
Fターム[4K027AE17]の内容
溶融金属による被覆 (10,875) | 制御・管理・検出・計測類の内容 (1,613) | メッキ基材、メッキ済み材に対するもの (317) | 走行帯材の幅方向の平担、湾曲度 (27)
Fターム[4K027AE17]に分類される特許
1 - 20 / 27
電磁制振装置、電磁制振制御プログラム
【課題】厚み方向に湾曲した状態で幅方向に蛇行して走行する鋼板の振動を適切に抑制することが可能な電磁制振装置を提供する。
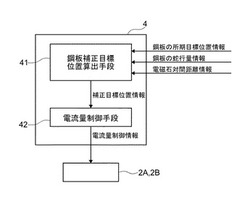
【解決手段】所定方向に走行する鋼板Sの厚み方向に対向配置した電磁石2A、2Bの組である電磁石対2を鋼板Sの幅方向に複数並べ、各電磁石2A、2Bに流す電流を制御する制御部4によって各電磁石対2の電磁石2A、2B間を走行する鋼板Sの振動を抑制する電磁制振装置1であって、制御部4が、リアルタイム又は所定時間毎に入力された鋼板Sの蛇行量に基づいて各電磁石対2における鋼板Sの補正目標位置を演算して求める鋼板補正目標位置算出手段41と、各電磁石対2における鋼板Sの位置が鋼板補正目標位置算出手段41で求めた補正目標位置となるように電磁石2A、2Bに流す電流量を個別に制御する電流量制御手段42とを備えたものとした。
(もっと読む)
金属帯の制振及び位置矯正装置、および該装置を用いた溶融めっき金属帯製造方法

【課題】板厚等の操業条件の変更が生じた場合にも最適の金属帯の制振及び位置矯正を行うことのできる金属帯の制振及び位置矯正装置、および該装置を用いた溶融めっき金属帯製造方法を提供する。
【解決手段】金属帯3の片側又は両側に配置された電磁石5と、電磁石5の近傍に設置されて金属帯3の位置を非接触で検出する非接触位置センサ7と、非接触位置センサ7の情報に基づいて電磁石5の磁力を制御してオンライン走行中の前記金属帯の制振及び位置矯正を行なう制御装置9を備えた金属帯の制振及び位置矯正装置であって、電磁石5は3個以上のコイルからなるコイル群1a〜1gを備えてなり、制御装置9は、コイル群1a〜1gからコイルを選択して組み合わせることによって所定の巻数の振動制御用コイルと、振動制御用コイルよりも巻数が多い位置矯正用コイルの2系統のコイルを形成するコイル形成装置19を備えてなる。
(もっと読む)
ガスワイピング装置
【課題】電磁力により非接触で鋼板の反りを矯正中においても、鋼板の反り量を計測することのできるガスワイピング装置を提供する。
【解決手段】溶融めっき1浴中に連続した鋼板2を侵入させつつ、溶融めっき浴1中に配置したシンクロール3で鋼板2を上向きに方向転換させ、鋼板2に対して浴中ロール4a,4bを両側から接触させた後、溶融めっき1浴中から引き上げた鋼板2に対してワイピングノズル5からガスを吹きつけて余分な溶融金属を払拭するガスワイピング装置において、ワイピングノズル5の上部に、鋼板2に対して電磁力により非接触で反りを矯正させる制振装置8を設置し、制振装置8による鋼板2の弾性変形が減衰する位置に、鋼板2の位置を少なくとも3箇所以上計測可能な1つ以上の距離センサ9を設けた。
(もっと読む)
吊られた金属帯の振動の減衰および形状の制御のための方法およびシステム
本発明によれば、吊られた金属帯の振動の減衰および形状の制御のための方法が提供される。この方法は、複数の非接触のセンサ3によって金属帯1までの距離を測定して、距離測定値を供給するステップと、距離測定値にもとづいて偏向プロファイルを生成するステップと、偏向プロファイルを幾つかの基本形状I、II、III、IV、Vへと分解するステップと、複数の非接触のアクチュエータm12a、m22a、・・・、mi2a、・・・、mn2a、およびm12a’、m22a’、・・・、mi2a’、・・・、mi2a’によって偏向プロファイルを制御するステップとを含んでおり、制御するステップが、基本形状I、II、III、IV、Vの各々について、対応する力プロファイルの組合せを供給するステップを含んでいる。  (もっと読む)
(もっと読む)
ストリップの振動防止用流体圧力パッド
【課題】常に安定した支持力が得られ、ストリップの振動防止や幅方向の反りの矯正が図れるストリップの振動防止用流体圧力パッドを提供する。
【解決手段】ストリップ12の厚み方向両側に、これとは30〜75mmの間隔を有して対向配置され、ストリップ12に流体を吹付ける縦スリット13〜16及びこれに連続する横スリット17、18が形成された流体噴出し部材19を有するストリップの振動防止用流体圧力パッド10であり、縦スリット13〜16と横スリット17、18を流体噴出し部材19のストリップ12への垂直投影面内側へ30〜60度で傾斜させ、流体噴出し部材19に、最小幅のストリップ12の幅方向に流体を吹付け可能な縦スリット13〜16が、流体噴出し部材19の幅方向にその中央部を中心として2対以上設けられ、最小幅のストリップ12の幅方向に縦スリット13〜16と横スリット17、18とで囲まれる領域を3箇所以上設けた。
(もっと読む)
溶融金属めっき鋼帯の製造装置
【課題】スプラッシュの発生を低減し、表面外観に優れる溶融金属めっき鋼帯を安定して製造できる溶融金属めっき鋼帯製造設備を提供する。
【解決手段】溶融金属めっき槽から連続的に引き上げられる鋼帯(2)に対し、溶融金属めっき槽上方で鋼帯を挟んでその両面に対向配置したワイピングノズル(3)からガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造装置において、浴内サポートロール(5)上方の浴面下の鋼帯の両側に、浴内サポートロール(5)の外周面の浴面側1/4以上を覆うように形成されたロール被覆部分と、その上方に配置され鋼帯に対向するように形成された鋼帯対向部分とを備え、鋼帯対向部分がロール被覆部分の鋼帯側端部に接続されてなる第一整流板(1)と、鋼帯エッジより外側に、浴内サポートロール(5)外周の30%以上を囲む第二整流板(11)が設置されている。
(もっと読む)
溶融金属めっき設備
【課題】制振装置とガスワイピング装置及びバッフルプレートとの距離を可及的に短縮して制振装置の性能向上とバッフルプレートの位置決め精度の向上が図れる溶融金属めっき設備を提供する。
【解決手段】溶融金属ポット10から出て上方に向けて走行するストリップSの表,裏面にガスを吹き付けてめっき付着量を制御するワイピングノズル11a,11bと、ストリップSの両端部側方のガス吹付け位置にそれぞれ配設されたバッフルプレート12a,12bと、ワイピングノズルよりストリップ走行方向下流側に配設されてストリップSの表,裏面に電磁力を作用させてストリップSの位置制御を行う制振装置13a,13bと、を備えた溶融金属メッキ設備において、前記制振装置13a,13bに前記バッフルプレート12a,12bを一体的に組み付けた。
(もっと読む)
溶融金属めっき鋼帯製造装置
【課題】ガスワイピング工程でのスプラッシュの発生を低減し、表面外観に優れる溶融金属めっき鋼帯製造装置を提供する。
【解決手段】溶融金属めっき槽9上方でワイピングノズル3からガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯製造装置において、浴面下で浴中サポートロール上方の鋼帯の両側に、浴中サポートロールの外周面の浴面側1/4以上を覆うように形成されたロール被覆部と、その上方に配置され鋼帯に対向するように形成された鋼帯対向部とを備え、前記鋼帯対向部と前記ロール被覆部は鋼帯巾以上の幅を有し、前記鋼帯対向部は前記ロール被覆部の鋼帯側端部に接続されている溶融金属絞り部材1a,1bが、鋼帯及び浴中サポートロールに非接触に配置されるとともに、前記鋼帯対向部の鋼帯対向面の少なくとも一部に、鋼帯端部の溶融金属の流れを鋼帯進行と反対方向でかつ鋼帯端部外側から鋼帯中央に向かう流れにする整流構造を有する。
(もっと読む)
溶融めっき鋼帯の製造方法
【課題】通板安定化装置により鋼帯形状などの矯正を行いつつ、鋼帯の溶融めっきを行う方法において、あらゆる鋼帯サイズについて良好な形状矯正を実現し、ワイピング部での安定した通板性によって高品質の溶融めっき鋼帯を高い生産性で製造する。
【解決手段】通板安定化装置の電磁石の吸引力の影響が最も及びにくい鋼帯幅方向位置、すなわち電磁石の作用による鋼帯の変位量が最も少ない鋼帯幅方向位置において、鋼帯が1対のガスワイピングノズルの中間位置に近づくように、或いはめっき付着量が目標値に近づくように、ガスワイピングノズルの鋼帯板厚方向での位置を調整する。
(もっと読む)
金属帯の制御方法及び溶融めっき金属帯の製造方法
【課題】 金属帯のパスライン、反り、および振動を非接触で抑制する金属帯の制御方法において、金属帯のエッジ部の位置の制御が正確にできる金属帯の制御方法、および、そのような方法を用いて高品質な溶融めっき金属帯を製造する方法を提供する。
【解決手段】 金属帯の製造ラインまたは処理ラインに設置され、ライン内走行中の前記金属帯の表裏を挟むように対向して設けられた一対の電磁石および前記金属帯の面外方向変位を測定するセンサからなる電磁石ユニットを、金属帯の幅方向に複数組配置し、前記各センサの情報に基づいて前記各電磁石の出力を制御して前記金属帯のパスライン、反り及び振動を非接触で制御する方法において、前記金属帯の板幅方向の両エッジ部に位置する電磁石ユニットに設けられた電磁石の制御を他の電磁石ユニットのセンサが検出した変位に基づいて行う。
(もっと読む)
溶融めっき金属帯の製造方法
【課題】溶融めっき浴から引き出された金属帯のワイピング部での安定通板性を確保し、高品質の溶融めっき金属帯を高い生産性で製造する。
【解決手段】ワイピング部の近傍に設置された通板安定化装置の制御パターンを、同一コイル内で変化する要求性能に対応して1回以上切り換えること、例えば、静的なパス変動や反りに対する即応性が重視される溶接点通過直後のコイル先端部と、板振動抑制が重視される定常部とで制御パターンを切り換え、それぞれに適した制御パターンで制御することにより、ワイピング部での安定通板性を確保し、高品質の溶融めっき金属帯を高い生産性で製造することができる。
(もっと読む)
合金化溶融亜鉛めっき鋼帯の製造方法及び装置
【課題】 電磁制振装置と誘導加熱式合金化装置とを有する合金化溶融亜鉛めっき装置とを用いて、めっき付着量の均一な合金化溶融亜鉛めっき鋼帯を製造する際に、めっき層に縞模様が発生するのを防止すること。
【解決手段】 電磁制振装置の周波数をf1、誘導加熱式合金化装置の誘導コイルの周波数をf2とするときに、f1とf2との関係がf1>10×f2、またはf2>10×f1、或いは1/10×f2≦f1≦10×f2のときm×f1≠n×f2(ただし、m、nは1〜10の整数)を満足する条件で製造することを特徴とする付着量の均一な合金化溶融亜鉛めっき鋼帯の製造方法。
(もっと読む)
帯板の形状矯正・制振方法及び溶融金属めっき鋼板の製造方法
【課題】帯板の板幅や蛇行が急激に変化しても、帯板の形状を矯正すると共に、その振動を抑制することができる帯板の形状矯正・制振方法及び溶融金属めっき鋼板の製造方法を提供する。
【解決手段】変位センサ23a〜23gにより検出した搬送されるストリップSまでの距離に応じて、電磁石24a〜24g,25a〜25gへの励磁電流を制御し、その電磁力によって、ストリップSの形状矯正及び制振を行う帯板の形状矯正・制振方法であって、その距離と当該距離に対応する目標位置とに基づいて電磁石24a〜24g,25a〜25gへの励磁電流を制御し、変位センサ23a〜23gの検出可能範囲内にストリップSが存在するときには、励磁電流を流す一方、変位センサ23a〜23gの検出可能範囲内にストリップSが存在しないときには、励磁電流を流さないようにした。
(もっと読む)
溶融金属めっき設備及び溶融めっき鋼帯の製造方法
【課題】鋼帯の走行速度が速くなっても、ガスワイピング装置により鋼帯に吹き付けられるガスの圧力又は流量の増加の影響によりめっき鋼板に表面欠陥が生じることを防止し、かつ設備コストの増加を効果的に抑制する。
【解決手段】溶融亜鉛めっき設備10では、電磁ワイピング装置22がめっき浴14中から引き上げられる鋼帯20に電磁力を作用させ、この電磁力により鋼帯20から余剰な溶融亜鉛Mを払拭する。これにより、ガスワイピング装置24により溶融亜鉛Mを払拭する前に、鋼帯20における溶融亜鉛Mを目標量に近づけておくことができるので、ガスワイピングノズル30から吹き付けられるワイピングガスGにより鋼帯20から払拭すべき溶融亜鉛Mの量を減少できる。この結果、鋼帯20を高速で走行させる際に、ガスワイピング装置24のガスワイピングノズル30が鋼帯20に吹き付けるワイピングガスの圧力又は流量を十分に小さいものにできる。
(もっと読む)
溶融めっき金属帯の製造装置及び製造方法
【課題】ガスワイピングノズル付きの溶融めっき金属帯の製造装置及び製造方法において、ガスワイピングノズルの目詰まりを除去し、また、目詰まりを防止する装置及び方法を提供することを目的とする。
【解決手段】金属帯10に付着した溶融金属を払拭するガスワイピングノズル21が配設され、ガスワイピングノズル21は、一端がノズルギャップをなして対向する上リップ22および下リップ23からなり、上リップ22と下リップ23との間のノズルギャップ開度を調整するための複数個の歪誘起型アクチュエータ24が配設され、その複数の歪誘起型アクチュエータ24の内の1個の歪誘起型アクチュエータ24eには、電圧の印可をしないときにガスワイピングノズルの伸縮変形によって発生した電圧を測定するための電圧信号線26が配設されていることを特徴とする溶融めっき金属帯の製造装置。
(もっと読む)
ガスワイピング装置
【課題】搬送される帯板の振動を広範囲に抑制させることにより、ワイピング効果を向上させることができるガスワイピング装置を提供する。
【解決手段】溶融金属のめっき浴11から連続して引き上げられる帯鋼Sに対し、ワイピングノズル13からワイピングガスGwを吹き付けることにより、帯鋼Sの表面に余剰に付着した溶融金属を除去して、帯鋼Sを所定のめっき付着量に制御するガスワイピング装置であって、噴射されたワイピングガスGwに随伴する雰囲気ガスGfを、ワイピングノズル13のスリット13c近傍に案内し、このスリット13cから噴射されるワイピングガスGwと共に帯鋼Sの表面に衝突させる。
(もっと読む)
ガスワイピング装置
【課題】蛇行やねじれが発生しても、帯板における幅方向のめっき付着量を均一にすることができるガスワイピング装置を提供する。
【解決手段】溶融金属のめっき浴11から連続して引き上げられる帯鋼Sに対し、ワイピングノズル51からワイピングガスを吹き付けることにより、帯鋼Sの表面に余剰に付着した溶融金属を除去して、帯鋼Sを所定のめっき付着量に制御するガスワイピング装置であって、ワイピングノズル51を帯鋼Sに対して、このワイピングノズル51における幅方向の中心位置Opが帯鋼Sにおける幅方向の中心位置Osに追随するように、帯鋼Sの幅方向に移動させる。
(もっと読む)
連続溶融金属めっき方法
【課題】浴中矯正ロールに起因するスリキズ等の品質欠陥の発生を抑制し、また浴機器の交換頻度を低減して生産性を向上し、設備のメンテナンスコストを低減する。
【解決手段】めっき厚を調整するガスワイピングノズルと、ガスワイピングノズル部の金属帯の形状位置を非接触で制御する非接触制御装置と、溶融金属めっき浴中でガスワイピングノズル部の金属帯の形状を矯正する浴中矯正ロールを備える連続溶融金属めっきラインで金属帯に溶融金属めっきする際に、非接触制御装置単独でガスワイピングノズル部の金属帯の形状位置を制御することが可能な金属帯は、浴中矯正ロールを金属帯と接触しないようにして非接触制御装置単独で金属帯の形状位置を制御し、非接触制御装置単独で金属帯の形状位置を制御がすることが困難な金属帯は、浴中矯正ロール単独で、または浴中矯正ロールと非接触制御装置を併用して、金属帯の形状位置を制御する。
(もっと読む)
塗装鮮映性とプレス成形性に優れた合金化溶融亜鉛メッキ鋼板およびその製造方法
【課題】塗装鮮映性とプレス成形性に優れた合金化溶融亜鉛メッキ鋼板を得ること、そして、メッキ後の調質圧延において、特殊なロール粗度やロール管理を必要としない簡便な方法で製造することを課題とする。
【解決手段】質量%で、Fe:6〜13%、Al:0.25〜1%、Ni:0.25〜1%、残部Znと不可避不純物からなるメッキ組成であって、平均うねり(Wca)が0.5μm以下、平均粗さ(Ra)が0.4μm以上であることを特徴とする塗装鮮映性とプレス成形性に優れた合金化溶融亜鉛メッキ鋼板で、該メッキ鋼板はRa>2×Wcaの関係を満たすことが望ましい。このメッキ鋼板は、焼鈍、調質圧延された冷延鋼板にNiプレメッキを施し、500℃以下の温度まで加熱した後、溶融亜鉛メッキ浴でメッキし、ワイピング後に加熱、合金化し、0.1%以上の調質圧延を行なうことを特徴とする。
(もっと読む)
溶融めっき鋼帯の製造方法及び溶融めっき設備
【課題】鋼帯の反りを防止し,鋼帯のめっきの付着量を均一化する。
【解決手段】溶融めっきラインAには,鋼帯Hに通電させて加熱する通電加熱装置10と,通電加熱装置10により加熱された鋼帯Hの進行方向を斜め下方向に変えるターンダウンロール32と,ターンダウンロール32により向きが変えられた鋼帯Hを溶融亜鉛B内に浸漬するための溶融亜鉛槽12と,溶融亜鉛B内において鋼帯Hの進行方向を上方に変えるシンクロール50と,鋼帯Hのめっきの付着量を調整するガスワイピングノズル13が設けられる。溶融めっきラインAのターンダウンロール32とシンクロール50との間に,鋼帯の下面側を押圧するサポートロール46が設けられる。そのサポートロール46の鋼帯Hに対する押し込み量を調整して,シンクロール50を通過後の鋼帯Hの形状を平坦に矯正する。
(もっと読む)
1 - 20 / 27
[ Back to top ]