
国際特許分類[B31B3/60]の内容
処理操作;運輸 (1,245,546) | 紙製品の製造;紙の加工 (2,636) | 箱,カートン,封筒,または袋の製造 (1,944) | 一枚のシート,ブランク,またはウエブを折りたたんで箱またはカートンを製造する点を特徴とする機械類 (113) | 加えて向かい合う面または端縁を給合するための,またはテープを貼るための手段をもつもの (33)
国際特許分類[B31B3/60]の下位に属する分類
熱または圧力を加えることによるもの (19)
細長い片またはシートを当てて固定することによるもの
国際特許分類[B31B3/60]に分類される特許
1 - 10 / 14
製函装置
【課題】凸曲面部を有するようなユニークな形状の箱であっても、ブランクシートを自動的に折り曲げることで角筒状体を成形することができるようにした製函装置を提供する。
【解決手段】平坦な平面状金型12と、凸曲面部を有する曲面状金型13と、曲面状金型13を前記平面状金型12に接離させる駆動機構14とを有する成形手段10を備えている。ブランクシート110の凸曲面部となる部位112が、平面状金型12から離間している曲面状金型13に宛がわれ、凸曲面部となる部位112の両側のブランクシート110が平面状金型12側に折り曲げられ、内フラップとなる部位を平面状金型12に重ね、平坦面部となる部位111を内フラップとなる部位上に重ね合わせ、内フラップとなる部位と平坦面部となる部位111とを仮接着することで角筒状体120を成形し、曲面状金型13が平面状金型12に近接することで、角筒状体120を成形手段10から脱抜可能している。
(もっと読む)
記録媒体保持ケース用の収納ボックスの製造方法

【課題】材料コストの削減と製造コストの削減を同時に図った記録媒体保持ケース用の収納ボックスの製造方法を提供する。
【解決手段】折り返し片11,12を正面部1および背面部2の内側に折り返しつつ正面部1および背面部2を、底面部3を介して対面位置に折り曲げる第1の折り込み工程と、正面部1、背面部2および底面部3で部分的に囲まれる側面開口を閉止する位置に側面部4を折り曲げつつ正面部1と折り返し片11,12との隙間Δに差し込み片5を差し込む第2の折込工程とによって収納ボックスAを仮組みし、しかる後、差し込み片5を正面部1と折り返し片11,12との隙間Δから引き出して糊面を形成し再度正面部1と折り返し片11,12との隙間Δに挿入することで差し込み片5を正面部1の裏面に糊付けする仕上げ工程を実施するようにした。
(もっと読む)
糊塗布検査装置
【課題】段ボールシートの継ぎ代片に糊の塗布が適正になされているか否かを、正確に検査することができる糊塗布検査装置を提供する。
【解決手段】糊塗布検査装置は、糊が塗布された継ぎ代片41について、糊が塗布されるべき糊塗布対象領域42を撮影するカメラと、糊塗布対象領域内に、糊塗布対象領域より面積が小さく全数で糊塗布対象領域を網羅する複数の小検査領域43を設定し、カメラにより撮影された画像を処理することにより、小検査領域の面積に対する糊塗布領域45の面積の割合を予め定めた基準値と対比して、小検査領域ごとに糊の塗布が適正か否かの判定を行い、小検査領域ごとの判定結果に基づいて、糊塗布対象領域における糊の塗布が適正か否かの判定を行う画像処理判定装置とを具備する。
(もっと読む)
カートン形成装置及びカートン形成方法
【課題】カートンの形成にマンドレルを使用するものであるが、それほど高さを必要としないカートン形成装置を提供する。
【解決手段】カートン形成装置は、ブランクシート受入ステーションで、ブランクシート2の第2パネル12を吸着してバケットの底に着座させ、バケット22の側壁により第1パネル11と第3パネル13を第2パネル12の両側に立ち上がらせた状態にする。ブランクシート2の第4パネル14は、胴部糊付けステーションに移動する過程で固定ガイドに当たり、第2パネルと平行になるように折り曲げられる。胴部糊付けステーションには胴部糊付け用マンドレル45と胴部糊付け装置が配置され、フラップ糊付けステーションにはフラップ糊付け用マンドレル61とフラップ糊付け装置が配置されている。
(もっと読む)
カートン形成装置及びカートン形成方法
【課題】カートンの形成にマンドレルを使用するもので、それほど高さを必要としないカートン形成装置を提供する。
【解決手段】カートン形成装置は、ブランクシート受入ステーションで、ブランクシート2の第2パネル12を吸着してバケットの底に着座させ、バケットの側壁により第1パネル11と第3パネル13を第2パネル12の両側に立ち上がらせた状態にする。ブランクシート2の第4パネル14は、フラップ糊付けステーションに移動する過程で固定ガイドに当たり、第2パネルと平行になるように折り曲げられる。フラップ糊付けステーションにはフラップ糊付け用マンドレル45とフラップ糊付け装置が配置され、胴部糊付けステーションには胴部糊付け用マンドレル71と胴部糊付け装置が配置されている。
(もっと読む)
箱糊付け装置
ボックスブランクを糊代がボックスブランクの縁に配置されるように折っておいて、ボックスブランクの糊代を向かい側のパネルに貼り付けるための糊付け装置である。糊付け装置は、糊付け器械と支持板が載設されている支持構造を含んでいる。糊付け器械は、ボックスブランクの1つ又はそれ以上の面に糊を塗布するための糊分注ノズルを含んでいる。ボックスブランクは、糊代が向かい側のパネルに貼り付けられるように糊付け装置を通して進められる。ボックスブランクが糊付け装置を通って進んでゆく際、案内レールが糊代を所望のやり方で方向合わせし、その間に糊がボックスブランクに塗布され、するとローラー組立体が糊代と向かい側のパネルをそれらの間に糊を挟んで一体に押圧する。代わりに、糊付け装置は、糊が塗布されている間、ボックスブランクを所定の場所に保持する押さえ腕と、糊が塗布された後で糊代を向かい側のパネルの上へ折る折り曲げバーを含むことができる。 (もっと読む)
タバコ用のパック並びにこれを製造する方法及び装置
【課題】加工技術的に行えるとともに、消費者による信頼性の高い操作性を有する、持上げストリップから成る取出し補助機構を備えたタバコ又はこれに類する製品用のパックを提供すること。
【解決手段】タバコブロック13を形成する内側前面部28、内側背面部及び長手方向フラップ部32,33で構成された内側上面部31を有する、外側パックに収容部を備えた内側包装部材10で構成されたタバコ用のパックであって、内側包装部材10が、破線部によって区画された、タバコを持ち上げるための持上げストリップ27を備えている前記パックにおいて、内側包装部材10における持上げストリップ27に、持上げストリップ27の全長にわたって延在する補強用ストリップ36を設けた。 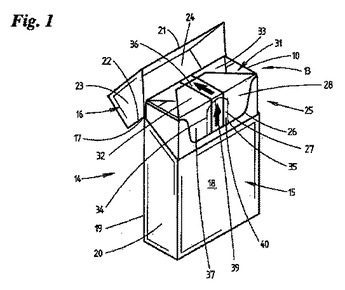 (もっと読む)
(もっと読む)
ブランクのセットから箱を作るための方法及び装置
2つのブランク(2、3)から包装箱を作るための方法及び装置であり、ブランクは、2つの隣接するスタック(25、26)から同時に取り出されて、2つの平行なトラック(29、30)上に配置され、ブランクは、組み立て位置に突き当たるまで長手方向にフラットに移送され、第1のブランクは、長手方向の当接位置までの途中で接着剤が塗布され、第1及び第2のブランクは、各自の位置で横向きに突き当たって、正確な横方向の基準位置が与えられ、把持されて横方向に移送され、第2のブランクは、第1のブランク上に配置されてインデックスされ、第2のブランクが第1のブランクに対向して配置されるが、垂直圧によってクランプされているときに、第1のトラック(29)の駆動部(61)を退避させる。そして、第2のブランクを第1のブランクに適用して、それらを長手方向の所定位置にて互いに接着する。結果として得られたブランクのセットは、その後組み立て位置に移送されて、ここで箱は、芯を中心としてブランクを巻き付けることによって組み立てられる。  (もっと読む)
(もっと読む)
特に、煙草用ヒンジ蓋付きボックスの製造中に包装材料を接着する方法と装置
【課題】特に、煙草用ヒンジ蓋付きボックスの製造中に包装材料を接着する方法と装置
【解決手段】接着剤のストリップ状の付与物すなわち接着剤のストリップが、包装材料の、接着剤分配器すなわち接着剤ノズルに対する移送運動によって、包装材料に転接され、包装材料は、少なくとも接着剤を接着剤ノズルに供給する間は、接着剤ノズルと向き合ってこれらと接触し、弾性力によって前記接着ノズルと向き合って押圧される点に特徴を有する、接着剤によって接続された折り曲げタブ、または他のパックのパーツを備えるパックの製造に関連して、包装材料、すなわち、ブランクまたは一部が折り曲げられたパックの折り曲げタブに接着剤を付与する方法。
(もっと読む)
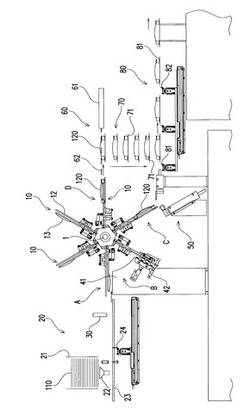
角筒状曲面カートンの製造方法および製造装置
【課題】
製造能力の向上と高速化に伴う製造コストが嵩まず、かつ製品の仕上がりに優れる角筒状曲面カートンの製造方法及び製造装置の提供にある。
【解決手段】ブランク3を二つのブランクマガジン10から取り出す給紙部40と、接着剤を塗布する接着剤塗布部41と、ブランクを間欠回転運動するターレット式巻付け装置20の2個の柱状マンドレル21にセットする搬送・セット部42と、以下1/4づつ回転してブランクの巻付け圧着部43と、筒状仮容器形成部44と、この筒状仮容器2を、間欠回転運動を行うターレット式成形装置31の2個のアーム31に受渡す筒状仮容器抜取り・受渡し部45と、さらに1/4づつ回転して、筒状仮容器の押込み成形部と、角筒状曲面カートン成形部と、角筒状曲面カートン排出部とでなる製造装置である。
(もっと読む)
1 - 10 / 14
[ Back to top ]