
国際特許分類[B65G47/64]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 運搬または貯蔵装置,例.荷積みまたは荷あげ用コンベヤ;工場コンベヤシステム;空気管コンベヤ (20,388) | コンベヤに関連して物品または物質の取り扱い装置;そのような装置を用いる方法 (3,876) | コンベヤ間で物品または物質を移送する装置,すなわち排出または供給装置 (711) | 分岐コンベヤ (35)
国際特許分類[B65G47/64]に分類される特許
21 - 30 / 35
コンベヤと接近している物品類を脇へそらす方法
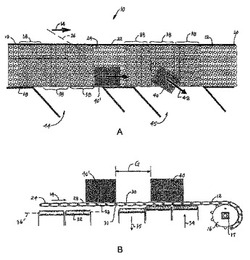
コンベヤにそって接近して搬送される複数の物品(40)の搬送向きを変えるコンベヤ(10)と関連した方法。このコンベヤは、ベルト走行方向(14)に対し斜めになっている軸(26)まわりを回転するような向きになっている複数のローラ(24)をもつコンベヤベルトを含む。一連の列をなすベアリング面要素(32)が前記コンベヤにそって端部から端部にわたっている。これらベアリング面は、動かなかったり、または、回転するようになっている。各列は、ローラ制御域を構成し、この域内で各列は、ベルトローラ(24)と接触するそのベアリング面要素で作動したり、または、前記ベルトローラとの接触状態をもたないそのベアリング面要素で不作動になる。前記ベルトが作動状態のローラ制御域を通過すると、前記ベルトローラは、回転して搬送物品を前記ベルトの一方の横側へ押し進める。連続したローラ制御域がシーケンシャルに作動状態になるか、または、不作動状態になり物品類を前記ベルトの一方の横側へ押しやり、該ベルトから押し出すか、または、物品類をそのまま真っすぐに進行させる。 (もっと読む)
品質検査システム

【課題】 未検査品が正常ラインに搬送されるのを防止すると共に再検査の物品を不良品とは別に区分けできる品質検査システムを提供する。
【解決手段】 検査装置2からの不良信号を受けて、不良品を正常搬送ラインから排除する振分装置3を備える品質検査システムであって、不良品を正常搬送ラインから排出する第1排出手段31と、前記不良品とは別の方向に未検査品を正常搬送ラインから振り分ける第2排出手段とを備え、品質検査システムが停止して再起動した場合に、振分装置上に未検査品があるか否かにかかわらず、前記第2排出手段が所定の振り分け動作を行うことを特徴とする。
(もっと読む)
搬送ラインの列数変更装置
【目的】ワークの渡り部分の左右の隙間を均一にすることができてワークの搬送姿勢を乱すことがなく、かつ装置の小型化が図れる搬送ラインの列数変更装置を提供する。
【構成】2列の搬送ラインA,Bが略1列分の搬送ライン幅以上の間隔を空けて平行に配置されている複列搬送装置4と、該複列搬送装置の2列の搬送ラインA,B端から離間して、その中央に直列に配置された1列の搬送ラインCからなる単列搬送装置6との間に介設されて、ワークの搬送ライン列数を増列或いは減列させる搬送ラインの列数変更装置2であって、少なくとも2列分の搬送幅を有した列数変更用コンベア22と、該列数変更用コンベア22をワークの搬送方向に直交させて平行移動させることにより、該列数変更用コンベア22の幅方向の一方側を該複列搬送装置4のいずれか一方の搬送ラインの延長線上に位置させるとともに他方側を単列搬送装置6の搬送ラインCの一端に臨ませて往復切替移動させる平行移動手段24とを備える。
(もっと読む)
高速垂直分岐装置
【課題】分岐駆動装置をコンパクト化してレイアウト性の向上をはかり、数個の短機長コンベヤを上下分岐させることで衝撃を最小とすると共に、高速垂直分岐を実現しうる高速垂直分岐装置を提供すること。
【解決手段】搬送物を段差のある分岐路に仕分け搬送する装置であって、主搬送ベルトコンベヤ1と、主搬送ベルトコンベヤと同一レベルで搬送方向に間隔をおいて配置した第1副搬送コンベヤ2と、第1副搬送コンベヤの下方に配置されて前記分岐路を形成する第2副搬送コンベヤ3と、前記主搬送コンベヤの下流端と第1副搬送コンベヤの上流端との距離のほぼ1/2の機長を有し、かつ主搬送コンベヤの下流端側を揺動支点とする第1揺動コンベヤ4と、前記第1の副搬送コンベヤの上流端近くを揺動支点とする第2揺動コンベヤ5と、前記第2副搬送コンベヤの上流端近くを揺動支点とする第3揺動コンベヤ6とを配置する。
(もっと読む)
駆動装置、移載装置、並びに、搬送システム
【課題】 モータの動力を複数の出力系統を介して出力可能な駆動装置と、当該駆動装置を備えた移載装置と、当該移載装置を備えた搬送システムの提供を目的とする。
【解決手段】 駆動装置1は、本体側ローラ2の側方に側方側ローラ3,3を配した構成とされている。本体側ローラ2は、筒体10の内部にモータ11と本体側遊星歯車機構12,12とを内蔵している。一方、側方側ローラ3,3は、ぞれぞれ筒体71の内部に側方側遊星歯車機構70を内蔵している。駆動装置1は、移載装置の駆動源として利用され、被搬送物が本体側ローラ2上に搭載されている場合は移載装置を昇降するための駆動源として機能し、側方側ローラ3,3の回転が阻止されている場合は搬送用の駆動源として機能する。
(もっと読む)
払い出し装置、並びに、搬送装置
【課題】 装置構成がコンパクトで搬送ラインから被搬送物をスムーズかつ的確に払い出し可能な払い出し装置、並びに、当該払い出し装置を備えた搬送装置の提供を目的とする。
【解決手段】 搬送装置Cは、モータ内蔵ローラ10およびフリーローラ11が所定の間隔で並んだ主搬送経路1と、この主搬送経路1から被搬送物を払い出す払い出し経路2とを有する。払い出し経路2は、フレーム40に対して2基の払い出し装置60を取り付けた構成を有する。払い出し装置60は、駆動装置101を駆動源として動作する。駆動装置101は、本体側ローラ102の側方に側方側ローラ103,105を配したものであり、本体側ローラ102の本体側遊星歯車機構112,113がプラネタリ型あるいはスター型に切り替わることによりベルト70,70による被搬送物の搬送動作と、払い出し装置60の昇降動作とを切り替えることができる。
(もっと読む)
振分けコンベヤ
【課題】 コンベヤを直線基準位置より水平方向に揺動しても搬入側と搬出側が常に平行状態を維持し、相手方コンベヤへの被搬送物の乗り移りをスムーズに行うことができる振分けコンベヤを提供する。
【解決手段】 一列に連続して搬送されてきた被搬送物を、コンベヤ幅方向に並設された複数の搬送路に振分けたり、逆に並設された複数の搬送路の被搬送物を一列に合流させる振分けコンベヤであって、そのコンベヤはコンベヤフレームに丸ベルトを複数本平行に巻装して構成され、コンベヤフレームの機長方向の一端を支点として他端を水平方向に揺動した時、前記コンベヤフレームが平面視平行四辺形状に変形して、機長方向両端の丸ベルトを支持するローラ軸芯が平行を維持し、振分けコンベヤの前後に配置されるコンベヤの端縁と平行状態を維持する。
(もっと読む)
郵便物区分装置の郵便物方向変換機構
パネル分配方法
パネル分配方法
【構成】 生産予定パネル数と積込み済パネル数との差から残積込みパネル数を求める工程(ST01)と、この残積込みパネル数が所定数を切ったか否かを判断する工程(ST02)と、パネル数が所定数を切った時点でトランスファープレスの生産速度を半減させる工程(ST04)と、パネル数が所定数を切った時点で第1のコンベアにのみパレットを流すべく振り分けコンベアを固定する工程(ST06)と、第1のバスケットに集中的に残りのパネルを積込む工程(ST07)とでパネルの端数処理を実施する。
【効果】 第1のバスケットにパネルを集中して第2のバスケットを空のままにする、又は第1のバスケットをパネルで満杯にし、第2のバスケットに残りを収納する形態となり、バスケットの有効活用が図れる。
(もっと読む)
21 - 30 / 35
[ Back to top ]