
国際特許分類[C23C2/16]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 溶融被覆層の過剰量除去;被膜厚さの制御または調整 (178) | 加圧流体を用いるもの,例.エアナイフ (142)
国際特許分類[C23C2/16]の下位に属する分類
長尺材料からの溶融被覆層の過剰量除去 (96)
国際特許分類[C23C2/16]に分類される特許
21 - 30 / 46
溶融めっき付着量制御方法、連続溶融めっき用内燃式ワイピングノズル、連続溶融めっき装置及び溶融めっき金属帯

【課題】高圧ガスの使用や圧縮用の大型コンプレッサを用いることなく、圧縮空気を噴射するワイピングノズルに見られる溶融めっき表面の急激な温度変化と酸化を防止できる溶融連続めっきの付着量制御方法およびガスワイピングノズルを提供する。
【解決手段】ガス噴出口5を有するケーシング4と、ケーシング4の内部に設けられる、ガス噴出口5から噴出させる燃焼ガスを燃焼させるための燃焼バーナ6と、燃焼バーナ6に燃料を供給する燃料供給系8と、燃焼バーナ6に支燃性ガスを供給する支燃性ガス供給系9と、燃料供給系8による燃料の供給量、及び支燃性ガス供給系9による支燃性ガスの供給量を制御することにより、ガス噴出口5からの火炎の噴出を抑制する制御装置8d、9cとを有する連続溶融めっき用内燃式ワイピングノズル3である。
(もっと読む)
連続溶融金属メッキシステム及びメッキ方法

【課題】鋼板の表裏面のメッキ付着量を全長、全幅に渡って高精度に制御できるようにする。
【解決手段】通板中の鋼板とガスワイピングノズルの間隙を表裏目付量測定値から全幅に渡って推定し、ガスワイピングノズル直下のメッキ付着量を全幅に渡って高精度に推定し、この推定した付着量と目標値との偏差に基づいてノズル位置修正量及び板幅方向各点のノズル圧力修正量を計算するようにしたので、鋼板長手方向の全長、板幅方向の全幅に渡って、鋼板の表裏面のメッキ付着量を高精度に制御できるようにする。
(もっと読む)
溶融金属めっき設備及び溶融めっき鋼帯の製造方法
【課題】鋼帯の走行速度が速くなっても、ガスワイピング装置により鋼帯に吹き付けられるガスの圧力又は流量の増加の影響によりめっき鋼板に表面欠陥が生じることを防止し、かつ設備コストの増加を効果的に抑制する。
【解決手段】溶融亜鉛めっき設備10では、電磁ワイピング装置22がめっき浴14中から引き上げられる鋼帯20に電磁力を作用させ、この電磁力により鋼帯20から余剰な溶融亜鉛Mを払拭する。これにより、ガスワイピング装置24により溶融亜鉛Mを払拭する前に、鋼帯20における溶融亜鉛Mを目標量に近づけておくことができるので、ガスワイピングノズル30から吹き付けられるワイピングガスGにより鋼帯20から払拭すべき溶融亜鉛Mの量を減少できる。この結果、鋼帯20を高速で走行させる際に、ガスワイピング装置24のガスワイピングノズル30が鋼帯20に吹き付けるワイピングガスの圧力又は流量を十分に小さいものにできる。
(もっと読む)
溶融亜鉛メッキ設備におけるスプラッシュ付着防止方法及び溶融亜鉛メッキ設備
【課題】飛散したスプラッシュを確実に捕捉してスプラッシュ疵の発生を防止できる溶融亜鉛メッキ設備におけるスプラッシュ飛散防止方法及び溶融亜鉛メッキ設備を提供する。
【解決手段】亜鉛浴から引き上げられた鋼板にワイピングノズル2からガスが吹き付けられて鋼板表面から飛散したスプラッシュが再び鋼板に付着するのを防止するための溶融亜鉛メッキ設備におけるスプラッシュ付着防止方法であって、ワイピングノズル2にガスを供給するガス配管1および/またはワイピングノズル2に融点が450℃以下の繊維状または不織布によるスプラッシュの吸着材5を配設したうえでワイピングノズル2から鋼板にガスを吹き付けることにより、鋼板表面から飛散したスプラッシュを吸着材5で吸着するスプラッシュ飛散防止方法及び溶融亜鉛メッキ設備。
(もっと読む)
溶融めっき金属帯の製造装置及び製造方法
【課題】ガスワイピングノズル付きの溶融めっき金属帯の製造装置及び製造方法において、ガスワイピングノズルの目詰まりを除去し、また、目詰まりを防止する装置及び方法を提供することを目的とする。
【解決手段】金属帯10に付着した溶融金属を払拭するガスワイピングノズル21が配設され、ガスワイピングノズル21は、一端がノズルギャップをなして対向する上リップ22および下リップ23からなり、上リップ22と下リップ23との間のノズルギャップ開度を調整するための複数個の歪誘起型アクチュエータ24が配設され、その複数の歪誘起型アクチュエータ24の内の1個の歪誘起型アクチュエータ24eには、電圧の印可をしないときにガスワイピングノズルの伸縮変形によって発生した電圧を測定するための電圧信号線26が配設されていることを特徴とする溶融めっき金属帯の製造装置。
(もっと読む)
溶融亜鉛めっき用合金化炉
【課題】溶融亜鉛めっき用合金化炉において、保温帯への外気の流入を防ぐことにより保温帯の温度分布の安定性の向上を図る。
【解決手段】溶融亜鉛めっき浴18の上方に加熱帯20、保温帯21及び冷却帯22が順に配置されている。保温帯21の出側に鋼帯1を挟んで静圧パッド2が配置され、これらの静圧パッド2に供給されるガス量は、ダンパ26により調整される。各静圧パッドに供給されるガス量Qは、鋼帯の幅W、保温帯入側からの高さy、鋼帯表面から保温帯壁までの距離zwall、鋼帯表面からの距離z、鋼帯の温度Ts、雰囲気ガスの温度T,T∞、ラインスピードLSなどを用いて算出される値となるように制御される。好ましくは、静圧パッド2は、鋼帯の一方の側に少なくとも1個、他方の側に少なくとも2個、千鳥状に配置される。あるいは、静圧パッド2は、鋼帯を挟んで2対以上対向させて配置される。
(もっと読む)
細長い金属帯状片の安定化および視覚的監視のための装置および方法
溶融金属の槽(2)に連続的に通されることによって金属層でコーティングされる細長い金属帯状片(1)を、所定の搬送経路(X)に沿って搬送方向(22)に連続的に搬送される際に視覚的に監視し、安定させるための装置および方法。帯状片(1)は、槽(1)から所定の搬送経路(X)に沿って搬送されるように意図されている。装置は、所定の搬送経路(X)の各側に配置された少なくとも1つの第1組の電磁安定化手段(8、9)を備える電磁安定化装置(7)を備えている。さらに、装置は、空気流を帯状片の搬送方向(22)を横切りかつ帯状片の基本的に全幅を横切る線にて向けることによって帯状片(1)から余分な溶融金属を取り去るためのワイプ装置(4)を備えている。ワイプ装置は、帯状片(1)の各側に配置された少なくとも1つのエアナイフを有する少なくとも1組のエアナイフ(5、6)を備えている。第1の画像読み取り装置(16)が、所定の搬送経路(X)に関する帯状片の実際の位置の複数の画像を取得するように構成されている。第2および第3の画像読み取り装置(19、20)が、帯状片の表面の1つ以上の画像を取得するように構成されている。 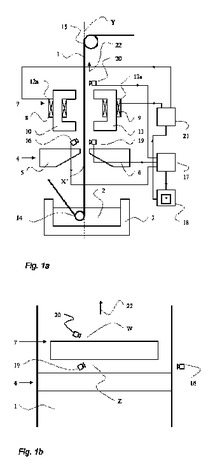 (もっと読む)
(もっと読む)
連続溶融金属めっき方法
【課題】浴中矯正ロールに起因するスリキズ等の品質欠陥の発生を抑制し、また浴機器の交換頻度を低減して生産性を向上し、設備のメンテナンスコストを低減する。
【解決手段】めっき厚を調整するガスワイピングノズルと、ガスワイピングノズル部の金属帯の形状位置を非接触で制御する非接触制御装置と、溶融金属めっき浴中でガスワイピングノズル部の金属帯の形状を矯正する浴中矯正ロールを備える連続溶融金属めっきラインで金属帯に溶融金属めっきする際に、非接触制御装置単独でガスワイピングノズル部の金属帯の形状位置を制御することが可能な金属帯は、浴中矯正ロールを金属帯と接触しないようにして非接触制御装置単独で金属帯の形状位置を制御し、非接触制御装置単独で金属帯の形状位置を制御がすることが困難な金属帯は、浴中矯正ロール単独で、または浴中矯正ロールと非接触制御装置を併用して、金属帯の形状位置を制御する。
(もっと読む)
溶融金属めっき鋼帯の製造装置
【課題】スプラッシュの発生を低減し、表面外観に優れる溶融金属めっき鋼帯を安定して製造できる溶融金属めっき鋼帯製造設備及び溶融金属めっき鋼帯の製造方法を提供する
【解決手段】溶融金属めっき槽8から連続的に引き上げられる鋼帯2に対し、溶融金属めっき槽8上方で鋼帯2を挟んでその両面に対向配置したワイピングノズル3からガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造装置において、浴内サポートロール5上方の浴面下の鋼帯2の両側に、浴内サポートロール5の外周面の浴面側1/4以上を覆うように形成されたロール被覆部分と、その上方に配置され鋼帯に対向するように形成された鋼帯対向部分とを備える整流板1が鋼帯2及び浴内サポートロール5に非接触に設けられ、該整流板1の鋼帯対向部分はロール被覆部分の鋼帯側端部に接続されている。
(もっと読む)
連続溶融金属メッキラインにおけるメッキ付着量制御装置及びその制御方法、及びコンピュータプログラム
【課題】 鋼板の表裏面のメッキ付着量を高精度に制御できるようにする。
【解決手段】 通板中の鋼板のパスライン位置を表裏目付量測定値から推定し、鋼板先端が通過時に生じるパスラインの変化量を予測することによってパスライン推定値を修正して、ガスワイピングノズル位置のメッキ付着量を高精度に推定し、この推定した付着量と目標値との偏差に基づいてノズル位置修正量を計算するようにしたので、鋼板長手方向の全長に渡って、鋼板の表裏面のメッキ付着量を高精度に制御できるようにする。
(もっと読む)
21 - 30 / 46
[ Back to top ]