
国際特許分類[B29L7/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | 板状物品,例.フィルムまたはシート (3,923)
国際特許分類[B29L7/00]に分類される特許
901 - 910 / 3,923
SMCの製造方法
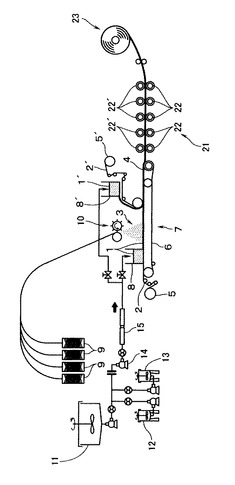
【課題】樹脂コンパウンドとガラス繊維の比率の幅方向のバラツキを抑えることができるSMCの製造方法を提供する。
【解決手段】連続的に供給される2枚のフィルム2,2’上に樹脂コンパウンド1,1’を供給して塗布し、一方のフィルム2の樹脂コンパウンド1上にガラス繊維3を散布し、その上に他方のフィルム2’上の樹脂コンパウンド1’の塗布面を合わせて上下2枚のフィルム2,2’間に樹脂コンパウンド1,1’とガラス繊維3を挟み込んだ状態で上下から加圧してガラス繊維3間に樹脂コンパウンド1,1’を含浸させるSMCの製造方法において、フィルム2,2’上に樹脂コンパウンド1,1’を供給するに際して、樹脂コンパウンド1,1’の粘度に応じて樹脂コンパウンド1,1’の供給幅を調整してフィルム2,2’上の樹脂コンパウンド1,1’のフィルム幅方向の樹脂幅を調整する。
(もっと読む)
画像表示装置用前面板とその製造方法
【課題】画像表示装置の画像表示部に表示される画像を外部に透過させながら、画像表示部を保護する画像表示装置用前面板であって、一般的な押出成形装置で成形可能な単層構造をとりうりながら、耐衝撃性および表面硬度の双方の特性が両立した前面板を提供する。
【解決手段】スチレン単位および/またはメタクリル酸メチル(MMA)単位を構成単位として有する重合体を主成分とし、重合体の全構成単位に占めるMMA単位ならびに該単位の誘導体である環構造を含む単位の割合が45重量%以上またはスチレン単位の割合が45重量%以上であり、重合体のガラス転移温度よりも30℃高い温度における加熱収縮率が20〜70%であり、JIS K7361−1に準拠して測定した全光線透過率が90%以上であり、厚さが0.5mm以上3mm以下である画像表示装置用前面板とする。
(もっと読む)
位相差フィルムの製造方法

【課題】面内位相差及び厚み方向位相差を制御できる位相差フィルムの製造方法を提供する。
【解決手段】溶融押出法により樹脂Aをフィルム状に成形する位相差フィルムの製造方法であって、溶融押出しされる樹脂Aとして、ビニル芳香族炭化水素と共役ジエンとのブロック共重合体の水素添加物を用いて、樹脂Aのガラス転移温度をTg(℃)かつ熱分解開始温度をTd(℃)としたときに、溶融押出し時の比エネルギーを0.25〜1.2kWh/kgの範囲内とし、かつ、溶融押出し時の樹脂Aの温度を(Tg+120)℃〜(Td−5)℃の範囲内とする位相差フィルムの製造方法。
(もっと読む)
カード基材の製造方法およびカード基材
【課題】押し出しで得られたポリ乳酸シートに、カード製造に耐え得る強度と耐熱性を付与し、印刷等の後加工を可能とすることで実用的なカード製造を可能にするカード基材の製造方法とそれによるカード基材を提供する。
【解決手段】ポリ乳酸を主成分とする樹脂を、前記樹脂の融点を超えた温度でシート状に押し出し冷却して平板状シートに成形するシート成形段階と、前記樹脂の結晶化温度を超え融点より低い温度で、前記平板状シートをその平板形状を抑止したまま加熱保持する加熱段階と、その後引き続いて、前記平板状シートをその平板形状を抑止したまま前記樹脂の結晶化温度以下に冷却保持する冷却段階とを有する。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】転写型の表面形状を精度よく、速やかに転写して、効率よく表面形状転写樹脂シートを製造し得る方法を提供することを目的とする。
【解決手段】本発明の表面形状転写樹脂シートの製造方法は、樹脂を加熱溶融状態でダイから連続的に押し出して連続樹脂シートを製造するシート製造工程と、連続樹脂シートを第一押圧ロールと第二押圧ロールとで挟み込む第一押圧工程とを含み、上記第一押圧ロールまたは第二押圧ロールのいずれかの表面に金属製の転写型を備え、この転写型は、複数の凹部または凸部を有し、該凹部または該凸部のピッチ間隔が30μm〜500μmであり、該凹部の溝深さまたは該凸部頂部高さは3μm〜500μmであり、上記第一押圧工程において、連続樹脂シートの表面に第一押圧ロールまたは第二押圧ロール表面に備えた転写型が転写され、上記樹脂は、結晶性高分子樹脂であることを特徴とする。
(もっと読む)
位相差フィルムの製造方法
【課題】面内位相差及び厚み方向位相差を制御できる位相差フィルムの製造方法を提供する。
【解決手段】溶融押出法による位相差フィルムの製造方法であって、樹脂Aのガラス転移温度をTg(℃)、熱分解開始温度をTd(℃)かつ結晶化温度をTm(℃)としたときに、比エネルギーを0.02〜0.24kWh/kgとし、かつ、樹脂Aの温度を(Tg+120)℃〜(Td−5)℃として、樹脂Aを金型4から溶融押出しする溶融押出工程と、溶融押出しされた樹脂Aを、(Tm−10)℃〜(Tg−20)℃の範囲内に温度調節された冷却ロールにより冷却する冷却工程とを備え、溶融押出しされる樹脂Aとして、ビニル芳香族炭化水素と共役ジエンとのブロック共重合体の水素添加物を用いて、溶融押出工程及び冷却工程において、ドロー比を5〜10の範囲内とする位相差フィルムの製造方法。
(もっと読む)
位相差フィルムの製造方法
【課題】面内位相差及び厚み方向位相差を制御できる位相差フィルムの製造方法を提供する。
【解決手段】溶融押出法による位相差フィルムの製造方法であって、樹脂Aのガラス転移温度をTg(℃)、熱分解開始温度をTd(℃)かつ結晶化温度をTm(℃)としたときに、比エネルギーを0.02〜0.24kWh/kgとし、かつ、樹脂Aの温度を(Tg+120)℃〜(Td−5)℃として、樹脂Aを金型4から溶融押出しする溶融押出工程と、溶融押出しされた樹脂Aを、(Tm−50)℃〜(Tm+15)℃の範囲内に温度調節された冷却ロールにより冷却する冷却工程とを備え、溶融押出しされる樹脂Aとして、ビニル芳香族炭化水素と共役ジエンとのブロック共重合体の水素添加物を用いて、溶融押出工程及び冷却工程において、ドロー比を11〜40の範囲内とする位相差フィルムの製造方法。
(もっと読む)
ポリプロピレン系樹脂組成物を空冷インフレーション法に用いる方法およびそれより得られるフィルム
【課題】透明性の良好な空冷インフレーションフィルムを提供する。
【解決手段】メルトフローレート0.5〜20、融解ピーク温度110〜170℃であるプロピレン系(共)重合体(A)95〜99.995重量%と、下記一般式(1)で示される環状脂肪酸金属塩である造核剤(B)0.005〜5重量%からなるポリプロピレン系樹脂組成物を用いた空冷インフレーション成形方法。
ここで、M1及びM2、更に、R1、R2、R3、R4、R5、R6、R7、R8、R9、及びR10、の掲載省略
(もっと読む)
焼酎滓を含む生分解性樹脂フィルムの製造方法
【課題】焼酎滓を生分解性プラスチックに混合してフィルムを得るにあたり、焼酎滓を加水分解等による熱可塑性化処理を行なうことなく、そのまま乾燥微粉化したものを使用することにより、焼酎滓の簡易、有効的な活用方法を提供する。
【解決手段】生分解性樹脂100重量部と、焼酎滓を乾燥後、微粉末化して得られた平均粒径が0.5〜20μmの乾燥微粉末焼酎滓0.3〜10重量部とを、焼酎滓が実質的に加水分解しない条件下に溶融混練し、押出成形する突起を有する生分解性フィルムを製造する。
(もっと読む)
耳部回収装置及び帯状フィルムの製造設備
【課題】切断された一対の耳部を、配管内で詰まらせることなく回収する。
【解決手段】耳部回収装置26は、導入部31、合流箱32、接続管33、管案内機構35、及び管移動部36を有する。一対の導入部31は、幅方向に移動自在であり、一対の耳部14aの送り出し位置に応じて、位置決めされている。一対の接続管33は、耳部14aを合流箱32へ送るものであり、一対の導入部31及び合流箱32をそれぞれ接続する。合流箱32は、一対の接続管33から送られる耳部14aを合流させる。合流箱32は、合流した耳部14aを切断装置へ送る。フィルムの幅が変更すると、管案内機構35及び管移動部36により、入口33aがB方向に移動するように、かつ、出口33bがC方向へ移動するように、接続管33は移動する。
(もっと読む)
901 - 910 / 3,923
[ Back to top ]