
国際特許分類[D03D49/10]の内容
繊維;紙 (81,477) | 織成 (5,920) | 織物;織成方法;織機 (5,587) | 特定の織機に特有でない細部または構造上の特徴 (135) | たて糸または織布における張力制御 (88) | たて糸送出機構 (26) | ワープビームの送出駆動 (16)
国際特許分類[D03D49/10]に分類される特許
1 - 10 / 16
織機における経糸送り方法および装置
【課題】織機が停止した状態で行われる経糸を連続的に送る経糸送り操作時において、経糸の張力を所望の状態に維持する制御が安定して行われるようにする。
【解決手段】
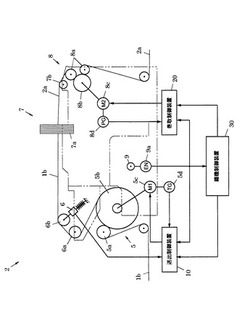
送出装置5及び巻取装置8が織機の主駆動モータとは独立した送出モータ5c及び巻取モータ8cを駆動源とする織機において、前記主駆動モータを停止した状態で前記送出モータ5c及び前記巻取モータ8cを駆動して経糸送り操作を行うと共に、前記経糸送り操作中に経糸の張力を検出し、その検出に基づく経糸張力値を予め設定された経糸張力の基準値と比較し、前記経糸張力値が前記基準値から外れた場合、前記送出モータ5c及び前記巻取モータ8cを制御対象として予め設定された制御態様に従い、経糸の張力を前記基準値へ戻すための張力制御を実行する。
(もっと読む)
テンプル位置自動切換機構を有するテンプル装置を備えた織機における送出制御方法及び装置

【課題】テンプル装置を備えた織機において、テンプルが作用位置と待機位置との間で位置を変化させることに伴う製織への影響を可及的に小さくすること。
【解決手段】密度の異なる2以上の製織部分を含む織布を製織する織機であって、経糸目標張力と検出張力とに基づいて送出モータを駆動する送出制御によって経糸の送り出し量を制御する送出装置と、テンプルを作用位置と待機位置との間で変位可能として製織される製織部分の緯糸密度に応じてテンプルを何れかの位置に自動切り換えするテンプル装置とを備えた織機において、前記織機における送出装置の経糸の送出制御方法であって、テンプルの移動変位が行われる期間を含む制御期間における送出モータの駆動の制御を、前記制御期間以降の定常運転時の前記送出制御とは異なる制御態様であって経糸の送り出し量がテンプルの移動変位に伴う経糸張力の変化を解消する方向に調整される制御態様で行う。
(もっと読む)
織機の経糸制御方法
【課題】服巻ロールの織布巻取量と経糸ビームの経糸送出量との差異に起因する緯糸密度むらをなくす。
【解決手段】定常運転後予め複数設定された主軸17の回転速度を、一方の回転速度から他方の回転速度に向けて変更する際に、定常運転中の所定の期間毎に検出された主軸17の回転速度をもとに基本速度を発生し、前記基本速度に対し張力偏差を解消する方向に補正した補正結果に従って前記経糸ビームを駆動する送出制御部23とを有してなる織機の経糸制御装置において、主軸17の回転速度を前記変更するに際し、前記送出制御部23は、少なくとも上記所定の変更期間の一部を含むように定められる第1の期間にわたり、前記定常運転中の所定の期間よりも短い期間毎に連続的に検出される主軸17の回転速度に基づき、主軸17の回転速度に比例する前記基本速度を前記検出毎に発生させる。
(もっと読む)
織機の経糸送り出し装置
【課題】織機の経糸送り出し装置において、経糸張力変動を抑制し、織り段を防止すること、ワープビームの回転軸を駆動する回転の駆動源および変速機の容量を小さくするとともに、許容経糸張力や打ち込み密度範囲等の使用条件範囲を拡げ、織機の汎用性を向上させる。
【解決手段】回転の駆動源4と、駆動源4の回転をワープビーム2に伝達する伝達装置5とからなる駆動装置3を備え、駆動装置3は経糸張力に抗する制動力をワープビーム2に作用させつつワープビーム2を送り出し方向および反送り出し方向に回転させる織機の経糸送り出し装置1において、駆動装置3の制動力とは別に、ワープビーム2に制動力を作用させる制動装置10を設け、前記制動装置10は、ワープビーム2の反送り出し方向の回転時に制動装置10の制動力を緩和させる制動力緩和手段12を備え、前記制動力緩和手段12は、制動装置10とワープビーム2の回転軸21との間に介在する一方向回転伝達装置13により構成される。
(もっと読む)
織機及び織機の駆動装置。
【課題】綜絖や筬の駆動周期が変動しても適切に張力を制御できる織機を提供する。
【解決手段】織機1は、ワープビーム3から経糸Vを送出させる方向へワープビーム3を回転させる送出モータ27と、ワープビーム3から送出された経糸Vを開閉口させる綜絖10と、緯入れ装置11により経糸Vの開口に入れられた緯糸Hを筬打ちする筬13と、筬13により筬打ちされ、経糸V及び緯糸Hにより形成された織布Wを引き込むサーフェスローラ17を織布Wを引き込む方向へ回転させるサーフェスモータ61と、経糸Vの張力を検出する位置検出器35と、位置検出器35の検出した張力をフィルタリングする適応フィルタ部83を有し、当該適応フィルタ部83によりフィルタリングされた張力に基づいて、経糸Vの張力が所定の目標張力になるように、送出モータ27及びサーフェスモータ61を制御する制御装置25とを有する。
(もっと読む)
織機の織り段防止方法及び装置
【課題】織機の通常運転に先立ち、織前位置の補正動作や経糸張力の調整動作を行う織機において、実際の織前位置や経糸張力の値を正確に調整することにより、織段を確実に防止すること。
【解決手段】織前位置補正動作の動作時間、経糸張力調整動作の動作時間、織前位置補正動作の開始時期と経糸張力調整動作の開始時期とに時間差を持たせた場合のその時間差の少なくともいずれか1つに関し、a)織前位置補正動作の動作時間を、起動準備用の設定張力値と起動準備動作直前に検出された経糸張力値との偏差に基づいて制御する、b)経糸張力調整動作の動作時間を、起動準備用の設定張力値と起動準備動作直前に検出された経糸張力値との偏差又は織前位置補正動作の設定補正量に基づいて制御する、及びc)前記時間差を、起動準備用の設定張力値と起動準備動作直前に検出された経糸張力値との偏差に基づいて制御すること。
(もっと読む)
織機の経糸制御方法
【課題】 経糸の張力制御に起因して発生する緯糸の密度むらを目立たなくすることにある。
【解決手段】 経糸制御方法は、織機の運転開始から複数ピックの期間を含む第1の期間の間、定常運転時と異なる緯糸密度から定常運転時の緯糸密度に近づく密度パターンにしたがって巻取ロールを変速駆動させる巻取装置と、経糸ビームの回転速度に対し、経糸の張力偏差を解消する方向に補正するための解消条件を基に、経糸ビームの回転速度に対する補正信号を出力して経糸ビームを回転駆動させる送出装置とを含む織機に適用され、第1の期間の開始時点を開始時点としかつ第1の期間の終了時点又はそれ以降を終了時点として定められる第2の期間の間、経糸張力制御を実行すると共に、第2の期間における張力偏差に対する補正信号の値が、張力偏差に基づく値であって第2の期間後における同じ張力偏差に対する値よりも小さい値の補正信号が出力されるように、解消条件を設定する。
(もっと読む)
無段変速機
【課題】 無段変速機の出力軸と被駆動体の回転軸との接続を容易にでき、且つ、出力軸の回転速度を被駆動体の回転軸に精度良く伝達できる無段変速機を提供する。
【課題手段】 駆動力を受けて回動する入力軸4と、一端が変速機構を介して前記入力軸に接続されると共に、他端が前記ケーシングから突出するように構成された出力軸5と、ケーシング3の外方に配設されて出力軸5の突出部にスプライン結合し、出力軸5と一体に回動する第一歯車42と、支軸43を介してケーシング3に回動自在に支持されて、第一歯車42に噛合する第二歯車44とを備えている。
(もっと読む)
織口位置調整装置
【課題】緯糸補修後の織口位置の調整を精度よく行うことにより、織機の再起動時の停止段の発生を防止する。
【解決手段】独立して設けられた、サーフェスロール(22)を回転駆動する専用の巻取モータ(23)およびワープビーム(4)を回転駆動する専用の送出モータ(15)の少なくともいずれかを有しており、一方を有する場合はその前記専用のモータ、また両方を有する場合は前記専用のモータの少なくともいずれかを、織機(1)の停止中における回転指令に基づいて、織機(1)の主軸(26)から独立して駆動する織口位置調整装置(10)において、手動操作に基づいて前記回転指令を発生する手動操作器(40)と、手動操作器(40)からの1回の回転指令の出力によって、前記専用のモータ(15、23)を1ピックの小数点以下の値を含む量に対応する回転量だけ主軸(26)から独立して駆動する駆動制御装置(33)とを含むことを特徴とする。
(もっと読む)
広幅絣織物の製織方法
括り絣の広幅織物を広幅織機で製織するときに起きる諸問題を解決して、着尺の設備を使用し、従来、織成出来なかったデザインの広幅絣織物を提供する。
【課題】 例えば、着尺の3倍幅の広幅にした場合、絣柄に括る経糸の本数を3倍にすると、括りの緊縛度合いが弱くなるため絣柄が不鮮明になって品質の低下を招く。また、重量も3倍になって、染め、乾燥、その他の工程で作業が困難になる。絣糸は、絣柄の大小、粗密により経糸の収縮度ないし伸張度に差異が生じ、絣柄の崩れが起こる。
【解決手段】 経糸を複数の群に分け、群毎に巻き取られた複数の経巻きを同じ軸に回転自在に取り付け、製織に際して、各群の経巻きの回転をそれぞれ個別に制御することによって解決する。
(もっと読む)
1 - 10 / 16
[ Back to top ]