
国際特許分類[C22C38/04]の内容
化学;冶金 (1,075,549) | 冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理 (53,456) | 合金 (38,126) | 鉄合金,例.合金鋼 (19,815) | マンガンを含有するもの (453)
国際特許分類[C22C38/04]に分類される特許
61 - 70 / 453
方向性電磁鋼板およびその製造方法
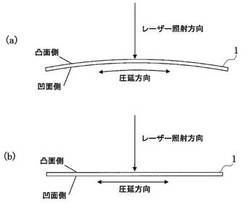
【課題】レーザー照射面での反りの問題および平坦化焼鈍における張力付与膜の部分破壊の問題を同時に解消し、磁区細分化効果並びに張力付与効果を十二分に享受し得る方途について提供する。
【解決手段】コイル状に巻き取った方向性電磁鋼板に仕上げ焼鈍を施し、次いで平坦化焼鈍を施してから、該鋼板の圧延方向と交差する向きにレーザーを照射する、磁区細分化処理を施すに当り、前記平坦化焼鈍後の鋼板に前記コイル由来の反りを残存させ、該反りの凸面側にレーザーを照射して該鋼板を平坦に矯正する。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】実機トランスに組上げた場合に、優れた低騒音性および低鉄損特性を発現するレーザー照射による磁区細分化処理を行った方向性電磁鋼板を提供する。
【解決手段】方向性電磁鋼板の表面に形成するフォルステライト被膜について、1〜20mass%のTiと、0.02〜0.4mass%のBを含有させ、かつこれらの被膜中Nに対する質量比(Ti+B)/Nの範囲を0.7〜1.3とする。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】実機トランスに組上げた場合に、優れた低騒音性および低鉄損特性を発現するレ
ーザー照射または電子ビーム照射による磁区細分化処理を行った方向性電磁鋼板を提供す
る。
【解決手段】フォルステライト被膜および張力コーティングにより、鋼板に付与する合計
張力が、圧延方向で10.0MPa以上、圧延方向に対して直角方向で5.0MPa以上で、かつこれ
らの合計張力が、次式の関係を満足する。
1.0 ≦ A/B ≦ 5.0
A: 圧延方向のフォルステライト被膜および張力コーティングによる合計張力
B: 圧延方向に対して直角方向のフォルステライト被膜および張力コーティングに
よる合計張力
(もっと読む)
メカニカルデスケーリング性に優れた鋼線材およびその製造方法
【課題】製造中においてはスケール剥離性が抑制すると共に、メカニカルデスケーリング性を向上させた鋼線材、およびそのような鋼線材を製造するための有用な方法を提供する。
【解決手段】本発明の鋼線材は、所定の化学成分組成を有し、表面にスケール層が形成された鋼線材であって、前記スケール層は、平均厚さが5μm以下であるFeO層と、該FeO層より下側に形成された、ボイドを含む酸化物層とを有しており、鋼線材の軸に垂直な断面において前記酸化物層を顕微鏡観察したとき、鋼線材表面と同心円周に沿った線分上でボイドが占める割合が10%以上、50%未満になる部分の厚さが平均0.50μm以上である。
(もっと読む)
高炭素電縫鋼管及びその製造方法

【課題】電縫溶接部の割れ起点となる酸化物等からなる欠陥に着目し、その面積率を規定することにより、冷間加工性を向上させた高炭素電縫鋼管及びその製造方法を提供する。
【解決手段】質量%で、C:0.3〜0.8%、Si:2%以下、Mn:3%以下を含み、残部Feおよび不可避的不純物からなる組成を有する高炭素電縫鋼管であって、電縫溶接部14の全長にわたり、好ましくはアレイUTによるエコー高さから求めた、欠陥面積率が10%以下であることを特徴とする、電縫溶接部の機械的特性に優れる高炭素電縫鋼管である。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】近年の低鉄損化の要求に応えた方向性電磁鋼板を提供する。
【解決手段】二次再結晶焼鈍後に張力絶縁被膜を形成した方向性電磁鋼板を、圧延方向が母線となる弧柱面状に反らせたまま、該弧の凸側から鋼板の圧延方向と交差する向きにレーザー等によって線状の歪を導入する。
(もっと読む)
方向性電磁鋼板の鉄損改善装置および鉄損改善方法
【課題】粉塵の問題を解消し、汚染によるレーザ照射能の低減を未然に防止し、方向性電磁鋼板の鉄損低減を確実に行うことのできる装置および方法について提案する。
【解決手段】仕上げ焼鈍済みの方向性電磁鋼板の表面にレーザーを照射して電磁鋼板の鉄損を減少させるに当り、前記レーザーの照射装置におけるレーザー放射点と前記鋼板上におけるレーザー照射点との距離をL(mm)、前記レーザー放射点と前記レーザー照射点とを結ぶ直線が鉛直方向となす角度をθ(°)とするとき、Lを50以上とし、かつ
L≦100の場合は、60−0.3L≦θ≦60
100<L≦400の場合は、40−0.1L≦θ≦60
400<Lの場合は、θ≦60
となる位置に、前記レーザー放射点を配する。
(もっと読む)
パーライト系レールの圧延方法
【課題】本発明は熱間圧延の仕上圧延工程前に意図的にレール頭部のコーナー部を冷却してから圧延を施すことで、頭頂部よりもオーステナイトを微細化することで、熱間圧延後の加速冷却にて冷却速度が速くなるコーナー部でのパーライト変態を促進させる。
【解決手段】質量%で、C:0.65〜1.40%、Si:0.10〜2.00%、Mn:0.10〜2.00%を含有し、残部がFeおよび不可避的不純物からなる組成を有するレール圧延用鋼片を再加熱後、粗圧延、中間圧延、仕上圧延を行いレールとする工程において、中間圧延後にレール頭部のコーナー部を850℃以上かつ、レール頭頂部と比較して30〜80℃低い温度に冷却し、しかる後に圧延パス数が2パス以上かつ圧延パス間を10秒以下とする連続仕上圧延を施す際に、レール頭部のコーナー部の各パスの圧下量の合計値(Rc)が頭頂部の各パスの圧下量の合計値(RT)の比(Rc/RT)が1.2以上となるように圧延を行うパーライト系レールの圧延方法。
(もっと読む)
レール鋼のフラッシュバット溶接方法
【課題】レール溶接部の軟化を抑制し、レールの偏摩耗を低減することができるレールのフラッシュバット溶接方法を提供する。
【解決手段】絶縁体を介して水冷配管を設けた導体に接触させて冷却される電極をレール鋼の頭頂面および底面に配置し、かつ、前記電極をレール長手方向において近接面側の端面間距離が100mm以内に配置した後にフラッシュバット溶接を行い、溶接直後のレール頭部及びレール長手方向の電極に挟まれた範囲を前記電極により冷却することにより、溶接継手部の熱影響幅が25mm以下で、かつ軟化幅が8.5mm以下とする。
(もっと読む)
薄肉鋼加工品及びその熱処理方法
【課題】 普通鋼を所定形状に加工してなる薄肉鋼加工品の所望部位を効率的に高強度化できる薄肉鋼加工品の熱処理方法を提供する。
【解決手段】板厚1.2mm以下、好ましくは板厚0.8mm以下の普通鋼からなる所定形状に加工された薄肉鋼加工品の所望部位を400℃/秒以上の加熱速度でA1変態点以上に急加熱し、A1変態点付近から800℃/秒以上の冷却速度で急冷する工程を有している。薄肉鋼加工品を従来よりも薄い薄肉鋼を使用して製作し、その所望部位に、従来よりも速い加熱速度及び冷却速度で熱処理を施すことにより、合金元素を添加することなく、高強度化が極めて困難であった普通低炭素鋼の高強度化が極めて迅速に可能となり、量産性に適している。
(もっと読む)
61 - 70 / 453
[ Back to top ]