
国際特許分類[B29L31/26]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | シール装置,例.ピストンまたはパイプジョイントを包含するもの (57)
国際特許分類[B29L31/26]に分類される特許
11 - 20 / 57
管継ぎ手およびその製造方法

【課題】 吸水膨張性不織布を内周面に一体に備える管継手をインサート成形により製造する際に、射出成形型の中子に吸水膨張性不織布を捲回設置する工程を効率的に行えるようにするとともに、管継手の成形不良の発生を防止できる製造方法を提供する。
【解決手段】 円筒状とした吸水膨張性不織布71を、軸方向中央部の所定領域Aにわたって熱プレス加工し、軸方向端部の領域Bの径が軸方向中央部の領域Aの径よりも大きくなるように予備成形する第1工程、射出成形型の中子に予備成形した吸水膨張性不織布72を設置する第2工程、中子と、分割可能なキャビティ型によって、管継ぎ手本体部を形成するキャビティを形成する第3工程、キャビティに樹脂を射出する第4工程によって管継手1を製造し、予備成形した不織布の軸方向端部領域の径が中子の径よりも大きくされるとともに、軸方向中央部領域の径が中子の径よりも小さいか等しくして製造する。
(もっと読む)
シール構造体の製造方法

【課題】縁部に沿ってスルーホール11bが所定のピッチで開設されたシート状部材11を、挟持手段211,221を介して金型2の内面間に挟持し、このシート状部材11の縁部と金型2の内面との間に画成されたキャビティ23に成形用材料を充填して硬化させることによって、シート状部材の縁部にガスケットを一体に有するシール構造体を製造する方法において、成形用材料の射出圧やキャビティ23内での成形用材料の流れによってシート状部材11が撓んだり破損したりするのを防止して、品質の高いシール構造体を提供する。
【解決手段】シート状部材11を金型2内に挟持する挟持手段211,221が、各スルーホール11bを塞がないように凹んだ凹部211a,221aと、各スルーホール11b,11b間へ突出する突出部211b,221bを交互に有する。
(もっと読む)
バルブユニットの製造方法
【課題】バルブおよびハウジングを射出成形型のキャビティ内で同時に射出成形する樹脂成形工程中にベアリング圧入工程を実施することで、製造工程数を削減して製造コストを低減することのできるバルブユニットの製造方法を提供する。
【解決手段】バルブ1、回転軸2およびハウジング3をキャビティ内で同時に射出成形することで、ハウジング3の内部にバルブ1および回転軸2が回転自在に組み込まれた製品形状のバルブユニットを製造する樹脂成形工程中、特に型開き工程を開始する前の冷却工程中に、ハウジング3の第1、第2軸受け保持部4に対して第1、第2ベアリング5を圧入固定するベアリング圧入工程を実施することにより、従来は必要であった、樹脂成形工程後に実施されるベアリング組付工程が不要となる。これにより、バルブユニットの製造工程数を従来よりも削減することができるので、製造コストを低減できる。
(もっと読む)
円板状パッキン部材及びその製造方法
【課題】板厚にある程度ばらつきのある鋼板等の板材からでも容易に質良く製造することができる板状パッキン部材を提供する点にある。
【解決手段】円板状の基体2の外周にリング状弾性体である合成ゴム3を被覆してなる円板状パッキン部材1であって、前記基体2に、片面又は両面に径方向内側よりも径方向外側を肉薄とするとともに、前記基体2と略同心円状である段部22を設けてなり、前記リング状弾性体3が前記段部22よりも径方向外側の基体2を被覆してなるものとした。
(もっと読む)
押出し成形及び型成形用ゴム組成物及びその用途
【課題】押出し成形や型成形における成形特性に優れたゴム組成物を提供する。
【解決手段】エチレン・α−オレフィン・非共役ポリエン共重合体ゴム(A)、カーボンブラック(B)、及び次式(I):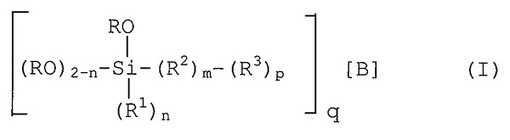
[式中、Rはアルキル等;R1はアルキル等;nは0、1又は2;R2は2価の炭化水素基;R3はアリーレン基;m及びpは、それぞれ0又は1(mとpとが同時に0となることはない);qは1又は2;Bは、qが1であるとき−SCN又は−SHであり、qが2であるとき−Sx−(式中、xは2〜8の整数である。)である]で示されるアルコキシシラン化合物(C)が配合されている押出し成形用ゴム組成物及び型成形用ゴム組成物。
(もっと読む)
合成樹脂製シールリング及び射出成形金型
【課題】均一な寸法及び適正な材料特性を有する合成樹脂製シールリング及び射出成形金型を提供する。
【解決手段】カット部2aを有し、射出成形により形成された合成樹脂製シールリング2において、材料の注入部がシールリング2の内周面全周にわたって設けられている。材料の注入部は内周面全周にわたることが望ましいが、シールリングの内周面の一部分にわたるよう構成してもよい。すなわち、材料の注入部がシールリングの内周面全周のうち、カット部端面から45°の範囲を除く範囲にわたって設けられ、かつ、注入部の両端がカット部から同一距離にあるように構成することもできる。
(もっと読む)
延伸多孔質ポリテトラフルオロエチレンフィルム積層シート及びこのシートから構成されるガスケット
【課題】延伸多孔質PTFEフィルム積層シートの耐クリープ性とフィルム間の接着性を高める。
【解決手段】延伸多孔質ポリテトラフルオロエチレンフィルムを熱圧着で積層一体化したシートは、シートの比表面積が9.0m2/g以上、密度が0.5g/cm3以上0.75g/cm3未満である。このようなシートでは平面方向のうち、少なくとも一方向でマトリクス強度が、例えば、120MPa以上であり、かつ直交方向におけるマトリクス強度の比が、例えば、0.5〜2である。またシートの厚さ方向中央でのフィルム間の180度剥離強度が、例えば、0.20N/mm以上である。面圧50MPaで1時間シートを圧縮したときの応力緩和率が、例えば、45%以下である。
(もっと読む)
ブロー成形金型
【課題】本発明は、良好な金型温調性と製品変形防止を確保した上で、ブローエア回路抵抗の大幅な低減を図ることが出来るブロー成形金型を提供することにある。
【解決手段】
小径側取付部と大径側取付部とを備えたパリソンの内周面側に位置し、ブロー成形用のエア吹出口を備えたコア金型と、前記コア金型との間で前記パリソンを最終製品形状にブロー成形するブロー金型とからなるブロー成形金型において、前記エア吹出口が前記小径側取付部よりも小径端部側の前記コア金型の外周面に開口していることを特徴とする。
(もっと読む)
環状ガスケット用成型金型
【課題】寸法精度の高いガスケットを、安価にかつ大量に製造することができる環状ガスケット用成型金型を提供する。
【解決手段】成型金型20は、固定金型21、可動金型22及びゲート金型23にてガスケット形状空間GSを形成する。ガスケット形状空間GSに溶融した樹脂を注入する樹脂注入口31を、固定金型21とゲート金型23とで環状のスリットにするとともに、環状のスリットに形成された樹脂注入口31につながる固定金型21とゲート金型23とで形成される導出通路Pが樹脂注入口31に向かって先細形状になるようした。
(もっと読む)
シール部品の製造方法
【課題】フィルム、シート又は板状の基材にゴム状弾性材料からなるガスケットを一体に成形したシール部品におけるシール面圧のばらつきや、相手材と積層した時の積層方向のサイズ増大を防止し、またガスケット成形過程での成形不良の発生を防止可能とするシール部品の製造法を提供する。
【解決手段】フィルム状、シート状又は板状の基材11を金型4の分割型41,42間にセットして型締めし、基材11の表面とこれに対向する分割型42の内面との間に画成されるキャビティ43内へ、ゲート44を介して成形用ゴム材料を充填すると共に、キャビティ43における成形用ゴム材料の合流位置に基材11と分割型42との衝合面42aから離間して開口したエアベント孔45を介してキャビティ43からの排気を行う。
(もっと読む)
11 - 20 / 57
[ Back to top ]