
国際特許分類[C23C2/40]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 処理される材料の形状に特徴があるもの (451) | 長尺材料 (442) | 板;ストリップ (351)
国際特許分類[C23C2/40]に分類される特許
201 - 210 / 351
表面外観に優れた溶融亜鉛めっき鋼板の製造方法
【課題】CGLで製造される溶融亜鉛めっき鋼板の表面欠陥、特に合金化溶融亜鉛めっき鋼板の製造において問題視される筋状の模様の発生を解消する。
【解決手段】CGLで搬送される鋼板20の両面を、対向して配置される一対のブラシロール21により前研削してから溶融亜鉛めっきを行って溶融亜鉛めっき鋼板を製造する際に、鋼板20の搬送方向についての、上ブラシロール21aの中心軸と下ブラシロール21bの中心軸とのオフセット量t(mm)、及び鋼板20の板厚方向への下ブラシロール21bの押し込み量P(mm)が、下記(1)式及び(2)式の関係を満足するようにする。
0.5/P≦t≦3.0 ・・・・・(1)
0.5≦P≦5mm ・・・・・(2)
(もっと読む)
亜鉛めっきまたは合金化亜鉛めっきケイ素鋼
本発明は、溶融亜鉛めっきまたは合金化溶融亜鉛めっき鋼板に関し、鋼板の組成が、重量で、0.01≦C≦0.22%、0.50≦Mn≦2.0%、0.2≦Si≦3.0%、0.005≦Al≦2.0%、Mo<1.0%、Cr≦1.0%、P<0.02%、Ti≦0.20%、V≦0.40%、Ni≦1.0%、Nb≦0.20%を含み、組成の残部は鉄および精錬に起因する不可避的不純物であり、鋼板は、Si窒化物、Mn窒化物、Al窒化物、SiおよびMn、またはAlおよびSi、またはAlおよびMnを含む複合窒化物、またはSi、MnおよびAlを含む複合窒化物から選択される少なくとも1種の窒化物の内部窒化物の層を含み、上記鋼板は窒化鉄のさらなる外層を含まない。 (もっと読む)
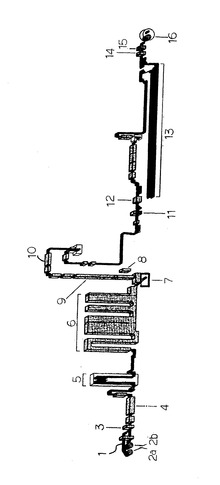
溶融金属めっき板の製造方法、溶融金属めっき設備及びその制御装置

【課題】めっき付着量センサ、板形状センサの情報を元に、電磁石による板の制振、そり矯正、浴中ロールの位置、ノズルの位置、ノズルの圧力、ノズルスリットギャップ分布の調整を行うことで、めっきの付着量分布を自在にコントロールすることにある。
【解決手段】ワイピングノズル5を通過後の鋼板2に対して板幅で3点以上に配置された又は板幅方向に走査可能なめっき付着量センサ7及び鋼板2の板形状を計測する板形状センサ11の両方を設け、溶融めっき浴中1には鋼板2に対して両側から接触する浴中ロール4を設け、センサ7,11の情報を基づいて浴中ロール4の鋼板2に対する位置、ワイピングノズル5の鋼板2に対する位置又はワイピングノズル5の圧力をコントローラ8により調整するので、従来の方法に比較し安定しためっき付着量を得られ、このため、めっき品質の向上、且つ、めっき材使用量を低減できる。
(もっと読む)
連続溶融めっきラインにおける鋼帯の形状制御方法及び制御装置
【課題】連続溶融めっきにおける鋼帯のC反り変形を精度よく矯正することができる形状制御方法及び装置を提供する。
【解決手段】シンクロールを通過して上向きに走行する鋼帯を挟む2つのサポーティングロールのうち、シンクロールの反対側に位置するサポーティングロール(3A)を上位に、シンクロールと同じ側に位置するサポーティングロール(3B)を下位にそれぞれ配置し、 鋼帯の材種及び板厚に応じてサポーティングロール(3A)とサポーティングロール(3B)とのインターメッシュ(IM1)量及びサポーティングロール(3A)とサポーティングロール(3B)との鉛直方向のロール軸間距離(L2)を増減調節する。ロール軸間距離(L2)の調整の効果としてサポーティングロールの感度(IM1量の変化に対するC反り量の変化の大きさ)が程よく緩和され、精度よく逆曲げ応力を調整し鋼帯の良好な平坦性を確保することができる。
(もっと読む)
連続溶融金属メッキラインにおけるメッキ付着量制御装置及びその制御方法、及びコンピュータプログラム
【課題】 鋼板の表裏面のメッキ付着量を高精度に制御できるようにする。
【解決手段】 通板中の鋼板のパスライン位置を表裏目付量測定値から推定し、鋼板先端が通過時に生じるパスラインの変化量を予測することによってパスライン推定値を修正して、ガスワイピングノズル位置のメッキ付着量を高精度に推定し、この推定した付着量と目標値との偏差に基づいてノズル位置修正量を計算するようにしたので、鋼板長手方向の全長に渡って、鋼板の表裏面のメッキ付着量を高精度に制御できるようにする。
(もっと読む)
AHSSまたはUHSSストリップ材料の溶融亜鉛めっき方法、及びそのような材料
本発明は、高級高強度または超強度鋼ストリップ材料、例えば二相鋼、変態誘起塑性鋼、変態誘起塑性補助二相鋼及び双晶誘起塑性鋼ストリップ材料、の溶融亜鉛めっき方法に関する。本発明により、ストリップ材料を酸洗した後、連続焼きなまし温度未満の温度に加熱してから、該ストリップ材料を溶融亜鉛めっきする。 (もっと読む)
表面性状に優れた鋼板および溶融亜鉛めっき鋼板ならびに鋼板製造用鋳片の連続鋳造方法
【課題】筋むらの発生しない表面性状に優れためっき用鋼板および溶融亜鉛めっき鋼板の提供、ならびに上記鋼板製造用鋳片の連続鋳造方法を提供する。
【解決手段】(1)質量%でC:0.0005〜0.0040%、Si:1.5%以下、Mn:0.05〜2.0%、P:0.06%以下、S:0.02%以下、N:0.005%以下、sol.Al:0.005〜0.1%、Ti:0.005〜0.05%%、Nb:0.04〜0.2%を含有し、残部がFe及び不純物からなる鋼板であって、鋼板表面から10μm以内の表層部におけるTi窒化物の平均粒径が10nm未満、かつTiにNbを5質量%以下含有した炭・硫化物の平均粒径が20nm未満であることを特徴とする表面性状に優れためっき用鋼板および溶融亜鉛めっき鋼板。(2)垂直曲げ型連続鋳造機の鋳型出側からミストスプレーを行う二次冷却帯において、鋳片を、その幅方向中央部が1200℃以上から900℃以下までの領域を4℃/s以上の冷却速度で冷却する前記鋼板製造用鋳片の連続鋳造方法。
(もっと読む)
外観に優れた高張力合金化溶融亜鉛めっき鋼板の製造方法
【課題】 本発明方法は、高張力合金化溶融亜鉛めっき鋼板に発生しやすい模様を、焼鈍前に鋼板にNiまたはCoを置換めっきすることで消失させて合金化溶融亜鉛メッキ鋼板の外観品位を安定させる手段を提供する。
【解決手段】 全還元炉方式の溶融亜鉛めっき設備を用いて焼鈍した後、高張力鋼板を大気に接触させることなく、溶融亜鉛めっきを主体とする溶融金属中を通板せしめ、次いで加熱合金化する合金化溶融亜鉛めっき鋼板の製造方法において、焼鈍前にあらかじめ置換めっきにて、NiまたはCoを金属量で0.1g/m2以上、1.0g/m2以下付着させることを特徴とする外観に優れた高張力合金化溶融亜鉛めっき鋼板の製造方法。
(もっと読む)
ホットプレス用鋼板およびその製造方法
【課題】ホットプレス時にスケールの生成を防止でき、かつ成形性を向上させることのできるホットプレス用鋼板およびその製造方法を提供する。
【解決手段】50mass%以上のアルミニウムと5mass%以上40mass%以下の層状珪酸塩とを含有するめっき層で被覆されたホットプレス用鋼板。
(もっと読む)
接合部の耐食性に優れた自動車用部材
【課題】接合部の耐食性に優れた自動車部材を提供する。
【解決手段】表面に質量%でAl濃度が35〜65%、Si濃度が0.1〜15%、残部がFe及び不可避的不純物からなり、厚さが10〜40μmであるFe−Al−Si化合物を有する鋼材と、めっきされていない鋼材とを接合した構造を有することを特徴とする自動車用部材。めっきされていない鋼材の変わりに合金化溶融亜鉛めっき鋼板、あるいはAl板であってもよい。Fe−Al−Si化合物を有する鋼材がその成分としてC:0.0005〜0.02%、Si:0.01〜0.3%、Mn:0.05〜0.6%、P:0.003〜0.03%、S:0.003〜0.03%を含有することで更に優れた効果が得られる。
(もっと読む)
201 - 210 / 351
[ Back to top ]