
国際特許分類[B31B1/16]の内容
処理操作;運輸 (1,245,546) | 紙製品の製造;紙の加工 (2,636) | 箱,カートン,封筒,または袋の製造 (1,944) | 特定の作動をする点を特徴とする箱,カートン,封筒または袋を製造する機械類 (1,126) | 切断するもの,例.ミシン目を入れるもの,穴をあけるもの,切り裂くもの,切り整えるもの (213) | シートまたはブランクをつくるためにウエブを切断するもの (27)
国際特許分類[B31B1/16]に分類される特許
21 - 27 / 27
平盤打抜き方法及び装置
【課題】製品を打抜きながら検査を実施し良品・不良品を分別回収して製品シートのみをスタッカ部や製品搬出部を介して回収し作業時間が短縮できる平盤打抜方法を提供する。
【解決手段】印刷されたカートンシート(CS)紙山から1枚ずつ取り出し次工程へ送り出すCS供給工程、CSを印刷された輪郭に沿ってつなぎ部分のみを残して型抜きする打抜き工程、打抜き処理されたCSについて良品か不良品かを判別する検査工程、検査後の打抜き処理されたCSから不要部分を除去しカートンブランク(CB)を得るカス取り工程、CBの中から不良品のみ選択的に取り除き所定の受台上に堆積させる不良品除去工程及びCB製品を回収する製品回収工程を含むCB製造方法で検査工程の撮像機構をCBの上下動に対応して移動しCBの検知すべき面との距離をほぼ一定に保持しながら検査工程を行うとともに、そこで得た情報に同調して不良品除去工程における除去操作を作動させる。
(もっと読む)
異形パウチの製造方法

【課題】本発明は、製袋機の製造工程を合理化し、品質精度アップと生産性向上を図り、且つ安価な異形パウチの製造方法を提供することを目的とする。
【解決手段】少なくとも、片面にシーラント層(13)を有するウェブ状の包装材料(C)を作製し、該包装材料(C)を用いてパウチ(B)のコーナーR部(3)以外の部分において該パウチ(B)の縦幅または/および横幅が、それぞれの全幅よりも狭い部分が形成されている異形パウチ(B)を製造する方法であって、前記包装材料(C)のシーラント層(13)同士を対向させて、該パウチ(B)の充填口(5)以外の周縁部をシールし、ノッチ(7)、天部(異形部)(1)、底部(2)、該底部(2)のコーナーR部(3)の抜き刃が一つにセットされた抜き型を用いて打ち抜き、さらに左右の側部(4)を順次断裁することを特徴とする異形パウチの製造方法である。
(もっと読む)
紙部材の製造方法及び紙部材並びに紙容器
【課題】製造工程が簡略で、端面から水分等が浸透しない機能を有する紙部材の製造方法及びその紙部材並びにその紙部材を用いた紙容器を提供することにある。
【解決手段】紙層を主体とする紙基材単体又は紙層を主体とする紙基材に粘着剤層、支持体層が積層されてなる積層体の紙基材のみに抜き刃を用いて、紙基材の抜き刃と反対側面に未カット部を有する状態又は未カット部を有しない状態でカット部を設ける為に厚み方向に打ち抜き加工し、カット部側の紙基材表面に樹脂を塗布加工し、カット部の端面から内部に樹脂が含浸した後に、カット部から個々に引きちぎってむしり加工するか、あるいは粘着剤層と支持体層を紙基材から剥がして分離加工した後にカット部から個々に引きちぎってむしり加工する方法と、紙部材がその製造方法で製造されており、紙容器がその紙部材からなる。
(もっと読む)
ブランク打ち抜き装置及び押し部材装置
【課題】 カス部16を搬送するときにカス部16が雌型13に接触しないようにする。
【解決手段】 押し部材15の雌型13に対向する側にブランク原反7を保持する原反保持部材19である吸盤24を設け、打ち抜きが終了して雄型12が雌型13に対して離反する際に雄型12側にカス部16を保持し、カス部16を搬送するときにカス部16が雌型13に接触しないようにし、雌型13の摩耗やカス部の飛散を確実に防止する。
(もっと読む)
合成樹脂製袋製造装置
【課題】長尺の合成樹脂製フィルム体を送給するとともに、同合成樹脂製フィルム体を熱溶着して合成樹脂製袋を連続成形した溶着フィルム体とし、同溶着フィルム体にテンションを加えることなく各合成樹脂製袋に連続切断可能である合成樹脂製袋の製造装置を提供する。
【解決手段】溶着フィルム体10を合成樹脂製袋Bと残余部分bとに打抜切断する切断部Dと、この切断部Dで切断された合成樹脂製袋Bを搬出する搬出部Eを有し、切断部Dには、溶着フィルム体10を上方から押圧して切断する帯状切断刃23を配設した切断刃保持板を設けるとともに、切断刃保持板には、溶着フィルム体10を合成樹脂製袋Bごとに切離する切離用帯状切断刃と、不切断部を設けた帯状切断刃23とを配設して、切断部Dでは、不切断部を設けた帯状切断刃23により合成樹脂製袋Bと残余部分bとを連結部32で連結させながら溶着フィルム体10に切断線30を形成する。
(もっと読む)
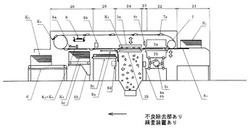
特に食品製品を保存するための、容器を製造するシステム及び装置
容器(5)を製造するシステム(1)が、その容器を生産するのに必要とされるすべてのステーション(7、18、19、21、24、25)と装置(14、15、16、17、20、22、26)とが関連付けられている支持構造(2)に基づいて設計されている。このシステム(1)は、一連のブランク(4)を準備するために互いに連携する、形成材料(9)を供給する供給ステーション(7)と、折り目線(4a)が生じさせられる刻み目付けステーション(18)と、切断ステーション(19)とを備えている。システム(1)は、さらに、各ブランク(4)が最初に折り目線(4a)に沿って折り曲げられる予備折り曲げステーション(21)と、単一のブランク(4)が容器(5)の形状に形成される折り曲げステーション(24)と、容器(5)の形状が最終的に固定される封着又は溶接ステーション(26)とを含む。 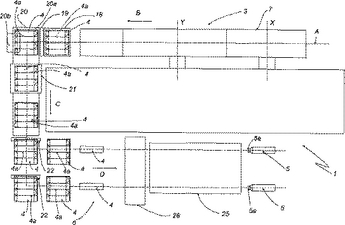 (もっと読む)
(もっと読む)
容器、特に食品用容器の成形システム
食品用容器(2)が、一連の管状要素(2a)を供給する供給ステーション(4)と、容器の基部と一致する各管状要素(2a)の第1の開放端(2b)を閉じて確保するために配置されたヒートシーラー(10)とを含むシステムを利用して製造される。封止工程がコンベヤ(3)に結び付けられたステーションで行われ、前記コンベヤ(3)は、供給ステーション(4)とヒートシーラー(10)とが占めるステーションの両方を通過し且つ経路(P)に沿って送り方向(B)で回転可能なホイール(11)から成る。管状要素(2a)は、管状要素(2a)が取り上げられるところの第1作動位置と、開放端(2b)がヒートシーラー(10)に提供されるところの第2作動位置との間で割出しされるように、ホイール(11)の半径方向要素(13)によって担持される。 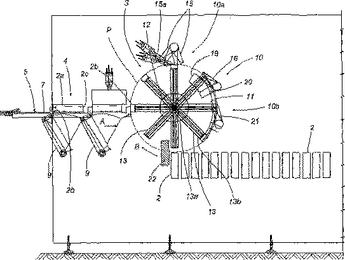 (もっと読む)
(もっと読む)
21 - 27 / 27
[ Back to top ]