
溶融めっき金属帯の製造装置及び製造方法
【課題】ガスワイピングノズル付きの溶融めっき金属帯の製造装置及び製造方法において、ガスワイピングノズルの目詰まりを除去し、また、目詰まりを防止する装置及び方法を提供することを目的とする。
【解決手段】金属帯10に付着した溶融金属を払拭するガスワイピングノズル21が配設され、ガスワイピングノズル21は、一端がノズルギャップをなして対向する上リップ22および下リップ23からなり、上リップ22と下リップ23との間のノズルギャップ開度を調整するための複数個の歪誘起型アクチュエータ24が配設され、その複数の歪誘起型アクチュエータ24の内の1個の歪誘起型アクチュエータ24eには、電圧の印可をしないときにガスワイピングノズルの伸縮変形によって発生した電圧を測定するための電圧信号線26が配設されていることを特徴とする溶融めっき金属帯の製造装置。
【解決手段】金属帯10に付着した溶融金属を払拭するガスワイピングノズル21が配設され、ガスワイピングノズル21は、一端がノズルギャップをなして対向する上リップ22および下リップ23からなり、上リップ22と下リップ23との間のノズルギャップ開度を調整するための複数個の歪誘起型アクチュエータ24が配設され、その複数の歪誘起型アクチュエータ24の内の1個の歪誘起型アクチュエータ24eには、電圧の印可をしないときにガスワイピングノズルの伸縮変形によって発生した電圧を測定するための電圧信号線26が配設されていることを特徴とする溶融めっき金属帯の製造装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガスワイピングノズル付きの溶融めっき金属帯の製造装置及び製造方法に関するものである。
【背景技術】
【0002】
鋼帯などの金属帯を連続してめっきする方法として、金属帯を亜鉛、アルミニウム等の溶融金属中に浸漬してその金属帯の表面にめっきを施す溶融めっき法が知られている。
【0003】
溶融めっき法では、所定方法で、板厚、性能が調整された金属帯、例えば、冷間圧延プロセスにおいて圧延され、続く洗浄プロセスにおいて表面が洗浄された金属帯を、無酸化性あるいは還元性の雰囲気に保たれた焼鈍炉において表面酸化膜を除去するとともに焼鈍処理をした後、溶融金属の温度とほぼ同程度まで冷却した金属帯を、図1に示すように、スナウト17を経由させて、溶融金属浴12に設けられたシンクロール18に巻き付けて略V字形の経路で溶融金属13中を通板することで浸漬して、その表面に溶融金属13を付着させる。そして、溶融金属浴12から引き出された金属帯10に、当該金属帯10の表裏両面側から挟むように対向して配置されたガスワイピングノズル20から噴出するワイピングガスを吹き付けて過剰の溶融金属を払拭して金属付着量の調整を行う。
【0004】
この溶融めっき方法は、他のめっき方法である電気めっき方法と比較した場合、安価にめっき金属帯を製造できる、容易に厚めっきの金属帯を製造できるなど多くの特長を有している。
【0005】
ちなみに、金属帯10を溶融金属浴12中でV字形の経路で案内するシンクロール18における曲げと曲げ戻しにより、シンクロール18と反対側に幅方向凸状の反り(C反り)を発生する。このため、溶融金属浴12においてシンクロール18の後段に、このC反りを矯正するための一対のサポートロール19を配置している。この矯正により、金属帯10の形状をフラットにできれば、付着量分布はかなり均一化することができる。
【0006】
ただし、通常は、ガスワイピングノズル20に溶融金属飛沫などの異物が付着してノズルギャップに目詰まりを生じやすく、この目詰まりが生じると、ノズル幅方向のガス流量ムラができ、金属帯幅方向で付着量が不均一となってしまい、製品の品質不良(格落ち等)や歩留低下(スクラップ発生等)を招くことになる。
【0007】
この問題に対して、例えば、図2に断面図、図3に図2のA−A矢視図を示すように、ガスワイピングノズル20に歪誘起型アクチュエータ(圧電素子等)24を内蔵したギャップ可変式ガスワイピングノズル21が知られている(例えば、特許文献1参照)。
【0008】
このギャップ可変式ガスワイピングノズル21によれば、上リップ22と下リップ23の根元部間を架橋するように配設した歪誘起型アクチュエータ24をノズル幅方向(金属帯幅方向)に複数個配置し、それぞれの歪誘起型アクチュエータ24に駆動信号線25から周波数や連続/断続周期等の情報を設定して、電圧を印加して、矢示振動方向27に振動させることにより、ノズル先端が矢示振動方向28に振動し、ノズル先端に付着した異物や付着しようとした異物が振るい落とされて、目詰まりが防止される。
【特許文献1】特開2005−133208号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
上記の特許文献1に記載のギャップ可変式ガスワイピングノズル21においては、歪誘起型アクチュエータ24を用いた加振による異物の除去能力(自浄能力)を最大限にするためには、ガスワイピングノズル21の共振周波数での加振が最も効果的である。
【0010】
その場合、ガスワイピングノズル21の共振周波数を事前に測定しておき、その周波数で歪誘起型アクチュエータ24を振動させて加振することになるが、ガスワイピングノズル21の経年変化(取り付けボルトの緩み等)や操業条件の変更(ワイピングガス圧力の変更等)によって、操業中のガスワイピングノズル21の共振周波数が事前の測定値から変化し、期待通りの異物振り落とし効果・目詰まり防止効果が得られない場合がある。
【0011】
操業中のガスワイピングノズル21の共振周波数を直接測定する方法としては、ワイピングノズル21への振動センサ(加速度センサ)の貼り付けが考えられるが、溶融金属浴12の直上で使用されることから、高温による故障の可能性を抱え、しかも故障時のメンテナンスはほぼ不可能である。
【0012】
本発明は、ガスワイピングノズル付きの溶融めっき金属帯の製造装置及び製造方法において、ガスワイピングノズルの目詰まりを除去し、また、目詰まりを防止する装置及び方法を提供することを目的とするものである。
【課題を解決するための手段】
【0013】
上記課題を解決するために、本発明者は、歪誘起型アクチュエータが配設されたガスワイピングノズルの操業中の共振周波数を、新たに振動センサ等を設置することなく捕捉する方法を鋭意検討した。その結果、ガスワイピングノズルに配設されている歪誘起型アクチュエータ自体を振動センサとして用いることを想到した。
【0014】
すなわち、歪誘起型アクチュエータ(圧電素子等)は、電圧が印加されるとそれ自体が伸縮するが、他から伸縮等の変位を受けると、その変位量に応じた電圧を発生する特性を持つ。そこで、この特性を利用することにし、歪誘起型アクチュエータに電圧を印可してその歪誘起型アクチュエータを振動・変位させてガスワイピングノズルを振動させる際に、この中の1台のアクチュエータには通電しない(以下、そのアクチュエータを無通電アクチュエータと呼ぶ)でおけば、その無通電アクチュエータはガスワイピングノズルから受けた振動(変位)を電圧に変換する。したがって、通電アクチュエータの振動周波数(正弦波電圧等の周波数)を変化させて、その際の無通電アクチュエータの電圧を測定すれば、電圧が極大となる電圧を発する周波数が共振周波数ということになる。
【0015】
本発明は、上記のような考えに基づいてなされたものであり、以下のような特徴を有している。
【0016】
[1]金属帯に溶融めっきを施す装置であって、金属帯に付着した溶融金属を払拭するガスワイピングノズルが配設され、前記ガスワイピングノズルは、一端がノズルギャップをなして対向する上リップおよび下リップからなり、前記上リップと前記下リップとの間のノズルギャップ開度を調整するための複数個の歪誘起型アクチュエータが配設され、前記歪誘起型アクチュエータの内の1個以上には、電圧の印可をしないときにガスワイピングノズルの伸縮変形によって発生した電圧を測定するための装置が配設されていることを特徴とする溶融めっき金属帯の製造装置。
【0017】
[2]金属帯に溶融めっきを施す装置であって、金属帯に付着した溶融金属を払拭するガスワイピングノズルが配設され、前記ガスワイピングノズルは、一端がノズルギャップをなして対向する上リップおよび下リップからなり、前記上リップと前記下リップとの間のノズルギャップ開度を調整するための複数個の歪誘起型アクチュエータが配設され、前記歪誘起型アクチュエータの内の1個以上には、電圧の印可をしないときにガスワイピングノズルの伸縮変形によって発生した電圧を測定するための装置が配設され、前記発生した電圧値に応じて歪誘起型アクチュエータの電圧印可時の周波数を制御する制御装置が配設されていることを特徴とする溶融めっき金属帯の製造装置。
【0018】
[3]金属帯に付着した溶融金属をガスワイピングノズルにて払拭する溶融めっき金属帯の製造方法であって、前記ガスワイピングノズルは、一端がノズルギャップをなして対向する上リップおよび下リップからなり、前記上リップと前記下リップとの間のノズルギャップ開度を調整するための複数個の歪誘起型アクチュエータが配設され、前記歪誘起型アクチュエータの内の1個以上には電圧を印可して共振周波数で振動させ、前記歪誘起型アクチュエータの内の1個以上には電圧を印可せずに、ガスワイピングノズルの伸縮変形によって発生した電圧を測定するための装置が配設され、前記発生した電圧値に応じて歪誘起型アクチュエータの電圧印可時の周波数を制御することを特徴とする溶融めっき金属帯の製造方法。
【発明の効果】
【0019】
本発明においては、歪誘起型アクチュエータを、振動させるための機能だけでなく、振動が的確に行われているか否かを確認するためのセンサとして利用しているので、加速度センサなどの新たな設置をすることなく、歪誘起型アクチュエータでの加振による異物振り落とし効果を最大限発揮させることができ、ガスワイピングノズルの目詰まりを的確に防止することができる。その結果、ガスワイピングノズルの目詰まりによる品質不良や歩留低下を抑止することが可能となる。
【発明を実施するための最良の形態】
【0020】
本発明の一実施形態を図面に基づいて説明する。
【0021】
この実施形態において適用対象としているのは、前述の図1に示した金属帯の溶融めっきラインである。この金属帯の溶融めっきラインでは、金属帯10を溶融金属浴12に設けられたシンクロール18に巻き付けて略V字形の経路で溶融金属13中を通板することで浸漬して、その表面に溶融金属13を付着させる。そして、溶融金属浴12から引き出された金属帯10に、当該金属帯10の表裏両面側から挟むように対向して配置されたガスワイピングノズル20から噴射するワイピングガスを吹き付けて過剰の溶融金属を払拭して金属付着量の調整を行う。
【0022】
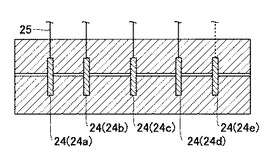
そして、この実施形態においては、ガスワイピングノズル20として、前述の図2、図3に示したギャップ可変式ガスワイピングノズル21を用いる。このギャップ可変式ガスワイピングノズル21は、上リップ22と下リップ23の根元部間を架橋するように配設した歪誘起型アクチュエータ(積層型圧電アクチュエータ)24をノズル幅方向に複数個配置し(図3では、一例として5個)、1個以上(図3では、一例として5個)の歪誘起型アクチュエータ24に駆動信号線25から駆動電圧(正弦波電圧等)を印加して、歪誘起型アクチュエータ24を振動させることができるようになっている。また、1個以上(図3では、一例として1個)の歪誘起型アクチュエータ24には、電圧信号線26(図4)が配設され、ガスワイピングノズルから受けた振動などの変位により発生した電圧を測定出来るようになっている。電圧信号線26を配設された歪誘起型アクチュエータは、駆動信号線25でアクチュエータ駆動回路部32(図4)と接続されていても接続されていなくてもどちらでもよい。電圧信号線26をそなえる歪誘起型アクチュエータは、幅方向のどの位置に設置されていてもよく、個数も1個以上であれば特に制限するものではない。
【0023】
このような装置を用い、溶融めっき金属帯を製造する方法としては、複数(図3では、一例として5個)の歪誘起型アクチュエータ24(24a〜24e)の内の1個以上(図3では、一例として4個)の歪誘起型アクチュエータ24(24a〜24d)に電圧を印可して振動させるとともに、それ以外の1個以上(図3では一例として1個)の歪誘起型アクチュエータ24(24e)には電圧を印可せず、ガスワイピングノズルの振動から受けた変位によって発生した電圧を電圧信号線26から測定し、その値を振動が確実に行われているかどうかの確認値として用い、必要に応じてその値が大きくなるようにアクチュエータ駆動回路部32の値を調整することができる。
【0024】
歪誘起型アクチュエータは、共振周波数での駆動で最も効果的に振動させることができるが、共振周波数は、その他の条件などで微妙に変化する。そこで、アクチュエータ駆動回路部32での設定値は、図5に示すように、予め、周波数を変更した時の発生電圧を測定しておき、できるだけ電圧の高い周波数(例えば、図5で○をつけたような発生電圧が極大を示すときの周波数)を選定することが好ましい。しかしながら、発生電圧が極大を示すときの周波数で操業していても、各種の条件によって若干ずれてくる場合があるため、前述のように、電圧を印可しない歪誘起型アクチュエータで発生する電圧を測定しておき、電圧値が設定値より小さくなった場合には、アクチュエータ駆動回路部32での周波数設定値を設定値近傍で変更していき、電圧を印可しない歪誘起型アクチュエータで発生する電圧値が設定した値より大きくなるように再設定すればよい。
【0025】
このような構成とすることで、歪誘起型アクチュエータを確実に伸縮させ、ガスワイピングノズル21を確実に振動させることが可能となり、ノズル先端に付着した異物や付着しようとした異物をふるい落として目詰まりを防止することが可能となる。
【0026】
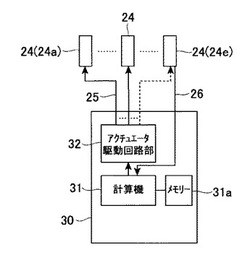
詳説すると、図4は、この実施形態における制御ブロック図を示しており、ノズル制御部30が、歪誘起型アクチュエータ24の駆動等を制御するための計算機31と、計算機31用のメモリー31aと、歪誘起型アクチュエータ24に電圧印加(通電)して駆動させるためのアクチュエータ駆動回路部32とを備えている。また、歪誘起型アクチュエータ24の1個以上がアクチュエータ駆動回路部32と駆動信号線25を介して接続しているとともに、その内の1個以上の歪誘起型アクチュエータ24(図4では一例として24e)と計算機31の間には電圧信号線26が配され、発生した電圧が測定出来るようになっている。以上のような、歪誘起型アクチュエータへの電圧印可によるガスワイピングノズルの振動は、異物の除去と異物付着の防止を兼ねているので、常時行うことが最も効果的であるが、必要なときのみ行ってもよい。また、歪誘起型アクチュエータへの電圧印可時には、適切に振動しているかどうかを判断するために電圧を印可しない歪誘起型アクチュエータを設けて発生する電圧を測定することを常時行うことが最も効果的であるが、必要なときのみに電圧を印可しない歪誘起型アクチュエータから発生する電圧を測定してもよい。例えば、歪誘起型アクチュエータ24への印可時に、ガスワイピングノズル21の共振周波数の変化が予測されるような操業条件の変化を生じた場合(例えば、ラインの休止後再稼動時やワイピングガスの圧力変更時)に、計算機31から予め設定された周波数範囲での正弦波スイープの指示がアクチュエータ駆動回路部32に出されるように設定しておき、その際、電圧を印可しない歪誘起型アクチュエータ24を1個以上設け、ワイピングノズル21の振動によって電圧を印可していない歪誘起型アクチュエータ24(24e)に発生する電圧を電圧信号線26を介して計算機31に取り込み、その発生電圧を連続測定する。この連続測定電圧データのうちで電圧が予め設定した電圧値以上になる周波数(すなわち、所望以上のワイピングノズル21の振幅となる周波数)を共振周波数としてメモリー31aに記憶し、その周波数で振動させるように条件変更を行うように設定すればよい。
【0027】
なお、再び、ガスワイピングノズル21の共振周波数の変化が予測される操業条件の変化を生じた場合は、上記をその都度実施すればよい。
【0028】
ここで、図5(a)は、他の歪誘起型アクチュエータ24a〜24dによるワイピングノズル21の振動によって歪誘起型アクチュエータ24eに発生した電圧データの一例を示すものである。一方、図5(b)は、その際のワイピングノズル21の振幅を、別途ワイピングノズル21に振動センサ(加速度センサ)を取り付けて測定したものである。
【0029】
図5(a)の電圧データと図5(b)の振幅データを対比すれば、その極大値(ピーク値)が生じる周波数が一致しており、歪誘起型アクチュエータ24nの発生電圧によって、ワイピングノズル21の共振周波数を的確に捕捉できることを示している。
【0030】
ちなみに、どの歪誘起型アクチュエータを駆動させて、どの歪誘起型アクチュエータの発生電圧を測定するかは適宜定めればよい。最小限、1個の歪誘起型アクチュエータを駆動させて、1個の歪誘起型アクチュエータの発生電圧を測定すればよく、複数の歪誘起型アクチュエータを駆動させて、複数の歪誘起型アクチュエータの発生電圧を測定するようにしてもよい。
【0031】
このようにして、この実施形態においては、歪誘起型アクチュエータ24の特性を利用して予めガスワイピングノズル21の共振周波数を捕捉しておき、この捕捉した共振周波数を含めたその近傍の周波数で歪誘起型アクチュエータ24を振動させるようにしているので、歪誘起型アクチュエータ24での加振による異物振り落とし効果を最大限発揮させることができ、ガスワイピングノズル21の目詰まりを的確に除去および/または防止することができる。その結果、ガスワイピングノズル21の目詰まりによる品質不良や歩留低下を抑止することが可能となる。
【図面の簡単な説明】
【0032】
【図1】金属帯の溶融めっきラインを示す図である。
【図2】本発明の一実施形態において用いるガスワイピングノズルを示す図である。
【図3】本発明の一実施形態において用いるガスワイピングノズルを示す図である。
【図4】本発明の一実施形態における制御ブロック図である。
【図5】歪誘起型アクチュエータの発生電圧データと振動センサの振幅測定データを対比した図である。
【符号の説明】
【0033】
10 金属帯
12 溶融金属浴
13 溶融金属
17 スナウト
18 シンクロール
19 サポ−トロール
20 ガスワイピングノズル
21 ギャップ可変式ガスワイピングノズル
22 上リップ
23 下リップ
24、24a〜24e 歪誘起型アクチュエータ
25 駆動信号線
26 電圧信号線
27 振動方向
28 振動方向
30 ノズル制御部
31 計算機
31a メモリー
32 アクチュエータ駆動回路部
【技術分野】
【0001】
本発明は、ガスワイピングノズル付きの溶融めっき金属帯の製造装置及び製造方法に関するものである。
【背景技術】
【0002】
鋼帯などの金属帯を連続してめっきする方法として、金属帯を亜鉛、アルミニウム等の溶融金属中に浸漬してその金属帯の表面にめっきを施す溶融めっき法が知られている。
【0003】
溶融めっき法では、所定方法で、板厚、性能が調整された金属帯、例えば、冷間圧延プロセスにおいて圧延され、続く洗浄プロセスにおいて表面が洗浄された金属帯を、無酸化性あるいは還元性の雰囲気に保たれた焼鈍炉において表面酸化膜を除去するとともに焼鈍処理をした後、溶融金属の温度とほぼ同程度まで冷却した金属帯を、図1に示すように、スナウト17を経由させて、溶融金属浴12に設けられたシンクロール18に巻き付けて略V字形の経路で溶融金属13中を通板することで浸漬して、その表面に溶融金属13を付着させる。そして、溶融金属浴12から引き出された金属帯10に、当該金属帯10の表裏両面側から挟むように対向して配置されたガスワイピングノズル20から噴出するワイピングガスを吹き付けて過剰の溶融金属を払拭して金属付着量の調整を行う。
【0004】
この溶融めっき方法は、他のめっき方法である電気めっき方法と比較した場合、安価にめっき金属帯を製造できる、容易に厚めっきの金属帯を製造できるなど多くの特長を有している。
【0005】
ちなみに、金属帯10を溶融金属浴12中でV字形の経路で案内するシンクロール18における曲げと曲げ戻しにより、シンクロール18と反対側に幅方向凸状の反り(C反り)を発生する。このため、溶融金属浴12においてシンクロール18の後段に、このC反りを矯正するための一対のサポートロール19を配置している。この矯正により、金属帯10の形状をフラットにできれば、付着量分布はかなり均一化することができる。
【0006】
ただし、通常は、ガスワイピングノズル20に溶融金属飛沫などの異物が付着してノズルギャップに目詰まりを生じやすく、この目詰まりが生じると、ノズル幅方向のガス流量ムラができ、金属帯幅方向で付着量が不均一となってしまい、製品の品質不良(格落ち等)や歩留低下(スクラップ発生等)を招くことになる。
【0007】
この問題に対して、例えば、図2に断面図、図3に図2のA−A矢視図を示すように、ガスワイピングノズル20に歪誘起型アクチュエータ(圧電素子等)24を内蔵したギャップ可変式ガスワイピングノズル21が知られている(例えば、特許文献1参照)。
【0008】
このギャップ可変式ガスワイピングノズル21によれば、上リップ22と下リップ23の根元部間を架橋するように配設した歪誘起型アクチュエータ24をノズル幅方向(金属帯幅方向)に複数個配置し、それぞれの歪誘起型アクチュエータ24に駆動信号線25から周波数や連続/断続周期等の情報を設定して、電圧を印加して、矢示振動方向27に振動させることにより、ノズル先端が矢示振動方向28に振動し、ノズル先端に付着した異物や付着しようとした異物が振るい落とされて、目詰まりが防止される。
【特許文献1】特開2005−133208号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
上記の特許文献1に記載のギャップ可変式ガスワイピングノズル21においては、歪誘起型アクチュエータ24を用いた加振による異物の除去能力(自浄能力)を最大限にするためには、ガスワイピングノズル21の共振周波数での加振が最も効果的である。
【0010】
その場合、ガスワイピングノズル21の共振周波数を事前に測定しておき、その周波数で歪誘起型アクチュエータ24を振動させて加振することになるが、ガスワイピングノズル21の経年変化(取り付けボルトの緩み等)や操業条件の変更(ワイピングガス圧力の変更等)によって、操業中のガスワイピングノズル21の共振周波数が事前の測定値から変化し、期待通りの異物振り落とし効果・目詰まり防止効果が得られない場合がある。
【0011】
操業中のガスワイピングノズル21の共振周波数を直接測定する方法としては、ワイピングノズル21への振動センサ(加速度センサ)の貼り付けが考えられるが、溶融金属浴12の直上で使用されることから、高温による故障の可能性を抱え、しかも故障時のメンテナンスはほぼ不可能である。
【0012】
本発明は、ガスワイピングノズル付きの溶融めっき金属帯の製造装置及び製造方法において、ガスワイピングノズルの目詰まりを除去し、また、目詰まりを防止する装置及び方法を提供することを目的とするものである。
【課題を解決するための手段】
【0013】
上記課題を解決するために、本発明者は、歪誘起型アクチュエータが配設されたガスワイピングノズルの操業中の共振周波数を、新たに振動センサ等を設置することなく捕捉する方法を鋭意検討した。その結果、ガスワイピングノズルに配設されている歪誘起型アクチュエータ自体を振動センサとして用いることを想到した。
【0014】
すなわち、歪誘起型アクチュエータ(圧電素子等)は、電圧が印加されるとそれ自体が伸縮するが、他から伸縮等の変位を受けると、その変位量に応じた電圧を発生する特性を持つ。そこで、この特性を利用することにし、歪誘起型アクチュエータに電圧を印可してその歪誘起型アクチュエータを振動・変位させてガスワイピングノズルを振動させる際に、この中の1台のアクチュエータには通電しない(以下、そのアクチュエータを無通電アクチュエータと呼ぶ)でおけば、その無通電アクチュエータはガスワイピングノズルから受けた振動(変位)を電圧に変換する。したがって、通電アクチュエータの振動周波数(正弦波電圧等の周波数)を変化させて、その際の無通電アクチュエータの電圧を測定すれば、電圧が極大となる電圧を発する周波数が共振周波数ということになる。
【0015】
本発明は、上記のような考えに基づいてなされたものであり、以下のような特徴を有している。
【0016】
[1]金属帯に溶融めっきを施す装置であって、金属帯に付着した溶融金属を払拭するガスワイピングノズルが配設され、前記ガスワイピングノズルは、一端がノズルギャップをなして対向する上リップおよび下リップからなり、前記上リップと前記下リップとの間のノズルギャップ開度を調整するための複数個の歪誘起型アクチュエータが配設され、前記歪誘起型アクチュエータの内の1個以上には、電圧の印可をしないときにガスワイピングノズルの伸縮変形によって発生した電圧を測定するための装置が配設されていることを特徴とする溶融めっき金属帯の製造装置。
【0017】
[2]金属帯に溶融めっきを施す装置であって、金属帯に付着した溶融金属を払拭するガスワイピングノズルが配設され、前記ガスワイピングノズルは、一端がノズルギャップをなして対向する上リップおよび下リップからなり、前記上リップと前記下リップとの間のノズルギャップ開度を調整するための複数個の歪誘起型アクチュエータが配設され、前記歪誘起型アクチュエータの内の1個以上には、電圧の印可をしないときにガスワイピングノズルの伸縮変形によって発生した電圧を測定するための装置が配設され、前記発生した電圧値に応じて歪誘起型アクチュエータの電圧印可時の周波数を制御する制御装置が配設されていることを特徴とする溶融めっき金属帯の製造装置。
【0018】
[3]金属帯に付着した溶融金属をガスワイピングノズルにて払拭する溶融めっき金属帯の製造方法であって、前記ガスワイピングノズルは、一端がノズルギャップをなして対向する上リップおよび下リップからなり、前記上リップと前記下リップとの間のノズルギャップ開度を調整するための複数個の歪誘起型アクチュエータが配設され、前記歪誘起型アクチュエータの内の1個以上には電圧を印可して共振周波数で振動させ、前記歪誘起型アクチュエータの内の1個以上には電圧を印可せずに、ガスワイピングノズルの伸縮変形によって発生した電圧を測定するための装置が配設され、前記発生した電圧値に応じて歪誘起型アクチュエータの電圧印可時の周波数を制御することを特徴とする溶融めっき金属帯の製造方法。
【発明の効果】
【0019】
本発明においては、歪誘起型アクチュエータを、振動させるための機能だけでなく、振動が的確に行われているか否かを確認するためのセンサとして利用しているので、加速度センサなどの新たな設置をすることなく、歪誘起型アクチュエータでの加振による異物振り落とし効果を最大限発揮させることができ、ガスワイピングノズルの目詰まりを的確に防止することができる。その結果、ガスワイピングノズルの目詰まりによる品質不良や歩留低下を抑止することが可能となる。
【発明を実施するための最良の形態】
【0020】
本発明の一実施形態を図面に基づいて説明する。
【0021】
この実施形態において適用対象としているのは、前述の図1に示した金属帯の溶融めっきラインである。この金属帯の溶融めっきラインでは、金属帯10を溶融金属浴12に設けられたシンクロール18に巻き付けて略V字形の経路で溶融金属13中を通板することで浸漬して、その表面に溶融金属13を付着させる。そして、溶融金属浴12から引き出された金属帯10に、当該金属帯10の表裏両面側から挟むように対向して配置されたガスワイピングノズル20から噴射するワイピングガスを吹き付けて過剰の溶融金属を払拭して金属付着量の調整を行う。
【0022】
そして、この実施形態においては、ガスワイピングノズル20として、前述の図2、図3に示したギャップ可変式ガスワイピングノズル21を用いる。このギャップ可変式ガスワイピングノズル21は、上リップ22と下リップ23の根元部間を架橋するように配設した歪誘起型アクチュエータ(積層型圧電アクチュエータ)24をノズル幅方向に複数個配置し(図3では、一例として5個)、1個以上(図3では、一例として5個)の歪誘起型アクチュエータ24に駆動信号線25から駆動電圧(正弦波電圧等)を印加して、歪誘起型アクチュエータ24を振動させることができるようになっている。また、1個以上(図3では、一例として1個)の歪誘起型アクチュエータ24には、電圧信号線26(図4)が配設され、ガスワイピングノズルから受けた振動などの変位により発生した電圧を測定出来るようになっている。電圧信号線26を配設された歪誘起型アクチュエータは、駆動信号線25でアクチュエータ駆動回路部32(図4)と接続されていても接続されていなくてもどちらでもよい。電圧信号線26をそなえる歪誘起型アクチュエータは、幅方向のどの位置に設置されていてもよく、個数も1個以上であれば特に制限するものではない。
【0023】
このような装置を用い、溶融めっき金属帯を製造する方法としては、複数(図3では、一例として5個)の歪誘起型アクチュエータ24(24a〜24e)の内の1個以上(図3では、一例として4個)の歪誘起型アクチュエータ24(24a〜24d)に電圧を印可して振動させるとともに、それ以外の1個以上(図3では一例として1個)の歪誘起型アクチュエータ24(24e)には電圧を印可せず、ガスワイピングノズルの振動から受けた変位によって発生した電圧を電圧信号線26から測定し、その値を振動が確実に行われているかどうかの確認値として用い、必要に応じてその値が大きくなるようにアクチュエータ駆動回路部32の値を調整することができる。
【0024】
歪誘起型アクチュエータは、共振周波数での駆動で最も効果的に振動させることができるが、共振周波数は、その他の条件などで微妙に変化する。そこで、アクチュエータ駆動回路部32での設定値は、図5に示すように、予め、周波数を変更した時の発生電圧を測定しておき、できるだけ電圧の高い周波数(例えば、図5で○をつけたような発生電圧が極大を示すときの周波数)を選定することが好ましい。しかしながら、発生電圧が極大を示すときの周波数で操業していても、各種の条件によって若干ずれてくる場合があるため、前述のように、電圧を印可しない歪誘起型アクチュエータで発生する電圧を測定しておき、電圧値が設定値より小さくなった場合には、アクチュエータ駆動回路部32での周波数設定値を設定値近傍で変更していき、電圧を印可しない歪誘起型アクチュエータで発生する電圧値が設定した値より大きくなるように再設定すればよい。
【0025】
このような構成とすることで、歪誘起型アクチュエータを確実に伸縮させ、ガスワイピングノズル21を確実に振動させることが可能となり、ノズル先端に付着した異物や付着しようとした異物をふるい落として目詰まりを防止することが可能となる。
【0026】
詳説すると、図4は、この実施形態における制御ブロック図を示しており、ノズル制御部30が、歪誘起型アクチュエータ24の駆動等を制御するための計算機31と、計算機31用のメモリー31aと、歪誘起型アクチュエータ24に電圧印加(通電)して駆動させるためのアクチュエータ駆動回路部32とを備えている。また、歪誘起型アクチュエータ24の1個以上がアクチュエータ駆動回路部32と駆動信号線25を介して接続しているとともに、その内の1個以上の歪誘起型アクチュエータ24(図4では一例として24e)と計算機31の間には電圧信号線26が配され、発生した電圧が測定出来るようになっている。以上のような、歪誘起型アクチュエータへの電圧印可によるガスワイピングノズルの振動は、異物の除去と異物付着の防止を兼ねているので、常時行うことが最も効果的であるが、必要なときのみ行ってもよい。また、歪誘起型アクチュエータへの電圧印可時には、適切に振動しているかどうかを判断するために電圧を印可しない歪誘起型アクチュエータを設けて発生する電圧を測定することを常時行うことが最も効果的であるが、必要なときのみに電圧を印可しない歪誘起型アクチュエータから発生する電圧を測定してもよい。例えば、歪誘起型アクチュエータ24への印可時に、ガスワイピングノズル21の共振周波数の変化が予測されるような操業条件の変化を生じた場合(例えば、ラインの休止後再稼動時やワイピングガスの圧力変更時)に、計算機31から予め設定された周波数範囲での正弦波スイープの指示がアクチュエータ駆動回路部32に出されるように設定しておき、その際、電圧を印可しない歪誘起型アクチュエータ24を1個以上設け、ワイピングノズル21の振動によって電圧を印可していない歪誘起型アクチュエータ24(24e)に発生する電圧を電圧信号線26を介して計算機31に取り込み、その発生電圧を連続測定する。この連続測定電圧データのうちで電圧が予め設定した電圧値以上になる周波数(すなわち、所望以上のワイピングノズル21の振幅となる周波数)を共振周波数としてメモリー31aに記憶し、その周波数で振動させるように条件変更を行うように設定すればよい。
【0027】
なお、再び、ガスワイピングノズル21の共振周波数の変化が予測される操業条件の変化を生じた場合は、上記をその都度実施すればよい。
【0028】
ここで、図5(a)は、他の歪誘起型アクチュエータ24a〜24dによるワイピングノズル21の振動によって歪誘起型アクチュエータ24eに発生した電圧データの一例を示すものである。一方、図5(b)は、その際のワイピングノズル21の振幅を、別途ワイピングノズル21に振動センサ(加速度センサ)を取り付けて測定したものである。
【0029】
図5(a)の電圧データと図5(b)の振幅データを対比すれば、その極大値(ピーク値)が生じる周波数が一致しており、歪誘起型アクチュエータ24nの発生電圧によって、ワイピングノズル21の共振周波数を的確に捕捉できることを示している。
【0030】
ちなみに、どの歪誘起型アクチュエータを駆動させて、どの歪誘起型アクチュエータの発生電圧を測定するかは適宜定めればよい。最小限、1個の歪誘起型アクチュエータを駆動させて、1個の歪誘起型アクチュエータの発生電圧を測定すればよく、複数の歪誘起型アクチュエータを駆動させて、複数の歪誘起型アクチュエータの発生電圧を測定するようにしてもよい。
【0031】
このようにして、この実施形態においては、歪誘起型アクチュエータ24の特性を利用して予めガスワイピングノズル21の共振周波数を捕捉しておき、この捕捉した共振周波数を含めたその近傍の周波数で歪誘起型アクチュエータ24を振動させるようにしているので、歪誘起型アクチュエータ24での加振による異物振り落とし効果を最大限発揮させることができ、ガスワイピングノズル21の目詰まりを的確に除去および/または防止することができる。その結果、ガスワイピングノズル21の目詰まりによる品質不良や歩留低下を抑止することが可能となる。
【図面の簡単な説明】
【0032】
【図1】金属帯の溶融めっきラインを示す図である。
【図2】本発明の一実施形態において用いるガスワイピングノズルを示す図である。
【図3】本発明の一実施形態において用いるガスワイピングノズルを示す図である。
【図4】本発明の一実施形態における制御ブロック図である。
【図5】歪誘起型アクチュエータの発生電圧データと振動センサの振幅測定データを対比した図である。
【符号の説明】
【0033】
10 金属帯
12 溶融金属浴
13 溶融金属
17 スナウト
18 シンクロール
19 サポ−トロール
20 ガスワイピングノズル
21 ギャップ可変式ガスワイピングノズル
22 上リップ
23 下リップ
24、24a〜24e 歪誘起型アクチュエータ
25 駆動信号線
26 電圧信号線
27 振動方向
28 振動方向
30 ノズル制御部
31 計算機
31a メモリー
32 アクチュエータ駆動回路部
【特許請求の範囲】
【請求項1】
金属帯に溶融めっきを施す装置であって、金属帯に付着した溶融金属を払拭するガスワイピングノズルが配設され、前記ガスワイピングノズルは、一端がノズルギャップをなして対向する上リップおよび下リップからなり、前記上リップと前記下リップとの間のノズルギャップ開度を調整するための複数個の歪誘起型アクチュエータが配設され、前記歪誘起型アクチュエータの内の1個以上には、電圧の印可をしないときにガスワイピングノズルの伸縮変形によって発生した電圧を測定するための装置が配設されていることを特徴とする溶融めっき金属帯の製造装置。
【請求項2】
金属帯に溶融めっきを施す装置であって、金属帯に付着した溶融金属を払拭するガスワイピングノズルが配設され、前記ガスワイピングノズルは、一端がノズルギャップをなして対向する上リップおよび下リップからなり、前記上リップと前記下リップとの間のノズルギャップ開度を調整するための複数個の歪誘起型アクチュエータが配設され、前記歪誘起型アクチュエータの内の1個以上には、電圧の印可をしないときにガスワイピングノズルの伸縮変形によって発生した電圧を測定するための装置が配設され、前記発生した電圧値に応じて歪誘起型アクチュエータの電圧印可時の周波数を制御する制御装置が配設されていることを特徴とする溶融めっき金属帯の製造装置。
【請求項3】
金属帯に付着した溶融金属をガスワイピングノズルにて払拭する溶融めっき金属帯の製造方法であって、前記ガスワイピングノズルは、一端がノズルギャップをなして対向する上リップおよび下リップからなり、前記上リップと前記下リップとの間のノズルギャップ開度を調整するための複数個の歪誘起型アクチュエータが配設され、前記歪誘起型アクチュエータの内の1個以上には電圧を印可して共振周波数で振動させ、前記歪誘起型アクチュエータの内の1個以上には電圧を印可せずに、ガスワイピングノズルの伸縮変形によって発生した電圧を測定するための装置が配設され、前記発生した電圧値に応じて歪誘起型アクチュエータの電圧印可時の周波数を制御することを特徴とする溶融めっき金属帯の製造方法。
【請求項1】
金属帯に溶融めっきを施す装置であって、金属帯に付着した溶融金属を払拭するガスワイピングノズルが配設され、前記ガスワイピングノズルは、一端がノズルギャップをなして対向する上リップおよび下リップからなり、前記上リップと前記下リップとの間のノズルギャップ開度を調整するための複数個の歪誘起型アクチュエータが配設され、前記歪誘起型アクチュエータの内の1個以上には、電圧の印可をしないときにガスワイピングノズルの伸縮変形によって発生した電圧を測定するための装置が配設されていることを特徴とする溶融めっき金属帯の製造装置。
【請求項2】
金属帯に溶融めっきを施す装置であって、金属帯に付着した溶融金属を払拭するガスワイピングノズルが配設され、前記ガスワイピングノズルは、一端がノズルギャップをなして対向する上リップおよび下リップからなり、前記上リップと前記下リップとの間のノズルギャップ開度を調整するための複数個の歪誘起型アクチュエータが配設され、前記歪誘起型アクチュエータの内の1個以上には、電圧の印可をしないときにガスワイピングノズルの伸縮変形によって発生した電圧を測定するための装置が配設され、前記発生した電圧値に応じて歪誘起型アクチュエータの電圧印可時の周波数を制御する制御装置が配設されていることを特徴とする溶融めっき金属帯の製造装置。
【請求項3】
金属帯に付着した溶融金属をガスワイピングノズルにて払拭する溶融めっき金属帯の製造方法であって、前記ガスワイピングノズルは、一端がノズルギャップをなして対向する上リップおよび下リップからなり、前記上リップと前記下リップとの間のノズルギャップ開度を調整するための複数個の歪誘起型アクチュエータが配設され、前記歪誘起型アクチュエータの内の1個以上には電圧を印可して共振周波数で振動させ、前記歪誘起型アクチュエータの内の1個以上には電圧を印可せずに、ガスワイピングノズルの伸縮変形によって発生した電圧を測定するための装置が配設され、前記発生した電圧値に応じて歪誘起型アクチュエータの電圧印可時の周波数を制御することを特徴とする溶融めっき金属帯の製造方法。
【図1】



【図2】

【図3】
【図4】

【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2009−144212(P2009−144212A)
【公開日】平成21年7月2日(2009.7.2)
【国際特許分類】
【出願番号】特願2007−324108(P2007−324108)
【出願日】平成19年12月17日(2007.12.17)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成21年7月2日(2009.7.2)
【国際特許分類】
【出願日】平成19年12月17日(2007.12.17)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]