
国際特許分類[C23C2/40]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 処理される材料の形状に特徴があるもの (451) | 長尺材料 (442) | 板;ストリップ (351)
国際特許分類[C23C2/40]に分類される特許
281 - 290 / 351
伸びフランジ成形性に優れた高強度冷延鋼板および溶融亜鉛めっき鋼板とそれらの製造方法

【課題】従来のDP鋼と同等の特性を保ちながら、伸びフランジ成形性に優れた高強度冷延鋼板および溶融亜鉛めっき鋼板とその製造方法を提供する。
【解決手段】 C:0.03〜0.15%、Mn:1.4〜3.5%、P:0.05%以下、S: 0.01%以下、Al:0.15%以下、N:0.01%以下、Ti:0.005〜0.05%、Nb:0.005〜0.04%、B:0.0003〜0.0020%を含有し、残部がFe及び不可避不純物からなり、フェライト相とオーステナイト低温変態相を含む組織を有し、前記フェライト相の平均結晶粒径dαの1.5倍以上の粒径を持つ前記オーステナイト低温変態相の面積AMLと、前記オーステナイト低温変態相の総面積AMの比率AML/AMが0.30以上である高強度冷延鋼板または溶融亜鉛めっき鋼板。
(もっと読む)
有機樹脂被覆溶融めっき鋼板
【課題】 環境負荷の大きなクロメート処理の必要なく、リン酸塩皮膜を凌駕する塗装後耐食性を呈する有機樹脂被覆溶融めっき鋼板を得る。
【解決手段】 表層Al濃度が3質量%以上の溶融めっき層をもつ溶融めっき鋼板を原板に使用し、π共役高分子,シランカップリング剤を含む塗料を塗布し焼き付けることにより、π共役高分子の有機樹脂皮膜を下地表面に設けている。有機樹脂皮膜は、シランカップリング剤を介して溶融めっき層に結合しているので、塗膜密着性に優れ、π共役高分子本来の腐食防止作用が効果的に発現される。
(もっと読む)
金属連続体の溶融浸漬被覆装置
本発明は、金属連続体1が溶融した被覆金属2を収容する容器3とこの容器の手前に接続配置された案内通路4とを通って垂直に案内され、被覆金属2を容器3内に保持するために電磁界を発生するための少なくとも2個のインダクタ5が金属連続体1の両側において案内通路の範囲内に配置され、被覆金属2の拡大容積部が一部区間に設けられている、金属連続体1、特に帯鋼を溶融浸漬被覆するための装置に関する。被覆浴を静止するために、本発明に従い、拡大容積部がインダクタ5の磁界の範囲内に設けられている。 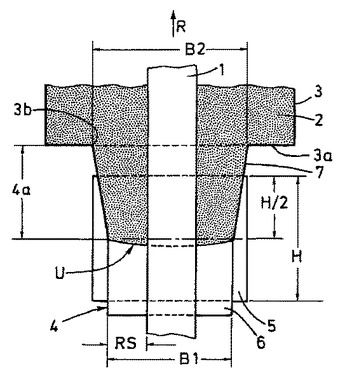 (もっと読む)
(もっと読む)
金属ストリップの溶融メッキ法及び装置
【課題】
従来技術の欠点を克服することを可能とする金属ストリップの溶融メッキ法及びそれに関連する装置の提供。
【解決手段】
本発明は、金属ストリップ(1)を、炉(2)、及び金属ストリップ(1)の送り方向(F)で後に続くロール室(3)を通って、溶融したメッキ用金属(4)を収容した容器(5)に該容器(5)の底部領域の開口(6)を通して案内し、その際に該容器(5)の底部領域に、容器(5)中のメッキ用金属(4)を押し留めるために電磁場を発生させる、金属ストリップを溶融メッキする方法において、ロール室(3)中において少なくとも2つの相前後して区分された区域(7、8)中に異なる気圧雰囲気を維持することを特徴とする、上記方法に関する。  (もっと読む)
(もっと読む)
金属ストランドを溶融浸漬被覆するための装置
本発明は、金属ストランド1、特に鋼ストリップを溶融浸漬被覆するための装置であって、金属ストランド1が、溶融された被覆金属2を収容する容器3を通して、かつ前もって接続された案内通路6を通して垂直に貫通案内され、金属ストランド1の両側の案内通路の領域内に、容器3内の被覆金属2を保持するために電磁場を発生するための少なくとも2つの誘電子8が配置され、そして案内手段を備えかつ保護ガス下にある炉空間9が案内通路6に前もって接続される装置に関する。所定条件の場合に、案内通路6と炉空間9との間の永続的に優れた封隙を保証するために、本発明によれば、炉空間9と案内通路6との間に、ガス密の耐熱性で柔軟な封止部13が配置される。 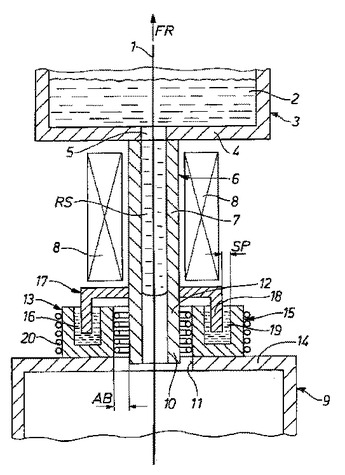 (もっと読む)
(もっと読む)
曲げ加工性に優れた溶融Zn−Al−Mg系めっき鋼板の製造方法

【課題】 加工処理が施された場合においても、加工部分にき裂を発生しにくく優れた耐食性を発現することのできる曲げ加工性に優れた溶融Zn−Al−Mg系めっき鋼板の製造方法を提供する。
【解決手段】 表面に溶融Zn−Al−Mg系めっき層が形成された鋼板を、260℃以上、320℃以下の温度で、8時間以上加熱する熱処理を行うことによって、めっき層32を、[初晶Al相]34と、[Zn相]35と、[Zn11Mg2相]36とが混在した組織とし、曲げ加工性に優れた溶融Zn−Al−Mg系めっき鋼板を製造する。
(もっと読む)
連続処理機器における金属ストリップを案内するための装置および方法
【課題】 金属ストリップを非接触的に案内するための装置を提供する。
【解決手段】 金属ストリップと直角を成す2組の磁極を備え、該磁極の近傍に該金属ストリップに斥力を作用させる磁力線領域(ゾーンA1、A2)を形成し、該磁力線領域間に金属ストリップ走行領域を設け、金属ストリップが所定の走行領域(ゾーンB)から変位すると本来の走行領域に戻す力が生じる様にした連続処理機器における金属ストリップを案内するための装置および方法である。
(もっと読む)
高張力溶融亜鉛めっき鋼板と製造方法
【課題】 強度・延性バランス、曲げ性、スポット溶接性、めっき密着性に優れる溶融亜鉛めっき鋼板及びその製造方法を提供することである。
【解決手段】 質量%で、C:0.06〜0.20%、Si:0.10%以下、Mn:2.0〜4.0%、P:0.05%以下、S:0.05%以下、sol.Al:0.1%以下、N:0.015%以下を含有し、さらにTi:0.500%以下およびNb:0.500%以下の群から選ばれる1種または2種を合計で0.050%以上含有し、(1)式を満足し,残部がFe および不純物からなる鋼組成を有し、フェライトの平均結晶粒径を5μm以下で硬質第2相の平均粒径を5μm以下とする。Si:0.25%以下として、さらに、Cu:1.5%以下およびNi:1.5%以下の群から選ばれる1種または2種を合計で0.03%以上含有させてもよい。
0.07+(Ti+Nb)/2+(Cu+Ni)/30- (Mn/100+P+Si/2+Mo/50+Cr/100) > 0 ・・・(1)
(もっと読む)
長く延ばされた金属要素を金属の層でコーティングするためのデバイス及び方法
長く延ばされた金属要素(1)の金属コーティングの厚さをコントロールするためのデバイス及び方法であって、金属要素を、溶融金属の槽(2)の中を通して連続的に移送することによりコーティングが付着されるように構成され、この金属要素は、予め定められた移送経路(X)に沿って移送方向に(3)前記槽から移送される。前記デバイスは、金属要素から過剰な溶融金属を除去するために金属要素(1)のそれぞれの側に一つのワイピング部材を有する少なくとも一対の電磁的なワイピング部材を有し、各ワイピング部材はワイピング・ポール(5)を有している。前記デバイスは、前記予め定められた移送経路(X)に対して金属要素の位置を安定化するために金属要素(1)のそれぞれの側に一つの安定化部材を有する少なくとも一対の電磁的な安定化部材を有し、この安定化部材は安定化ポール(5)を有している。金属要素(1)の同じ側の前記ワイピング部材及び前記安定化部材は、前記ワイピング・ポール(5)と前記安定化ポール(5)が一致するように配置されている(図1)。 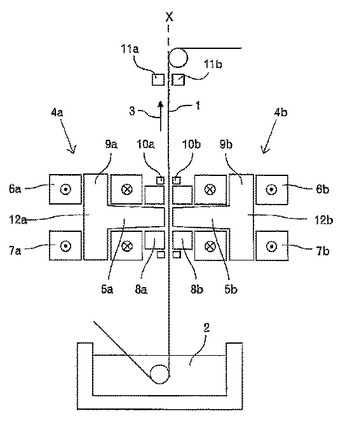 (もっと読む)
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】高速通板時においてもスプラッシュによる表面欠陥を低減する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスワイピングノズルからガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法おいて、主に付着金属の厚さを制御するガスを噴射する主ノズルと、前記主ノズルの上部及び下部の少なくとも一方に、各ノズルのガス噴射口間がガス出口側端部の厚みが0.1〜2.0mmの仕切り板で仕切られ、主ノズルから噴射されるガスの噴射方向に対して傾斜した、主ノズルから噴射するガスよりも低速のガスを噴射する副ノズルを一つ以上設けて、溶融めっき金属浴から引き上げられた鋼帯の表面に、主ノズルから噴射したガスの噴流と副ノズルから噴射したガスの噴流の合成噴流を吹き付ける。
(もっと読む)
281 - 290 / 351
[ Back to top ]