
国際特許分類[D01H13/26]の内容
繊維;紙 (81,477) | 天然または人造の糸または繊維;紡績 (11,659) | 紡績またはねん糸 (1,344) | 他の共通な構造上の特徴,細部または補助装置 (291) | 紡績またはねん糸に関連した糸またはその類似物の検査または試験を容易にする装置 (8)
国際特許分類[D01H13/26]に分類される特許
1 - 8 / 8
異物検出装置、異物検出装置を用いた繊維機械、及び異物検出方法
【課題】 様々な色の異物の検出を容易に行うことのできる異物検出装置、異物検出装置を用いた繊維機械、及び異物検出方法の提供を目的とする。
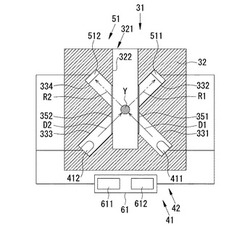
【解決手段】 糸条Yに混入している異物の有無を検出する異物検出装置であって、糸条Yに光D1、D2を照射する光源部41と、糸条Yからの反射光R1、R2を受光する第1受光部51と、第1受光部51からの反射光R1、R2の強度情報に基づいて、異物の有無を検出する検出部612と、を備え、光源部41は、青色光の光源である第1LED411、第2LED412を備える。
(もっと読む)
糸品質測定器及び糸巻取機

【課題】正確な糸欠点長さ評価及び周期ムラの検出が可能な糸品質測定器及び糸巻取機を提供する。
【解決手段】自動ワインダを構成するワインダユニット10は、クリアラ(糸品質測定器)15を備えている。このクリアラ15は、速度を変化させながら走行する紡績糸20の太さムラを検出し、糸の太さムラの検出を行っている。このとき、糸速度に応じてサンプリング周波数を変化させて検出信号のサンプリングを行っている。クリアラ15は、走行する糸の太さを検出する第1の糸ムラセンサ43と、CPU47と、を備える。CPU47は、外部の回転センサ42から得られる糸速度信号を受信し、当該糸速度信号に応じたサンプリング周波数で第1の糸ムラセンサ43の信号のサンプリングを行う。
(もっと読む)
コアヤーン製造方法およびコアヤーン製造装置
【課題】コアヤーン中の芯糸の有無を糸太さ検出装置で検出することが困難であった。
【解決手段】コアヤーン製造方法に、空気式紡績装置4にスライバ10および非ストレッチ性の芯糸11を導入し、該空気式紡績装置4が発生させる旋回気流により、芯糸11の周囲にスライバ10を構成する繊維を巻き付けて鞘繊維を形成することでコアヤーン12を製造する方法であって、コアヤーン12の製造開始に際して、芯糸11を空気式紡績装置4に送り出す芯糸送出工程(ステップ101)と、空気式紡績装置4を通過した芯糸11の有無を検出する芯糸有無検出工程(ステップ102)と、空気式紡績装置4を通過した芯糸11が検出されると、空気式紡績装置4にスライバ10を送り出す繊維束送出工程(ステップ103)と、を備える。
(もっと読む)
繊維機械
【課題】パッケージ径の検査精度に限界があるだけでなく、パッケージ径の不良な満巻パッケージを生産するユニットを特定しようとしても、どのような大きさのパッケージ径の満巻パッケージが、どの巻取りユニットで形成されたか不明で、追跡調査ができなかった。
【解決手段】紡績機1に、満巻パッケージ45のパッケージ径情報を検出する回転角度検出センサ99と、そのパッケージ径情報が検出された満巻パッケージ45を特定する対応ユニット特定手段(信号発信部41a、信号受信部41b、玉揚台車コントローラ40、信号受信部21a、信号発信部21b、ユニットコントローラ20)と、紡績ユニット2で形成された満巻パッケージ45の径情報を検出する回転角度検出センサ99と、満巻パッケージ45のパッケージ径情報と、その満巻パッケージ45を形成した紡績ユニット2のユニット番号とを、関連付けて記憶するコントロールマスタ50と、を備える。
(もっと読む)
異常錘特定装置および紡績機
【課題】毛羽変動異常の監視において、毛羽変動異常の判定精度を高めようと判定条件を厳しくすれば、糸品質上差し支えのない変動部位まで、切除すべき異常部位として扱うことになってしまう。
【解決手段】異常錘特定装置10に、各錘のHD値(糸太さの分散)を算出する単錘偏差算出手段11と、AHD値(全錘平均のHD値)を算出する全錘偏差算出手段12と、各錘のHD値が、AHD値を基準とする許容範囲を超えたか否かを判断する逸脱有無判断手段13と、同一の錘のHD値が2回連続して、許容範囲を越える場合に、その錘に糸物性異常が発生したと判定する錘間糸物性異常判定手段14と、各錘でHD値の移動平均したHDA値を算出する平均単錘偏差算出手段15と、HDA値が、HDA値の基準値であるHDAS値を基準とした許容範囲を超えたか否かを判断する錘内糸物性異常判定手段16と、を備える。
(もっと読む)
繊維機械
【課題】パッケージを生産する繊維加工ユニットを多数備える繊維機械において、糸速センサーに固有の誤差のため、各錘で糸速センサーの検出する糸速に基づいてパッケージの糸長さを均一にしようとしても、実際に生産されたパッケージの糸長さは全錘で不均一となってしまう。
【解決手段】糸速を検出する糸速センサー7と、この糸速センサー7の検出値に基づいて、巻取りパッケージ4の糸長さを算出するシーケンサー12と、巻取りパッケージ4を形成する巻取り装置20と、を備えるワインディングユニット1を、多数備えるワインダー100であって、各糸速センサー7に対応する補正情報を、各シシーケンサー12に送信する設定器41を備え、各シーケンサー12は、各糸速センサー7の検出値を前記補正情報に基づいて各糸速の補正値を算出し、これらの各糸速の補正値に基づいて、各巻取りパッケージ4の糸長さを算出する。
(もっと読む)
糸を監視する繊維機械
紡績機(1)は、紡績ユニット(3.1〜3.n)の一群と、プロセッサユニット(2)と、継合台(40)とを含む。ワークステーション(3.1〜3.n)の各々と区域検査ユニット(13.1)との間で時間制約的なデータを連続的に同時転送するための並列データ伝送手段(5.1〜5.n)は、極力単純で安価に実行される。付加的な逐次データ伝送手段(6)が、唯一選択されたワークステーション(3.3)と継合台(40)との間で非時間制約的なデータを転送するのに使用される。データ転送をこのように振り分けるおかげで、紡績機(1)はより簡単で安価なものになる。 (もっと読む)
たとえばフラット・カード、ローラ・カード、練篠フレーム、精梳綿機などの紡績用前処理機において、たとえば綿、合成繊維などの少なくとも一本の繊維スライバ、繊維ウェブなどの繊維材料の質量および/または質量変動を確認する装置
【課題】構造的に簡素な様式で改善された正確な測定を行う。
【解決手段】たとえばフラット・カード、ローラ・カード、練篠フレーム、精梳綿機などの紡績用前処理機において、たとえば綿、合成繊維などの少なくとも一本の繊維スライバ、繊維ウェブなどの繊維材料の質量および/または質量変動を確認する装置であって、繊維材料は触覚要素により機械的に走査され、該触覚要素の偏位は電気信号へと変換されるという装置において、上記触覚要素の位置を検出する非接触式距離センサ(近接センサ)が配備される。構造および設置に対して簡素な様式にて、改善されて更に正確な繊維束の測定を促進するために上記距離センサは、光学的または音響的な距離を測定するセンサであって電子的評価デバイスに接続されたセンサである。
(もっと読む)
1 - 8 / 8
[ Back to top ]