
国際特許分類[C22C38/04]の内容
化学;冶金 (1,075,549) | 冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理 (53,456) | 合金 (38,126) | 鉄合金,例.合金鋼 (19,815) | マンガンを含有するもの (453)
国際特許分類[C22C38/04]に分類される特許
81 - 90 / 453
高強度電縫鋼管の口絞り縮径加工方法および加工部品

【課題】TS980MPa級以上の高強度電縫鋼管を対象とした口絞り縮径加工における溶接シーム部割れの発生を防止することが可能な口絞り縮径加工方法を提供する。
【解決手段】電縫鋼管1からなる素管を穴ダイス2に押込むことにより、管端部をテーパ状に口絞りする、あるいは管の部分長もしくは全長を縮径する口絞り縮径加工方法において、素管として、電縫溶接直後に溶接シーム部を450〜550℃に加熱された電縫鋼管を用いる。
(もっと読む)
高強度電縫鋼管の口絞り縮径加工方法および加工部品

【課題】口絞り縮径加工によるTS980MPa級以上の高強度鋼管の加工を可能とし、自動車部品の高強度化・薄肉化に大きく寄与する。
【解決手段】電縫鋼管1からなる素管を穴ダイス2に押込むことにより、管端部をテーパ状に口絞りする、あるいは管の部分長もしくは全長を縮径する口絞り縮径加工方法において、素管を穴ダイスに押込む前にその押込む側の管端部を450〜550℃に加熱する。
(もっと読む)
高強度中空ばね用シームレス鋼管の製造方法
【課題】生産性が高く、低コストで実現可能な高強度中空ばね用シームレス鋼管の製造方法を提供すること。
【解決手段】高強度中空ばね用の鋼管ビレットを、熱間加工した後に中間熱処理し、さらに冷間加工して高強度中空ばね用シームレス鋼管を製造する方法において、前記中間熱処理を、加熱温度が750〜1000℃(但し、750℃は含まない)、750℃を超える加熱時間が60〜1800sec、及び加熱温度から500℃までの冷却速度が0.5〜20℃/secの条件で行うことを特徴とする高強度中空ばね用シームレス鋼管の製造方法。
(もっと読む)
高強度中空ばね用シームレス鋼管
【課題】高強度で耐久性に優れた中空ばねを製造することが可能な高品質のシームレス鋼管を提供すること。
【解決手段】C:0.20〜0.70質量%、Si:0.50〜3.00質量%、Mn:0.10〜3.00質量%、P:0.030質量%以下(0%を含む)、S:0.030質量%以下(0%を含む)、N:0.0200質量%以下(0%を含む)、残部Fe及び不可避的不純物からなり、炭化物が円相当径で1.00μm以下であることを特徴とする高強度中空ばね用シームレス鋼管。
(もっと読む)
高炭素鋼線の製造方法およびこれにより得られる高炭素鋼線
【課題】最終伸線工程を改良することにより、従来のパス数の制約等の問題を解消するとともに鋼線の加工限界をさらに向上して、延性を損なうことなくさらに高強力化を図った鋼線を得ることができる高炭素鋼線の製造方法およびこれにより得られる高炭素鋼線を提供する。
【解決手段】パテンティング処理後にブラスめっきを施した高炭素鋼線材を、最終伸線工程で湿式伸線することにより高炭素鋼線を得る高炭素鋼線の製造方法である。湿式伸線を複数回に分けて行う製造方法である。高炭素鋼線材1に対し冷間の湿式伸線を施した後、伸線された高炭素鋼線材1Aを一旦巻取り、再度繰出して、加工方向を逆方向にした状態で、この高炭素鋼線材1Aに対し再度、冷間の湿式伸線を施す。
(もっと読む)
厚肉低降伏比高張力鋼板の製造方法
【課題】40mmを超える引張強さが550MPa以上の厚肉高張力鋼板において、Q’プロセスを必要とせずに、板厚方向の特性差が小さく1/4t位置と1/2t位置の双方において低降伏比かつ高強度を達成することができる低降伏比高張力鋼板の製造方法を提供すること。
【解決手段】スラブを1000〜1300℃に加熱し、熱間圧延した後、500℃以下の温度まで水冷により加速冷却し、その後Ac1変態点以下の温度で焼戻しを行って、質量%で、C:0.01〜0.18%、Si:0.01〜0.5%、Mn:0.3〜2.5%を含有し、残部がFeおよび不可避不純物からなる板厚40mm以上の厚肉高張力鋼板を製造するにあたり、加速冷却時の板厚方向1/4t位置と板厚方向1/2t位置の少なくとも700〜500℃の温度帯の冷却速度の差が15%以内となるように鋼板の表面からの冷却を制御する。
(もっと読む)
表面特性に優れた熱間プレス用亜鉛めっき鋼板並びにこれを利用した熱間プレス成形部品及びその製造方法
本発明の一側面は表面から深さ1μm以内に、酸化反応時に酸素1モール当たりのギブス自由エネルギー減少量がCrより小さい金属の表面拡散層を含む素地鋼板と、上記酸化反応時に酸素1モール当たりのギブス自由エネルギー減少量がCrより小さい金属の表面拡散層上に形成されたAlを30重量%以上含むAl濃化層と、上記Al濃化層上に形成された亜鉛めっき層を含み、上記表面拡散層と上記Al濃化層の間には平均厚さが150nm以下の焼鈍酸化物が不連続的に分布し、上記素地鋼板の表面から深さ1μm以内に上記酸化反応時に酸素1モール当たりのギブス自由エネルギー減少量がCrより小さい金属の含量が0.1重量%以上である表面特性に優れた熱間プレス用亜鉛めっき鋼板を提供することで、焼鈍前に酸素親和力の少ない金属を有効な厚さにコーティングし、鋼板表面に焼鈍酸化物が生成することを抑制して均一な亜鉛めっき層を形成し、プレス加工熱処理時に亜鉛めっき層の合金化が促進されて亜鉛めっき層の溶融温度が短時間内に上昇することで、めっき層の劣化を防止することができ、熱間プレス成形後に形成された内部酸化物の発生を最小化することができる。
また、本発明の他の一側面によると、熱間プレス加熱時にめっき層の表面に亜鉛めっき層の劣化を防止することができる酸化物層を形成させ、めっき層内のZn、Fe及び金属の3元相を形成させて亜鉛めっき層を安定的に保持することができ、表面状態を良好に確保してリン酸塩処理性に優れ、別途のリン酸塩処理をしなくても電着塗装時に塗装性及び途膜密着性を確保することができ、熱間プレス成形時に素地鋼板にクラックが発生することを防止して加工性を向上させることができる。 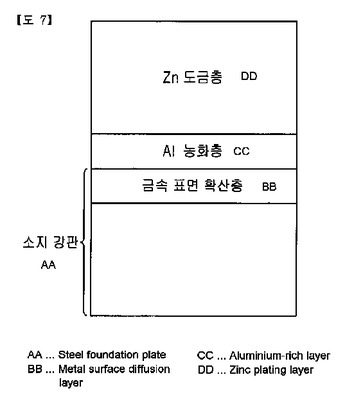 (もっと読む)
(もっと読む)
鉄筋コンクリート造構造物用鉄筋の製造方法
【課題】コンクリート強度が200N/mm2に向上したことに対応し、超高強度を有する鉄筋コンクリート造構造物用鉄筋の製造方法を提供する。
【解決手段】化学成分がC:0.25%〜0.50%,Si:2.00%以下,Mn:2.00%以下,残部が鉄及び不可避不純物である鋳片に熱間で圧延成形処理を行って、全長にわたって断面非円形を有する異形棒鋼とする第1ステップと、第1ステップで得られた異形棒鋼に対して焼入処理と焼戻処理とを順に行う第2ステップと、を含み、第2ステップで得られた鉄筋コンクリート造構造物用鉄筋が980N/mm2以上の降伏点又は0.2%の耐力の材料基準強度を有する。特に、焼戻処理における焼戻温度が400℃〜750℃である。
(もっと読む)
溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板の製造方法
【課題】外観性状(具体的には、不めっきや合金化ムラが発生していない)と、素地鋼板に対するめっき層の密着性を幅方向に亘って向上させた溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板を製造する方法を提供する。
【解決手段】予備加熱炉内の酸素量を0.00010〜0.05体積%、水蒸気量を10〜30体積%に制御した雰囲気下で、焼鈍開始温度が550〜700℃となるように制御して加熱する第一の工程と、焼鈍炉内の酸素量を0.0001体積%以上、0.10体積%未満、水蒸気量を10〜30体積%に制御した雰囲気下で、素地鋼板に含まれるSi量(質量%)、焼鈍時間t(秒)、および焼鈍終了温度T(℃)を適切に制御して加熱する第二の工程を含んで製造する。
(もっと読む)
低炭素鋼板およびその製造方法
【課題】高周波特性に優れ、外部応力による鉄損劣化の少ない低炭素鋼板を提供する。
【解決手段】低炭素鋼板であって、Si:1.0 質量%以下であるパーライト相、ベイナイト相およびマルテンサイト相のうちいずれか1種また2種以上を含むフェライト混合組織の板厚中央層と、Si:3〜5質量%を含むフェライト単相組織の表層とをクラッド型に有し、内部応力として、表層に70〜160MPaの面内引張応力を有する。
(もっと読む)
81 - 90 / 453
[ Back to top ]