
国際特許分類[B29L31/26]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | シール装置,例.ピストンまたはパイプジョイントを包含するもの (57)
国際特許分類[B29L31/26]に分類される特許
41 - 50 / 57
加速器用ゴムシール材
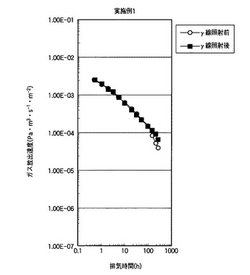
【課題】 アウトガスの発生を格段に抑えた加速器用ゴムシールを提供する。
【解決手段】 重量平均分子量が10000以下の低分子量成分の割合が1.5質量%以下であるエチレン−プロピレンゴム100重量部と、カーボンブラック50〜100重量部と、チタネート系カップリング剤0.5〜3.0重量部と、架橋剤とを含むゴム組成物を所定形状に架橋成形し、かつ、超純水で洗浄してなることを特徴とする加速器用ゴムシール材。
(もっと読む)
射出成形プロセス、キュアインプレイスガスケットを形成するための装置および材料
本発明は、液状射出成形によってキュアインプレイスガスケットを形成するためのプロセスに関する。より具体的には、本発明は液状射出成形によってキュアインプレイスガスケットを形成するための低圧かつ室温のプロセスに関する。  (もっと読む)
(もっと読む)
接合されたPTFEラジアルシャフトシール
ラジアルシャフトシール(5)は、金属のケーシング(10)および金属のケーシングの内部に取付けられたゴムのシーリング部分(15)を有する。ゴムのシーリング部分(15)は形成動作中に金属のケーシング(40)に接合される。ポリテトラフルオロエチレンシール(20)は、切頭錐台形に伸ばされ、伸ばされた状態のときにゴムのシーリング部分(15)に接合される。 (もっと読む)
樹脂成形品へのインサート部材及びインサート部材付き樹脂成形品

【課題】インサート部材と成形品本体との接合部において、機械的結合力を高めとともに、接合界面での微小な液体漏れや気体漏れを確実に防止する。
【解決手段】インサート部材としてのブリーザ3は、外周端部6に、周方向に環状に延びるとともに外周側に突出し成形品本体としてのアッパシェル4と機械的に係合可能な第1及び第2厚肉補強リブ10及び12と、この厚肉補強リブよりも肉厚が薄くされ、厚肉補強リブと外周端部6の肉厚方向に並列しつつ周方向に環状に延びるとともに外周側に突出しインサート成形時に自己の少なくとも一部が溶融することによりアッパシェル4と融着可能な薄肉シールリブ10とを有している。
(もっと読む)
環状ゴムガスケットの製造方法
【課題】脱型時の成型品の取外しが簡易で、製造効率の向上を図ることができる新規な環状ゴムガスケットの製造方法を提供する。
【解決手段】内周部に沿って凹溝2aを備えた環状ゴムガスケット2の製造方法であって、複数の分割型5、6、7の合体部分で形成されるキャビティ4aの断面形状が、上記所望の環状ゴムガスケット2の断面形状とは径方向において略逆形状とされた成型型4を準備し、該成型型4の上記キャビティ4a内にゴム材を装填して成型した後、上記分割型5、6、7を脱型し、得られた環状ゴム成型品20を弾性変形させ、その内周部及び外周部を互いに反転させて上記所望の環状ゴムガスケット2を得るようにしたことを特徴とする。
(もっと読む)
発泡ガスケット
【課題】柔らかく、発ガスがないためにクリーン度の高く、耐透湿性に優れた発泡ガスケットを提供する。
【解決手段】疎水性の熱可塑性エラストマーの射出発泡成形体から構成し、その発泡倍率が1.0〜1.5とし、コア層の発泡倍率をスキン層の発泡倍率より高く設定する。前記スキン層の厚みを望ましくは50〜1500μmとし、前記可塑性エラストマーとしては吸水率70℃で1重量%以下のオレフィン系エラストマーかスチレン系エラストマーを用いることが望ましい。
(もっと読む)
成形型
【課題】成形生地が型の外側へ流れ過ぎるのを抑制する必要のある成形型において、個取り数ないし生産性が低下するのを抑えることが可能な成形型を提供する。
【解決手段】互いに対向する分割型のパーティング部3にシート状の成形品を成形する型製品部4を設け、型製品部4にその一部として、成形生地が型の外側へ流れ過ぎるのを抑制するランド絞り部9を設けてなる成形型1において、前記ランド絞り部9に、成形生地の流れを斜め方向に誘導することにより型の外側へ向けての流れを抑制する平面あやめ状の溝部10を設けることにした。
(もっと読む)
成形型
【課題】成形品に中高現象が発生するのを抑えることが可能であり、もって優れた成形性を発揮することができる成形型を提供する。
【解決手段】パッキン等の成形品を多数個取りする成形型1であって、互いに対向する分割型のパーティング部4に製品キャビティ空間5を多数、千鳥状に配置した成形型1において、少なくとも一方の分割型3におけるパーティング部4のセンター部位に、成形生地の流動性を高めて成形品に中高現象が発生するのを抑制する生地流路10を設けることにした。また、少なくとも一方の分割型3における背面部11のセンター部位に、前記分割型3の厚さを部分的に増大させて成形品に中高現象が発生するのを抑制する型厚さ増幅部12を設けることにした。
(もっと読む)
合成樹脂製シールリング
【課題】 多数個取りできる射出成形金型を使用して射出成形によって製造された合成樹脂製シールリングにおいて、1辺が2mm程度、あるいはそれ以下のシールリングであっても、拡大鏡を使わず裸目でキャビティの識別記号が確認可能であり、キャビティの特定が容易なシールリングを得る。
【解決手段】 多数個取りできる射出成形金型50を使用して射出成形によって製造された合成樹脂製シールリング1において、そのシールリング1に付けられるキャビティ51の識別記号1aは、キャビティ51毎に異なった位置に形成されている。
(もっと読む)
伝動装置のための保護ベローズを備えたケーシングを製造する方法及びこの方法によって得られるケーシング
【課題】 軸線方向及び/又は角度方向に相対的に移動可能な少なくとも2個のシャフトを含む、伝動継手の如き伝動装置のための、少なくとも一部は半径方向に延在し開放端の各々に伝動装置への固定のための固定部分(3A、3B)を有する保護ベローズ(2、2A)を備えたケーシング(1)を製造するための改良された方法を提供する。
【解決手段】 各々が型空胴を規定する少なくとも1個の補完的な螺旋形状溝を有する、中空型(5)と少なくとも1個のコア(4)とを使用してケーシング(1)を成形し、ケーシング(1)とコア(4)との螺合を解除して成形されたケーシング(1)を取り出して単一片であるケーシングを得る。本発明は、伸長可能な或いは柔軟な結合要素を配列したベローズを備えたケーシングに適用することができる。  (もっと読む)
(もっと読む)
41 - 50 / 57
[ Back to top ]