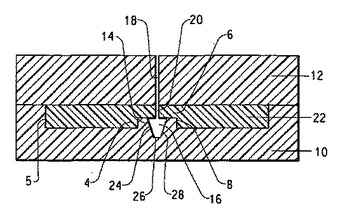
UV硬化性シーリング・アセンブリの製造方法
好ましくは射出成形工程である成形工程を組み入れているインプレース硬化技術を用いるシールおよびガスケットの製造方法が提供される。本方法は、支持体部材(22、30、48、68)から金型プレート(12、10、34、36、60、62、76、78)を分離し、それに対してUV硬化性シーリング組成物を付着したままにする工程と、前記アセンブリをUV放射線に露光して前記UV硬化性エラストマー・シーリング組成物を硬化させる工程とをさらに含む。本方法は、UV放射線によって硬化することができる、かつ、支持体部材(22、30、48、68)に付着している組成物を含むシーリング・アセンブリの製造に有用である。
 (もっと読む)
(もっと読む)
51 - 57 / 57
[ Back to top ]