
国際特許分類[C22C38/04]の内容
化学;冶金 (1,075,549) | 冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理 (53,456) | 合金 (38,126) | 鉄合金,例.合金鋼 (19,815) | マンガンを含有するもの (453)
国際特許分類[C22C38/04]に分類される特許
101 - 110 / 453
中〜高炭素鋼線材の連続加工熱処理ライン
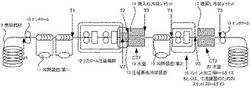
【課題】 3方ロールの圧延機や4方ロールの圧延機で製造している中〜高炭素鋼線材よりも、さらなる高強度・高靭性の中〜高炭素鋼線材を製造することができる中〜高炭素鋼線材の加工熱処理ラインを提供すること
【解決手段】 中〜高炭素鋼線材の連続加工熱処理ラインにおいて、素線鋼材を圧延温度に加熱する第1の加熱装置の下流にトータル減面率50%以上を可能とする2方ロール圧延機群および圧延直後5秒以内に冷却を開始する圧延直後冷却装置、鋼材全断面をMf点温度以下に冷却する焼入れ冷却ジャケット、焼き戻し温度に加熱する第2の加熱装置、インデント加工用ロールダイスもしくは寸法調整のためのスキンパスロールダイスと、焼き戻し冷却ジャケットとを順に設置したことを特徴とする中〜高炭素鋼線材の連続加工熱処理ライン。
(もっと読む)
棒鋼移動焼入れ時の焼割れ防止冷却方法

【課題】 長尺棒鋼の移動焼入れにおいて、焼割れを防止できる冷却方法を提供する。
【解決手段】 長尺棒鋼の移動焼入れにおいて、鋼材中心温度がMs点に到達するまでの時間tを遅らせることなく、鋼材中心温度がMs点に到達した時の鋼材表面温度を極力高くなるように、鋼材中心温度がMs点に到達する前の冷却時間tcを設定することを特徴とする棒鋼移動焼入れ時の焼割れ防止冷却方法。また、上記鋼材中心温度がMs点に到達するまでの時間tを遅らせることなくとは、鋼材表面温度の復熱を最大に利用するための冷却時間tcであることを特徴とする棒鋼移動焼入れ時の焼割れ防止冷却方法。
(もっと読む)
耐遅れ破壊特性に優れた鋼板およびその製造方法
【課題】鋼板の表面に銅を付着させることによって、自動車分野および建材に用いる強度部材として好適な、耐遅れ破壊特性に優れた、引張り強度1180MPa以上を有する高張力鋼板を製造する方法及び該鋼板を提供する。
【解決手段】1180MPa以上の引張り強度を有する冷延鋼板に対して、無電解メッキ法、電解メッキ法、蒸着法などの公知の方法により、片面当たり1mg/m2以上2000mg/m2以下のCuまたはCu基合金皮膜を付着させる製造方法および鋼板。
(もっと読む)
耐遅れ破壊特性に優れた鋼板およびその製造方法
【課題】鋼板の表面にNiまたはNi合金の拡散領域を形成させることによって自動車分野および建材に用いる強度部材として好適な、耐遅れ破壊特性に優れた、引張り強度1180MPa以上を有する高張力鋼板を提供する。
【解決手段】引張り強度1180MPa以上の冷延鋼板に、電気メッキ法、無電解メッキ法、蒸着法等公知の各種の方法により、片面当たり10mg/m2以上2000mg/m2以下のNiまたはNi基合金を付着させ、加熱処理を行うことにより鋼板内部へNiを拡散させる高張力鋼板の製造方法および鋼板。
(もっと読む)
高伸長繊維
本発明は、コンクリートまたはモルタルを補強するための鋼繊維に関する。この繊維は、中央部分と2つの端部を有する。中央部分は、引張強度が少なくとも1000Nであり、かつ最大荷重時伸びAg+eが少なくとも2.5%である。本発明はさらに、かかる鋼繊維を含むコンクリート構造に関する。 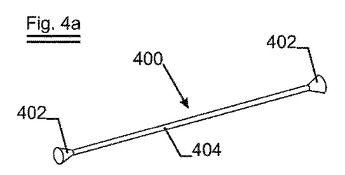 (もっと読む)
(もっと読む)
耐断線性に優れた高強度極細鋼線及びその製造方法
【課題】極細鋼線の表層部のC量、表層部と中心部との組織の差異を適切な範囲に制御し、耐撚り線断線性の高い、引張強度が3000MPa以上の極細鋼線を提供する。
【解決手段】表層部のC濃度の最大値と最小値との差が10〜25原子%であり、かつ表層部のパーライトラメラ面の法線と鋼線軸方向との角度の平均値θsと、中心部のパーライトラメラ面の法線と鋼線軸方向との角度の平均値θcとの差の絶対値が1.0未満である耐撚り断線性に優れた高強度極細鋼線である。湿式伸線の最終段単独または最終段を含む2〜5段のダイスで、断面減少率が0.5%以上3%未満のスキンパス伸線を行い、加熱温度T[℃]が100〜320℃であり、保持時間t[s]が0.05s以上であり、t≦0.9(320−T)を満足する熱処理を施すことにより、製造可能である。
(もっと読む)
外観、プレス成形性に優れた合金化溶融亜鉛めっき鋼板の製造方法
【課題】 鋼板成分に応じた最適なプレめっきを付与することで、合金化反応を均一化さた外観、加工性に優れた合金化溶融亜鉛めっき鋼板の製造方法の提供。
【解決手段】 質量%で少なくともSi:0.01〜2%、Mn:0.01〜3%、P:0.01〜0.2%を含有する、鋼板に、Ni、Co、Cu、Inの中から選ばれる元素の少なくとも1種の元素を含有するプレめっきを金属分換算値で下記式(1)に従う量付与した後、還元雰囲気中で焼鈍し、Alを0.10〜0.20%含有したZn浴を用いて合金化溶融亜鉛めっきをすることを特徴とする、外観、加工性の良好な合金化溶融亜鉛めっき鋼板の製造方法。
0.1×Si+0.2×Mn+3×P≦プレめっき金属分換算値(g/m2)≦0.1×Si+0.2×Mn+3×P+0.5・・・式(1)
(もっと読む)
薄膜トランジスタ型液晶表示素子用ボトムシャーシ及びその製造方法
【課題】TFT−LCDにパネルユニットと共に必須で含まれるバックライトユニットを収納するためのボトムシャーシにおいて、高い強度を維持しながら、ボトムシャーシに耐汚染性を与えるとともに、軽量化及びスリム化を図った薄膜トランジスタ型液晶表示素子用ボトムシャーシを提供する。
【解決手段】炭素(C):0.001〜0.1重量%、シリコン(Si):0.002〜0.05重量%、マンガン(Mn):0.28〜2.0重量%及び残部の鉄とその他不回避な不純物を含む内部層、前記内部層上に形成される電気亜鉛めっき層、及び前記電気亜鉛めっき層上に形成される高分子クロムフリー汚染防止層を備えており、前記内部層、電気亜鉛めっき層及び高分子クロムフリー汚染防止層全体の厚さは、0.5〜0.9mmであることを特徴とする薄膜トランジスタ型液晶表示素子用ボトムシャーシを構成する。
(もっと読む)
高炭素鋼レールの製造方法
【課題】高炭素含有のレール鋼片において、仕上げ圧延後にレール頭部表面を加速冷却し、その後、オーステナイト域まで昇温・保持し、更に加速冷却することにより、海外の貨物鉄道で使用されるレール靭性を向上させ、使用寿命を向上させる。
【解決手段】質量%で、C:0.60〜1.20%、Si:0.05〜2.00%、Mn:0.05〜2.00%を含有し、残部がFe及び不可避的不純物からなるレール圧延用鋼片を粗圧延、中間圧延、引き続いて仕上圧延を行い、A3又はAcm線〜1000℃の温度を有したレール頭部表面を、冷却速度2〜20℃/secで450〜680℃まで急冷し、その後、A3又はAcm線〜950℃の温度域まで昇温速度2〜50℃/secで温度上昇させ、その後、当該温度範囲内で1.0〜900sec保持し、さらにその後、冷却速度5〜30℃/secで450〜650℃まで加速冷却することを特徴とする高炭素鋼レールの製造方法。
(もっと読む)
高強度及び高軟性を有する高マンガン窒素含有鋼板及びその製造方法
高マンガン窒素含有鋼板を提供する。本発明にかかる高マンガン窒素含有鋼板は、0.5重量%〜1.0重量%の炭素と、10重量%〜20重量%のマンガンと、0.02重量%〜0.3重量%の窒素と、残部の鉄と、不可避な不純物を含む。本発明にかかる高マンガン窒素含有鋼板は、常温でオーステナイト組織を形成し、クロムと窒素の添加によって積層欠陥エネルギーが効果的に調節される。よって、鋼の塑性変形中に機械的双晶が発生し、高い加工硬化と引張強度及び優れた加工性を有する。 (もっと読む)
101 - 110 / 453
[ Back to top ]