
国際特許分類[B29L31/26]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | シール装置,例.ピストンまたはパイプジョイントを包含するもの (57)
国際特許分類[B29L31/26]に分類される特許
21 - 30 / 57
シール及びその製造方法

【課題】成形時間を短縮できるとともに、ヒール部とシール部との接合強度を良好に確保でき、しかも、全体として良好な可撓性を有するシール及びその製造方法を提供する。
【解決手段】シール10は、合成ゴムによって形成されたシール部11と、動的架橋型熱可塑性エラストマーによって形成されるとともにシール部11に接合されたヒール部12とにより構成されている。シール部11は、成形金型20のシール形成部23に射出した合成ゴムを成形金型20内において加熱架橋することにより成形される。ヒール部12は、成形金型20のヒール形成部26に射出した動的架橋型熱可塑性エラストマーを成形金型20内において冷却させて硬化させることにより成形されるとともにシール部11に接合される。
(もっと読む)
分割されたリングの圧縮成形方法
本発明は、ポリマー粉末または金属粉末から、離隔または間隙(5、10)を有する成形部品(1)を製造するための方法である。この離隔または間隙は、プレス部品を形成するための粉末成形材料をダイキャビティに充填する前、その間、またはその後に、ダイキャビティ内にセパレータまたは間隙形成材料を挿入することによって形成される。プレス部品を形成した後、セパレータまたは間隙形成材料を除去して離隔または間隙を設ける。 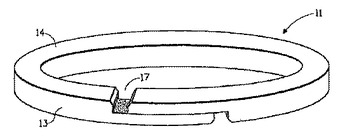 (もっと読む)
(もっと読む)
コネクター一体型燃料用ホースおよびその製法

【課題】エタノール添加ガソリン等の燃料の耐透過性に優れているとともに、低コストで、耐衝撃性等にも優れるコネクター一体型燃料用ホースおよびその製法を提供する。
【解決手段】樹脂ホース1と、上記樹脂ホース1の端部をそれ自体の開口端縁内に埋設することにより一体化する略筒状のゴム製コネクター2とを備えたコネクター一体型燃料用ホースであって、上記樹脂ホース1が、管状のアミン変性ポリアミド樹脂製の内層3と、その外周面に接して設けられる燃料低透過層4と、さらにその外周面に接して設けられるアミン変性ポリアミド樹脂製の外層5とからなり、上記ゴム製コネクター2が、ゴム組成物を用いて構成されている。
(もっと読む)
樹脂製シールリングの射出成形用金型
【課題】合い口部の隙間精度に優れ、生産性を向上させることができる。
【解決手段】複合ステップ形状の合い口を有する矩形断面の樹脂製シールリングを射出成形するための金型であって、複合ステップ形状を構成する外径面側段部4の外周面4aがシールリング側面1dに向かって内径向き勾配を有し、この外径面側段部4に嵌合する他方の合い口の外径面側突起が略同一の内径向き勾配を有する樹脂製シールリングが成形できる。
(もっと読む)
シール部材およびシール部材の成型方法
【課題】 コストを抑え、所定間隔を置いて位置する双方の壁面材の開口部への取り付け作業を容易とするシール部材とその成型方法を提供する。
【解決手段】 シール部材1は、第一の板部300の開口300aから第二の板部200の開口200aに向かって筒状に形成されたシール本体2と、シール部材1全体を板部300と板部200との双方の開口300a,200aに対する取付部として機能するとともに、それら双方の開口を300a,200aシールするようにも機能する2つのシール部3a,3cとを有する。シール部3a,3cは、シール本体2よりも弾性変形能が高い高分子材料が用いられて形成され、シール部材1の中間部1cは、シール部材が両端側から圧縮された場合に圧縮変形する形状をなす。
(もっと読む)
射出成形金型及びこれを用いた転がり軸受装置用センサ付きシール装置の固定側シール部材の製造方法
【課題】複数個取りの各キャビティへの充填バランスを簡単に均一化できるようにして、製品の納期を長期化させず、かつ製品コストを抑えることができる射出成形用金型を提供する。
【解決手段】複数のキャビティ部2と、複数のランナー部3と、複数のゲート部4とを備える複数個取りの射出成形金型1において、複数のランナー部3に、溶融樹脂の流路断面積を変更可能にする流量調整手段6を設ける。
(もっと読む)
含油ポリマ成形品の製造方法およびこの方法で得られた成形品
【課題】短距離を高速で往復運動するリニアガイド装置の音響特性を良好にする。
【解決手段】潤滑油として、40℃での動粘度が25mm2 /s以上95mm2 /s以下であるポリαオレフィンを使用し、この潤滑油を20質量%以上80質量%以下の範囲で含有するペースト状の含油ポリマ成形用材料を調製する。この材料を、加熱部の凹状の円筒状部に供給し、加熱された前記材料を円筒状部に嵌合するプランジャで押圧して金型の凹状の成形部へ流動させる方法で、シール20の形状に成形する。この方法で得られたシール20は、これを取り付けたリニアガイド装置が短い距離を高速で往復運動する際に、高い自己潤滑性を発揮できる。
(もっと読む)
密封材の製造方法
【課題】生産効率の向上およびコストの削減を図りつつ、高品質の密封材を得ることができる密封材の製造方法を提供する。
【解決手段】本発明における密封材の製造方法は、未加硫の合成ゴム材料を成形加工して未加硫ゴム成形体を得る工程と、未加硫ゴム成形体の表面における少なくとも一部に、フッ素樹脂系塗料を塗布する工程と、フッ素樹脂系塗料が塗布された未加硫ゴム成形体を加熱することにより、未加硫ゴムを加硫して弾性ゴム成形体を得るとともに、フッ素樹脂系塗料を加熱定着させて弾性ゴム成形体の表面にコーティング層を形成する工程と、を含むものである。
(もっと読む)
Oリング用金型
【課題】 本発明は、Oリングに残るはみ出しゴムを低減させることのできるOリング用金型を提供する。
【解決手段】 上型と下型とから構成されている、ゴム製のOリングを加硫成形する金型であって、上型と下型との接触時であり、Oリングの中心を通る断面において、Oリングを成形するものであり、上型と下型との接触線を中心とする円形の空洞である第1円形空洞部の両側に、第1円形空洞部から0.1〜0.2mm隔てて接触線を中心とする菱形の空洞である菱形空洞部を有する。
(もっと読む)
ジョイントブーツの製造方法
【課題】外周面と内周面とが異形状である大径側取付部を有するジョイントブーツを精度良く製造する。
【解決手段】大径側取付部2の製品形状をなす第1部分12と、小径側取付部4の製品形状をなす第2部分13と、両者を連結する第3部分14とからなるパリソン15を熱可塑性樹脂で射出成形する。その際、第1部分の開口端面12aからシール用筒状部77を一体に延設する。次いで、第3部分14とシール用筒状部77を加熱装置Bで加熱してから、第3部分14をブロー成形する。その際、パリソン15を支持させた支持体16に対してブロー外型51を型締めすることにより、支持体16とブロー外型51との間で、軟化したシール用筒状部77を圧潰させて支持体とブロー外型との隙間T2をシールし、その状態で第3部分14の内側に気体を噴射してブロー成形を行う。
(もっと読む)
21 - 30 / 57
[ Back to top ]