
国際特許分類[C23C2/40]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 処理される材料の形状に特徴があるもの (451) | 長尺材料 (442) | 板;ストリップ (351)
国際特許分類[C23C2/40]に分類される特許
271 - 280 / 351
溶融めっき方法及び溶融めっき設備
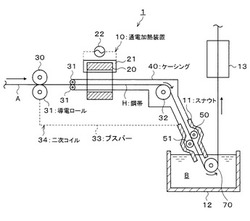
【課題】電熱ヒータを用いずに,スナウトを高温に加熱する。
【解決手段】スナウト11の下端部を溶融亜鉛に浸漬し,スナウト11の上端部にブスバー33を接続する。これによって,鋼帯H,溶融亜鉛B,スナウト11,ブスバー33及び導電ロール30による二次コイル34を構成する。スナウト11とその上流側のケーシング40との間には,絶縁体を介在する。通電加熱装置10により,二次コイル34に電流を誘導し,スナウト11に電流を流すことにより,スナウト11をジュール熱により,溶融亜鉛温度の−100℃以上の温度まで加熱する。
(もっと読む)
圧延被覆鋼板から極めて高い機械的特性を有する部品を製造する方法
本発明は、圧延被覆鋼板から極めて高い機械的特性を有する部品を製造する方法に関する。本発明によれば、鋼部品の厚みの90%より多くは、鉄の含有量が65重量パーセント%以上であり、Fe/Zn比率が1.9から4を有するFe−Znベース相を少なくとも含む化合物で被覆されている。上記化合物は、鋼とプレコートとの間の少なくとも1つの合金化熱処理によって形成され、上記プレコートは、0.5から2.5重量%のアルミニウムと、任意に、Pb≦0.003重量%、Sb≦0.003重量%、Bi≦0.003重量%、0.002重量%≦Si≦0.07重量%、La<0.05重量%、Ce<0.05重量%から選択される1つ以上の元素と、を含み、残部は、亜鉛と、不可避的不純物と、を含む亜鉛合金からなる。 (もっと読む)
焼付硬化性に優れた高強度冷間圧延鋼板、溶融メッキ鋼板及び冷間圧延鋼板の製造方法

【課題】本発明は自動車の外板材等に使用されている冷間圧延鋼板及びこれを利用した溶融メッキ鋼板及び冷間圧延鋼板の製造方法に関するものである。
【解決手段】本発明は焼付硬化性、常温耐時効性及び耐2次加工脆性に優れた高強度冷間圧延鋼板及びその製造方法を提供することに、その目的がある。
本発明はTiを微量添加し、Al及びMoを同時に添加し、また製造条件の制御と共に、焼鈍後に結晶粒のサイズを微細化させる方法により鋼中の固溶元素を適切に制御することによりASTM No.9以上の焼鈍後の結晶粒のサイズ、30MPa以上の焼付硬化量(BH)及び30MPa以下のAI値を有する焼付硬化性に優れた高強度冷延鋼板及びこれを利用した溶融メッキ鋼板及び冷間圧延鋼板の製造方法をその旨としている。本発明によると、焼付硬化性、常温耐時効性及び耐2次加工脆性に優れた高強度冷間圧延鋼板及び溶融メッキ鋼板が提供されることができる。
(もっと読む)
曲げ加工後の外観に優れる塗装鋼板及びその製造方法
【課題】通常の溶融めっきと塗装焼付けを行った後に、降伏伸びを3%以下に抑制して曲げ加工時の腰折れ模様やストレッチャーストレインの発生に伴う外観の低下を抑制した塗装鋼板を提供する。
【解決手段】C:0.01〜0.10質量%,Si:0.3質量%以下,Mn:0.5質量%以下,P:0.05質量%以下,S:0.02質量%以下,Al0.04質量%以下,N:0.004質量%以下及びB0.0002〜0.0020質量%を含み、残部がFe及び不可避的不純物からなり、含有NとBの間を所定の関係に調整した組成を有する鋼スラブに、熱延巻取り温度を630〜750℃とする熱間圧延を施し、次いで酸洗及び冷間圧延を経た冷延鋼板に、焼鈍温度を650〜850℃とした溶融めっき処理を施すことにより、フェライト結晶粒径が20〜80μmからなる組織を有する塗装用鋼板。
(もっと読む)
高ヤング率鋼板、それを用いた溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板、高ヤング率鋼管、高ヤング率溶融亜鉛めっき鋼管、及び高ヤング率合金化溶融亜鉛めっき鋼管、並びにそれらの製造方法
【課題】高ヤング率鋼板、それを用いた溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼
板、高ヤング率鋼管、高ヤング率溶融亜鉛めっき鋼管、及び高ヤング率合金化溶融亜鉛め
っき鋼管、並びにそれらの製造方法を提供する。
【解決手段】本発明の高ヤング率鋼板は、質量%で、C:0.0005〜0.30%、
Si:2.5%以下、Mn:0.1〜5.0%、P:0.15%以下、S:0.015%
以下、Al:0.15%以下、N:0.01%以下含有し、Mo:0.005〜1.5%
、Nb:0.005〜0.20%、B:0.0001〜0.01%、Ti:48/14×
N(質量%)以上0.2%以下の1種または2種以上を合計0.015〜1.91質量%
含有し、板厚1/8層の{110}<223>及び{110}<111>のいずれか一方
または双方の極密度が10以上、圧延方向のヤング率が230GPa超である。
(もっと読む)
溶融メッキ鋼板の製造方法,前処理洗浄装置,及び溶融メッキライン設備
【課題】鋼板をNiプレメッキするための前処理として,鋼板表面に付着した防錆剤を必要十分かつ効率的に洗浄・除去することが可能な溶融メッキ鋼板の製造方法を提供すること。
【解決手段】本発明の溶融メッキ鋼板の製造方法は,鋼板を焼鈍する焼鈍工程と;焼鈍された鋼板に対して,水溶性の防錆剤を塗布する防錆剤塗布工程と;防錆剤が塗布された鋼板を,電解洗浄を行わずに,アルカリ液を用いて洗浄する洗浄工程と;洗浄された鋼板を,電気NiメッキするNiプレメッキ工程と;Niプレメッキ後の鋼板を,溶融Znを含む溶融メッキ金属中に浸漬して溶融メッキする溶融メッキ工程と;を含むことを特徴とする。上記洗浄工程では,電解洗浄工程を行わなくても,鋼板に付着している水溶性の防錆剤を,Niプレメッキを行うに際して必要十分に除去できるとともに,洗浄処理を効率化できる。
(もっと読む)
溶融めっき装置および溶融めっき装置の操業方法
【課題】 ボトムドロスの巻き上げを効果的に抑制することができ、ドロスの付着が少ない被めっき材を製造可能な溶融めっき装置およびその操業方法を提供する。
【解決手段】 ポット深さを2400〜3000mmとし、連通孔を設けた底板からポット底面までの間隔をポット深さの1/2〜2/3とした堰を設置してなる溶融めっき装置およびそれを用いた操業方法である。
(もっと読む)
合金化溶融亜鉛めっき鋼板の製造方法
【課題】 表面に均一な酸化物層を有しプレス成形性に優れた、合金化溶融亜鉛めっき鋼板の製造方法を提案する。
【解決手段】 鋼板に、溶融亜鉛めっき処理工程、合金化処理工程、調質圧延工程と、さらに、表面に酸性溶液を接触させて酸性溶液の液膜を付着させ、連設した2対以上の絞りロールで絞り、該酸性溶液と前記合金化溶融亜鉛めっき層とを反応させて該合金化溶融亜鉛めっき層の表面に酸化物層を形成する酸化物層形成工程を順次施し、プレス成形性に優れた合金化溶融亜鉛めっき鋼板とする。これにより、所定厚さ以上の酸化物層を、板幅方向のばらつきが少なく形成できる。
(もっと読む)
合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板
【課題】プレス成形時の摺動性に優れるとともに、かつ化成処理前に実施するアルカリ系の脱脂処理において良好な脱脂性を示す合金化溶融亜鉛めっき鋼板を安定して製造する方法およびその合金化溶融亜鉛めっき鋼板を提供する。
【解決手段】鋼板に溶融亜鉛めっきを施し、さらに加熱処理により合金化し、調質圧延を施した後、酸性溶液に接触させ、接触終了後1〜30秒放置した後、水洗を行うことにより、亜鉛めっき鋼板表面に10nm以上のZn系酸化物層を形成する合金化溶融亜鉛めっき鋼板の製造する際に、前記水洗を、P濃度が0.5〜5000ppmであるP含有水溶液により行うこととする。
(もっと読む)
合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板
【課題】プレス成形時の摺動性に優れるとともに、かつ化成処理前に実施するアルカリ系の脱脂処理において良好な脱脂性を示す合金化溶融亜鉛めっき鋼板を安定して製造する方法およびその合金化溶融亜鉛めっき鋼板を提供する。
【解決手段】鋼板に溶融亜鉛めっきを施し、さらに加熱処理により合金化し、調質圧延を施した後、酸性溶液に接触させ、接触終了後1〜30秒放置した後、水洗を行うことにより、亜鉛めっき鋼板表面に10nm以上のZn系酸化物層を形成する合金化溶融亜鉛めっき鋼板の製造する際に、前記水洗を、酢酸、クエン酸、ホウ酸、炭酸、フタル酸、酒石酸、乳酸から選ばれる1種以上のナトリウム塩またはカリウム塩を含有する水溶液により行うこととする。この時、前記ナトリウム塩または前記カリウム塩の濃度は0.001〜1.0mol/l、前記水溶液のpHは7.0〜12.0の範囲であることが好ましい。
(もっと読む)
271 - 280 / 351
[ Back to top ]