
国際特許分類[C23C2/16]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 溶融被覆層の過剰量除去;被膜厚さの制御または調整 (178) | 加圧流体を用いるもの,例.エアナイフ (142)
国際特許分類[C23C2/16]の下位に属する分類
長尺材料からの溶融被覆層の過剰量除去 (96)
国際特許分類[C23C2/16]に分類される特許
41 - 46 / 46
溶融金属めっき鋼帯の製造方法

【課題】ワイピングガスのワイピング力を増進させ、低圧力でも溶融めっき付着量を効率よく制御すると共に、鋼帯の表裏面で対向するワイピングガス同士の衝突を回避してスプラッシュの発生を低減できる溶融金属めっき鋼帯の製造方法を提供する。
【解決手段】溶融金属めっき槽から連続的に引き上げられる鋼帯面に対向して、ガスの噴射方向が互いに傾斜した複数のノズルを設け、前記複数のノズルから噴射したガスの合成噴流を溶融金属浴から引き上げられた鋼帯面に吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法であって、前記複数のノズルのうちの少なくとも1つのノズルから噴射するガスのガス圧力を調整し、前記合成噴流の鋼帯との衝突位置を変更する。
(もっと読む)
厚さをコントロールするためのデバイス及び方法
長く延ばされた金属要素を、溶融金属の槽(2)の中を通して連続的に移送することにより形成された、金属要素(1)の上の金属コーティングの厚さをコントロールするためのデバイスであって、少なくとも一対の電磁的なワイパー部材(7a,7b,8a,8b)を有し、それに対応して、金属要素から過剰な溶融金属を除去する際に前記電磁的なワイパー部材を助けるために、移送経路の方向に対して、金属要素を横切る方向の線に実質的に従って、金属要素(1)にターゲット領域を備えたガスのジェットを吹き付けるようにデザインされた第二のワイパー部材(11)を有している(図1)。 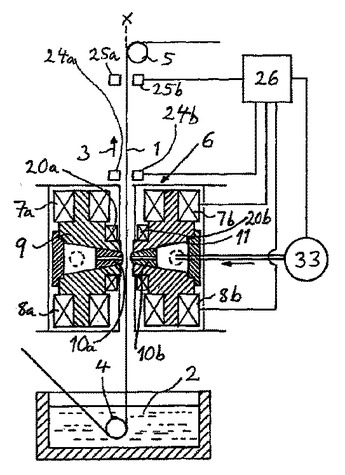 (もっと読む)
(もっと読む)
溶融金属めっき鋼帯の製造方法

【課題】高速通板時においてもスプラッシュによる表面欠陥を低減する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスワイピングノズルからガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法おいて、主に付着金属の厚さを制御するガスを噴射する主ノズルと、前記主ノズルの上部及び下部の少なくとも一方に、各ノズルのガス噴射口間がガス出口側端部の厚みが0.1〜2.0mmの仕切り板で仕切られ、主ノズルから噴射されるガスの噴射方向に対して傾斜した、主ノズルから噴射するガスよりも低速のガスを噴射する副ノズルを一つ以上設けて、溶融めっき金属浴から引き上げられた鋼帯の表面に、主ノズルから噴射したガスの噴流と副ノズルから噴射したガスの噴流の合成噴流を吹き付ける。
(もっと読む)
ガスワイピング装置
【課題】 溶融金属中に金属板を浸漬通板させた後、溶融金属の自由表面上に連続的に引き上げ、通板材を挟んで配置したスリットノズルの対から気流を吹き付けて金属板表面の溶融金属の厚みを均一に調製する溶融金属めっき装置のガスワイピング装置において、比較的メンテナンスフリーで、エッジオーバーコートを安定に抑制できるガスワイピング装置を提供する。
【解決手段】 少なくとも通板材のエッジ近傍領域に通板材の表裏に一対の気流遮蔽板を通板材から隙間を開けてスリットノズルの上方、下方、または上下双方の位置に設置することを特徴としたガスワイピング装置。
(もっと読む)
金属ストリップの連続浸漬コーティングと高温プロセスの方法および装置
【課題】 外観欠陥のない表面を求める顧客の要求を満足させるだけの、きわめて低い欠陥密度を達成することのできる、金属ストリップの連続亜鉛めっきプロセスおよび装置を提供する。
【解決手段】 液体金属浴12を含むタンク11中で金属ストリップ1を連続浸漬コーティングするプロセスおよび装置であって、下部13aが液体金属浴12に浸漬されて液体金属の表面で液体シール14を構成するダクト13中で金属ストリップ1を連続的に展開し、ダクト13内に配置されてそれぞれその下部でダクト13を延ばす内壁を含む2つのオーバーフロー区画25、29内に、液体シール14の表面からの液体金属の自然流を作り、区画の金属液体のレベルを液体シール14表面の下方のレベルに維持する。
(もっと読む)
溶融亜鉛めっき鋼板及びその製造方法
GA鋼板製造との併用を考慮して、低Al浴組成で、良好な外観、耐黒変性と優れた加工性とを兼ね備えた溶融亜鉛めっき鋼板、及びその製造方法を提供する。
鋼板を溶融めっき浴に浸漬し引き上げて鋼板表面にめっき皮膜を付着させるめっき工程と、めっき工程に引き続きめっき皮膜の付着量を調整する付着量調整工程と、付着量調整工程の後にめっき皮膜を凝固させる皮膜凝固工程とを含む、溶融亜鉛めっき鋼板の製造方法において、めっき浴中でのAl濃度、Si濃度を、それぞれ0.13〜0.3%、5〜150ppmとするとともに、めっき浴の浴温を450〜480℃、めっき浴に侵入する鋼板の侵入材温を浴温±20℃以内とする。
(もっと読む)
41 - 46 / 46
[ Back to top ]