
国際特許分類[C23C2/40]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 処理される材料の形状に特徴があるもの (451) | 長尺材料 (442) | 板;ストリップ (351)
国際特許分類[C23C2/40]に分類される特許
321 - 330 / 351
溶融亜鉛メッキ用鋼板の連続焼鈍装置及び連続焼鈍方法
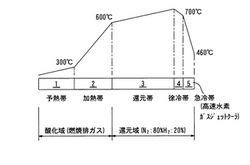
【課題】溶融亜鉛メッキ用鋼板ラインの連続焼鈍装置全体の炉長スペースを従来に比べて節約することができるるとともに、より高い還元効果及びより大きい冷却速度を得ることができる溶融亜鉛メッキ用鋼板の連続焼鈍装置を提供する。
【解決手段】予熱帯1、加熱帯2、還元帯3、徐冷帯4及び急冷帯5が順次連設されて溶融亜鉛メッキ用鋼板の入側に酸化域が形成され、次いでこの酸化域において溶融亜鉛メッキ用鋼板表面に生成された酸化膜を還元する還元域が形成される溶融亜鉛メッキ用鋼板の連続焼鈍装置において、還元域の急冷帯5に設けた高速水素ガスジェットクーラで高濃度の高速水素ガスジェットを溶融亜鉛メッキ用鋼板表面に吹き付ける。
(もっと読む)
連続溶融金属めっき用ロール

【課題】 ロール胴部の組立ての際、セラミックス製スリーブ同士の位置決めを精度高く容易にできる。各スリーブの表面の円筒度を精度高く確保し、鋼板走行を安定に維持できる。ロール胴部の一部が損傷したとしても交換再生が容易で、かつ交換にかかる費用が低コストでできる連続溶融金属めっき用ロールを提供する。
【解決手段】 金属製のロール軸部の外周に、複数個のセラミックス焼結体製スリーブを連ねて嵌合させてロール胴部を形成したことを特徴とする。また、金属製のロール軸部の外周に、複数個のセラミックス焼結体製スリーブと、該セラミックス焼結体製スリーブとは異なる材料からなるスリーブとを連ねて嵌合させてロール胴部を形成したことを特徴とする。
(もっと読む)
加工性に優れた高強度合金化溶融亜鉛めっき鋼板の製造方法
【課題】 Si,Mnを含む鋼板に合金化溶融亜鉛めっきを施す際に、めっき後の合金化熱処理温度を低下させて原板の機械的特性の低下を防ぐことにより、高強度でしかも加工性に優れた合金化溶融亜鉛めっき鋼板を得る。
【解決手段】 0.2〜2.0質量%のSi及び0.5〜3.0質量%のMnを含む鋼板にFe系めっき層を形成した後、下記の式(1)で示す値が1.0以上となる温度及び時間の加熱条件で焼鈍し、2〜200℃/秒の平均速度で冷却した後、溶融亜鉛めっきを施し、直ちに、又は430℃以上500℃未満の温度に2秒〜2分保持後、5℃/秒以上の冷却速度で250℃以下に冷却して鋼板表面に合金化溶融亜鉛めっき層を形成する。
[{980−50×(〔Si〕+〔Mn〕/4)}−t/4]/T ・・・(1)
ただし、〔Si〕,〔Mn〕;Si,Mn濃度(質量%)
t;加熱時間(秒)、T;加熱温度(℃)
(もっと読む)
金属ストリップの連続溶融メッキのための溶融金属浮揚装置及び溶融金属浮揚方法
【課題】本発明は溶融金属が収容されたメッキ槽に金属ストリップを通過させながら連続的にメッキする工程で溶融金属を安定的に浮揚できるようにする溶融金属浮揚装置及び溶融金属浮揚方法に関する。
【解決手段】このために本発明は下端面に開口部が形成されるメッキ槽と、その上端部外側面に沿って形成される附属槽と、前記メッキ槽下端に形成されて前記メッキ槽の内部及び前記附属槽と各々連通するチャンバー及び前記メッキ槽外側面に隣接して設置される交流電磁石とを含み、前記チャンバーは前記交流電磁石による電磁気力によって前記噴出口を通じて前記溶融金属を噴出する、溶融金属浮揚装置を提供する。また、本発明はメッキ槽とその長辺部外側面に設置される交流電磁石及び前記メッキ槽の短辺部下端外側面に設置されてその対応する内側面に凝固層を形成する溶融金属冷却器を含む溶融金属浮揚装置を提供する。
(もっと読む)
ガスワイピングノズル、および溶融めっき金属帯製造装置
【課題】 乱流渦の発生を抑制することが可能であり、かつコンパクトで経済的な高性能ガスワイピングノズルを提供する。
【解決手段】 ガスワイピングノズル1は、ワイピングガスを吹き出すノズル口4を形成するように対向して組み合わされた上リップ2および下リップ3により構成されており、上リップ2の傾斜外表面Aおよび下リップ3の傾斜外表面A’に複数の細溝が形成されている。細溝を形成することによって随伴流51,51’をワイピングガス吹き出し方向へ向けてスムーズに進行させることが可能になり、乱流渦52,52’の発生を抑制できる。
(もっと読む)
金属ストランドを溶融浸漬被覆する装置及び方法
本発明は、金属ストランド(1)が、溶融被覆金属(2)を収容している容器(3)を介して、及び前もって接続された案内管路(4)を介して垂直方向に通過案内され、案内管路(4)の領域内の金属ストランド(1)の両側に設けられた、容器(3)内の被覆金属(2)を保持するために電磁場を発生させるための少なくとも二つの誘導子(5)と、案内管路(4)の領域内の金属ストランド(1)の位置(s)を検出するための少なくとも一つのセンサー(6,6‘)とを備えている様式の、金属ストランド(1)、特に鋼ストランドを溶融浸漬被覆する装置に関する。案内管路内の金属ストランドの位置を簡単かつ正確に検出するために、本発明によれば、金属ストランド1の位置を検出するためのセンサーが、二つのコイル(6,6‘)から成り、これらのコイルが、金属ストランド(1)の移送方向(R)で見て、誘導子(5)の高さ範囲(H0)の内側で、誘導子(5)と金属ストランド(1)の間に設けられている。さらに、本発明は金属ストランドを溶融浸漬被覆する方法に関する。 (もっと読む)
サンドイッチ鋼板
本発明が対象とするのは、融点がTpの金属板外装面二枚(1、1’)と、融点Taの金属製芯(4)であり、該融点TaはTpと等しくても異なっていてもよく、芯(4)の密度は各外装面(1、1’)の密度を下回り、芯(4)と各外装面(1、1’)は、Ta及びTpを下回る融点Tmの金属結合剤(3、3’)で結合されている金属製芯(4)とからなり、成形作業と溶接作業に適していて、高温での耐性が優れている、サンドイッチ鋼板(2)である。本発明はまた、そのようなサンドイッチ鋼板(2)の製造法並びに自動車分野におけるその使用法も対象にしている。  (もっと読む)
(もっと読む)
溶融亜鉛めっき鋼板とその製造方法
【課題】塗装後の鮮映性に優れた溶融亜鉛めっき鋼板を提供する。
【解決手段】調質圧延を施すことで、その表面ろ波うねり曲線のカットオフ値を0.8mm とした場合におけるろ波中心線うねり高さ(Wca) およびろ波中心線うねり間隔(Wc −sm) 、調質圧延加工を受けていない部分の面積率 (M) 、粗さ曲線のカットオフ値を0.8mm とした場合における粗さ曲線の平均線方向の長さ25.4mmあたりの凸部ピーク数(ppi)および中心線粗さ平均間隔(Rsm) がそれぞれ下記の条件を満足している。
Wca ≦ 0.5μm ppi≧200
Wc−sm≦1000μm Rsm≦80μm
M≦60%
ここで、Mは、S0を観察視野の面積、S1をそのうちの調質圧延加工を受けた部分の面積とすると、下記式により求められる値であり、またppi は粗さ曲線の中心線からの高さが0.5 μm 以上のピークの数とする。
M={(S0 −S1) /S0}×100
(もっと読む)
二相鋼板の製造方法
【解決手段】
約1340−1425Fの均熱及び850−920Fの保持を含む時間/温度サイクルを用いて作られた二相鋼板であり、鋼は、重量%にて、炭素:0.02−0.20、アルミニウム:0.010−0.150、チタン:0.01以下、珪素:0.5以下、リン:0.060以下、イオウ:0.030以下、マンガン:1.5−2.40、クロム:0.03−1.50、モリブデン:0.03−1.50で、かつ、マンガン、クロム及びモリブデンの量は、(Mn+6Cr+10Mo)≧3.5%以上である。鋼板は、亜鉛めっき又はガルバニーリングの連続ラインで処理されるストリップの形態が好ましく、得られた製品は、フェライトとマルテンサイトを主体とする組織である。 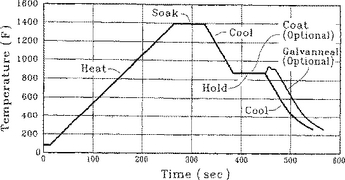 (もっと読む)
(もっと読む)
金属ストランドを溶融金属浸漬被覆するための方法および装置
【解決手段】本発明は、金属ストランド1、特に鋼ストリップを、溶融金属浸漬被覆するための方法であって、この方法の場合、この金属ストランド1が、少なくとも部分的に、垂直方向に、溶融された被覆金属2を収容する容器3を貫いて、予め設定された搬送速度vでもって貫通案内される様式の、上記方法に関する。被覆プロセスの品質を調整するために、本発明により、溶融された被覆金属2内における金属ストランド1の滞留時間tが、容器3内における、この溶融された被覆金属2のレベル位置の高さhの制御、または調節によって、予め設定される。更に、本発明は、金属ストランドを溶融金属浸漬被覆するための装置に関する。  (もっと読む)
(もっと読む)
321 - 330 / 351
[ Back to top ]