
国際特許分類[C23C4/06]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 溶解被覆材料のスプレーによる被覆,例.火炎,プラズマまたは放電によるもの (1,608) | 被覆材料に特徴のあるもの (913) | 金属質材料 (398)
国際特許分類[C23C4/06]の下位に属する分類
金属元素のみを含むもの (171)
国際特許分類[C23C4/06]に分類される特許
41 - 50 / 227
耐摩耗性及び耐高温腐食性に優れた肉盛溶射用粉末合金
【目的】高い硬度と優れた高温耐食性の双方を兼ね備えることにより耐摩耗性及び耐高温腐食性に対して優れた特性を有し、短時間で時効処理が可能な溶射用粉末合金を提供すること。
【解決手段】質量%で、Cr:32%〜50%、Al:0.5%〜10%、Fe:0.1%〜20%を含み、残部Niおよび不可避的不純物からなる溶射用粉末合金。必要に応じてさらに、質量%で、Si:0.5%〜5%、B:0.001%〜0.01%、C:0.01%〜0.1%、Cu:0.1%〜5%、Ti、Nb、Ta、Vの1種又は2種以上をTi:0.1%以下、Nb:0.1%以下、Ta:0.1%以下、V:0.1%以下で、且つ、Ti+Nb+Ta+V:0.1%以下の範囲で添加してもよい。
(もっと読む)
高温及び過酷な環境に曝される基材を保護するためのコーティングシステム及びコーティング製品
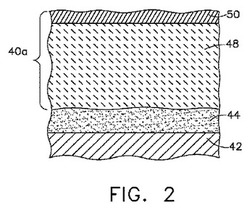
基材のCMAS浸透を低減するためのコーティングシステムは、少なくとも内側セラミック層と、外側アルミナ含有層とを含む。外側層は、最大で約50重量%までのチタニアを含む。追加のセラミック層及びアルミナ含有層を設けることができる。コーティングは、ガスタービンエンジン構成要素に用いることができる。コーティング層の堆積法は、構成要素の最終用途に応じて決めることができる。コーティングされた製品は、基材と、基材上の任意選択のボンドコートと、記ボンドコートの上又は該ボンドコートがない場合には前記基材上にあるコーティングと、を含む。内側セラミック層が、溶射法、物理蒸着法、及びサスペンションプラズマ溶射法から選択された堆積法の徴候である微細構造を示し、外側アルミナ含有層が、サスペンションプラズマ溶射法、溶液プラズマ溶射法、及び高速酸素燃料溶射法から選択された堆積法の徴候である微細構造を示す。 (もっと読む)
摩耗性組成物及びその製造方法
第2の成分Bと機械的に混合された第1の成分Aを有する溶射粉末であって、第1の成分Aが、金属若しくは金属複合材料、好ましくは、Ni−Cr−Alで被覆されたABN、Ni−Cr−Alで被覆されたHBN、有機結合剤を含むNi−Cr−Alで被覆された凝集六方晶系窒化ホウ素粉末、無機結合剤を含むNi−Cr−Al凝集六方晶系窒化ホウ素粉末、MがNi、Co、Feのうちの少なくとも1つであるMCrAlY型粉末のうちの少なくとも1つであり、成分Bが、ニッケル、ニッケル合金、ニッケルクロム合金、ニッケルクロムアルミニウム合金、ニッケルアルミニウム合金、コバルト及びコバルト合金のうちの少なくとも1つで被覆されたポリマーである、溶射粉末。その結果は、4相混合物とする4つのはっきりと異なる相の溶射粉末である。  (もっと読む)
(もっと読む)
多孔質皮膜のための複合線材を用いたワイヤアーク溶射システム並びに関連方法

【課題】多孔質皮膜を生じさせるための複合線材を用いたワイヤアーク溶射システム並びにその関連方法を提供する。
【解決手段】ワイヤアーク溶射システム100は、少なくとも1つの第1のワイヤ102と、そのコア領域に第1の材料を、及びコア領域の周囲の第2の材料を含むクラッドを含む複合線材を含む第2のワイヤ104とを使用する。コントローラー150が、アーク点114において第1のワイヤ102と第2のワイヤ104のアーク放電で生じた加熱材料120を被覆すべき表面122に推進する作動を制御する。全金属ワイヤ202,204を用いて多孔質金属皮膜124を作成するためのワイヤアーク溶射法。
(もっと読む)
アモルファス皮膜付き金属材およびアモルファス皮膜形成方法
【課題】 金属基材とアモルファス金属皮膜との間の密着度が低い等の課題を解決し、実際の産業用機器・設備において安定して使用できる皮膜付き金属等を提供する。
【解決手段】 金属基材の表面に下地材を介してアモルファス金属皮膜を形成した金属材について、a)上記基材の上に、当該基材と上記下地材とが溶融し合ってできた層をはさんで下地材の層を形成し、b)当該下地材の層の上に、当該下地材と上記アモルファス金属の成分の金属(アモルファスでない一般金属)とが溶融し合ってできた第一中間層、および上記アモルファス金属の成分の金属(アモルファスでない一般金属)と上記アモルファス金属とが溶融し合ってできた第二中間層をはさんで、アモルファス金属皮膜の層を形成する。
(もっと読む)
ガスタービン部材の補修方法及びガスタービン部材
【課題】要求される許容欠陥が小さい場合や、母材並みの強度を持つ溶接材料を用いる場合であっても、高温割れが許容欠陥以下となるような肉盛溶接による補修方法を提供することを目的とする。
【解決手段】母材1の損傷部分を除去し、損傷部分が除去された被除去部に中間層4を形成した後、本肉盛溶接してガスタービン部材を補修する。本肉盛溶接前に、中間層4を形成する工程を設けることで、本肉盛溶接中の母材1への入熱を低減させることができる。
(もっと読む)
熱間静水圧圧縮成形における又はそれに関連する改良
部材を製造するための方法が提供される。この方法は、形成される部材の内部寸法に対応するフォーマを製造するステップと、フォーマの少なくとも1つの表面上に第2の材料の層を設けるステップと、フォーマを閉じ込め容器内に配置し、閉じ込め容器を第1の材料で満たすステップと、閉じ込め容器を熱間静水圧圧縮成形にかけ、第2の材料が第1の材料に拡散させるステップとを含む。 (もっと読む)
湿分分離加熱器及び給水加熱器
【課題】従来に比べてさらに耐エロージョン・コロージョン性を向上させることができるとともに、製造コストの低減を図ることのできる湿分分離加熱器等を提供する。
【解決手段】 発電プラントの高圧タービンからの排気中の湿分を除去し、加熱して、過熱状態とした後低圧タービンに送るための湿分分離加熱器であって、炭素鋼から構成された本体胴と、前記本体胴の内部に収容された、加熱用蒸気を流通させるための加熱用伝熱管と、前記本体胴の所定部位に開口する。前記本体胴内に高圧タービンからの排気蒸気を取り入れるための蒸気入口と、前記本体胴内の前記蒸気入口と前記加熱用伝熱管との間に設けられたバッフル板とを具備し、前記本体胴内面の一部の領域であって、少なくとも、前記蒸気入口部分を含む領域に、耐食性合金の溶射皮膜が形成されていることを特徴とする。
(もっと読む)
高温で過酷な環境に曝される製品をコーティングする方法
高温で過酷な気候に曝される基材のCMAS浸透を低減するコーティングシステムを設ける方法。例示的な方法は、任意選択的に基材の上にボンドコートを配置するステップと、ボンドコートの上又は該ボンドコートがない場合には基材の上に内側セラミック層を設けるステップと、高速酸素燃料(HVOF)溶射法を用いて最大で約50重量%までのチタニアを含む外側アルミナ含有層を配置するステップとを含む。耐CMASコーティングを得るために、追加のセラミック層及びアルミナ含有層を設けることもできる。1つ又はそれ以上の好適な熱処理を利用して、アルミナを相安定することができる。コーティングは、ガスタービンエンジン構成要素に用いることができる。セラミック層の堆積法は、構成要素の最終用途に応じて決めることができる。 (もっと読む)
噴霧材料、熱噴霧層、並びに熱噴霧層を備えたシリンダ
【課題】本発明は、基材を熱的にコーティングするための、特に往復ピストン式燃焼機関のシリンダの滑走面の熱コーティングのための噴霧材料に関する。
【解決手段】本発明により、噴霧材料はZnOの固体潤滑剤を含み、該噴霧材料中の該ZnOの体積分率は、該噴霧材料の体積の0.1%から15%の範囲内である。本発明は、熱噴霧コーティングに関し、並びに本発明の噴霧材料を使用して製造される熱噴霧コーティングを有する往復ピストン式燃焼機関用のシリンダにさらに関する。
(もっと読む)
41 - 50 / 227
[ Back to top ]