
国際特許分類[B31B31/74]の内容
処理操作;運輸 (1,245,546) | 紙製品の製造;紙の加工 (2,636) | 箱,カートン,封筒,または袋の製造 (1,944) | シートまたはブランクから,例.偏平なチューブから,内容物の厚さに対する構成を底部に備えた封筒または袋を製造する点を特徴とする機械類 (34) | 加えて補助的な操作を行なうための手段をもつもの (10)
国際特許分類[B31B31/74]に分類される特許
1 - 10 / 10
パウチ容器及びその製造方法
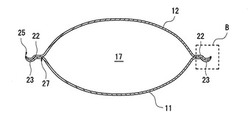
【課題】サイドシール部の剛性を低くして、手触り感をさらに改良したパウチ容器を提供することである。
【解決手段】パウチ容器10は、表面シート11、裏面シート12、底ガゼットシート13、及び上面シート14から構成される。パウチ容器10は、サイドシール部22を備え、サイドシール部22の外縁部24の少なくとも一部の厚みが、該シール部22の内縁部26の厚みよりも薄いことを特徴とする。サイドシール部22は、その外端25の厚みが、該シール部22の内縁部26の厚みよりも薄いことが好適である。
(もっと読む)
ポンプ差込式エアレスパウチ製造方法

【課題】従来のエアレスパウチやエアレスチューブでは、パウチやチューブにスパウトを装着しなければエアレスポンプを装着できなかった。また、スパウト部の製作や装着には多くの製造工程と設備が必要であり、更に、スパウト成形用金型も高価であるためコストダウンが困難であった。
【解決手段】様々な形状のパウチに直接差込み口を成形し、エアレスポンプだけではなく、一般のポンプやスプレーなどを差込むことでエアレスパウチとしての機能をもたせることができるよう改善した。また、パウチの製造工程内で差込口を成形することで大幅に製造工程を削減することができた。さらに、ポンプやスプレーの形状が変わる場合でも、スパウト成形用金型に比べポンプ差込口成型用ヒートシール板は遥かに安価で製作できようになった。これらの改善により、小ロット、低価格での提供を可能にした。
(もっと読む)
自立性包装容器及びその製造方法
【課題】自立性及び積み重ね適正に優れた自立性包装容器を提供する。
【解決手段】自立性包装容器21は、頑丈なコシのある包材、例えばボール紙で形成された4つの側壁22,23,24,25と、折り畳み可能な柔らかい材料、例えばポリエチレンで形成された天部壁26と底部壁27とを備える。4つの側壁の内の、第1の側壁22とその向かい合う第2の側壁23には奥行き長さの半分の長さを有する、頑丈なコシのある包材で形成された把持部28a、28bが設けられている。残る第3の側壁24とその向かい合う第4の側壁25のうちの、一方の側壁24の上部には、空間部に収容された製品を取り出す取り出し口29が設けられている。取り出し口29は、ハサミで切断することにより、開封される。
(もっと読む)
製品を収蔵する容器の製造方法
【課題】製品の保管および搬送用時に安定性を有し、容器の開閉に好都合な可撓性容器、およびその容器の製造方法を提供する。
【解決手段】基部12の長さLに実質的に等しい幅の平坦なプラスチック材料シートから、平坦なシートを基部12の幅に等しいかそれより大きい間隔で間欠送りし、ハンドル16,18の一方端をシートに接合し、封緘手段を一対の板104,106それぞれの自由端に被着し、かつ平坦なシート、板104,106および一対のハンドル16,18を可撓性容器に熱的に封止する。
(もっと読む)
エアバッグ付き袋への気体封入方法及びエアバッグ付き袋の包装方法
【課題】側縁シール部2に未接着部を形成しこれをエアバッグ部5としたエアバッグ付き袋1について、エアバッグ部5へのエア封入工程を自動化に適したものとする。
【解決手段】エアバッグ部5を側縁のシール部2の上端近傍から縦方向に形成し、エア吹き込み用の切り込み6をエアバッグ部5の上端近傍に形成する。グリッパー8で充填済みの袋1の両縁を把持して吊り下げ、エア吹き込みノズル11の吹き出し口を切り込み6に当接させ、かつ受け部材12により袋の背面側を支持し、エアバッグ部5内にエアを吹き込み、吹き込み継続中に切り込み6の下方位置を袋の両面から遮断用グリッパー7で挟持し、これにより切り込み6からエアバッグ部5内のエアが抜けないようにする。続いて、切り込み6を含む袋口全体をシールする。
(もっと読む)
合掌部付き袋体とその製造方法
【課題】内容物の取り出し容易性・製造工程の煩雑化の回避・資源の無駄使いの防止などこれらを満足させることのできる合掌部付き袋体と当該袋体を合理的に製造することのできる方法とを提供する。
【解決手段】袋体11の場合は、袋両側部における表側構成要素12と裏側構成要素13との間にガゼット片14が介在され、ガゼット片14の介在により当該両構成要素12・13の端部が間接的に対接し、表側構成要素12と裏側構成要素13とのうちのいずれか一方がその外面側に合掌部15を有し、各ガゼット片14が合掌部15と交差する向きに配設されている。袋体11の製造方法は、長手方向に沿う合掌部15を有する帯状フィルム21と偏平な帯状フィルム21とを互いに並行させ、屈伸自在な折り込み形状のものであって合掌部15と交差する向きを保持したガゼット片14を並行状態の帯状フィルム21・21間に介在させ、さらにガゼット片14のある袋両側部間の寸法を袋一単位分の幅とした場合、ガゼット片介在後の当該帯状フィルム21・21を袋一単位分の幅ごとに接着切断するものである。
(もっと読む)
写真プリント装置
【課題】 写真プリント装置を用いて、バッグを作成するための展開イメージをプリントする。
【解決手段】 複数の側壁と底壁とで袋状となるバッグを形成するためのフォーマットデータを取得するフォーマットデータ取得手段38Bと、このフォーマットデータに対して画像データを合成する合成処理手段38Cとを備え、この画像データが合成されたフォーマットデータ取得手段をプリント部Bでプリントするように画像処理装置4を構成した。
(もっと読む)
線状部材取付け方法
【課題】 袋の立辺に沿って塑性変形可能な線状部材を位置決めし、位置決め状態を保持して接合してゆく作業を迅速且つ効率的に行える線状部材取付け方法を提供する。
【解決手段】 シート材料22を折り返して形成される袋10の一対の正面部14の両側の立辺17に沿って、塑性変形可能な線状部材18を取り付け線状部材取付け方法であって、一対の正面部14を平坦に折り畳んだ状態の袋10に対し、側縁部10aの先端部分を両側から吸着して開かせた状態とし、線状部材18が磁性体を含む材料からなり、線状部材18を内部に保持した筒状部材24を先端開口から挿入して立辺17の内側に配置した後に、線状部材18を筒状部材24から抜き出して、立辺17の外側に設置した磁石25の磁力により立辺17に沿って保持し、立辺17を外側から挟み込んで融着することにより、線状部材18を立辺17の折り返し融着部23に保持した状態で取り付ける。
(もっと読む)
電子レンジ加熱調理用の軟包装袋の製造方法とその製造方法により作製した電子レンジ加熱調理用の軟包装袋
【課題】フィルムの種類を選ばずに作製可能で、幅方向の寸法安定性の良い、製品にカール発生のない電子レンジ加熱調理用の軟包装袋の製造方法を提供すること。
【解決手段】ロール状の複合フィルム(1)から上下分割工程(A)、折り込み部形成工程(B)、上下フィルム合流・易剥離テープ挿入工程(C)、蒸気抜き孔形成工程(D)、易剥離テープ接着・異型シール工程(E)、底部シール形成工程(F)、側部シール形成工程(G)、カッティング工程(H)、前記各工程がこの順序で連続して行われる電子レンジ加熱調理用の軟包装袋の製造方法である。
(もっと読む)
ガセット袋の製造装置
【課題】 ガセット袋の線状部材挿入袋に線状部材を簡易かつ安定的に挿入して取付け可能にすること。
【解決手段】 ガセット袋10の各立辺に沿う線状部材挿入袋16に線状部材18を挿入して取付けるガセット袋の製造装置30であって、線状部材18を先端口45から搬出可能にするガイド筒40と、線状部材18をガイド筒40の先端口45から押出すプッシャ50と、ガイド筒40の線状部材受入れ部41に対する裏側に配置した磁石70とを有し、ガセット袋10の線状部材挿入袋16の上端開口をガイド筒40の先端口45にセット可能にするもの。
(もっと読む)
1 - 10 / 10
[ Back to top ]