
国際特許分類[D21G1/02]の内容
繊維;紙 (81,477) | 製紙;セルロースの製造 (11,593) | カレンダ;抄紙機の付属品 (194) | カレンダ;平滑装置 (112) | ロール;その軸受 (43)
国際特許分類[D21G1/02]に分類される特許
21 - 30 / 43
プラズマ処理された熱交換器
特にプラスチックフィルムや帯状ペーパーのような帯状製品を製造するための機械の押圧作業、乾燥作業又はスムージング作業のための温度制御された回転可能な回転対称熱交換器。当該熱交換器は好ましくは液体又は蒸気の熱伝達媒体を用いて、又は電気手段に伴う熱によって温度制御され得る。本発明の目的は、400〜450HVより遥かに大きな表面硬度を達成し、80kW/mより大きな熱伝達能の場合ですら化学的/機械的腐食を最小限に抑えるべく上記タイプの熱交換器を構成することである。このために熱交換器はプラズマ処理される。 (もっと読む)
圧力プロファイルのオンライン測定
ニップ圧力及び/又はニップ圧力プロファイルを測定するための方法であって、少なくとも1つのニップ形成ロールが、少なくとも1つの塗膜層の下の圧力センサと適合され、塗膜層は保護的であり、且つ、センサの頂部上でバネとして機能し、ニップ圧力は、塗膜の底部表面ニップ圧力と比例する変形を加え、変形は前記センサを圧縮し、それは電気信号を発生することによる変形に応答する。 (もっと読む)
工業用ロールおよびその信号データを収集する方法並びに工業用ロールにおける作動パラメータを測定するためのシステム

【課題】 最小数のワイヤを使用してデータ信号を送信するよう構成された工業用ロールに関し、工業用ロールにおける信号データを収集する方法並びに多数のセンサから測定値を出力しうる検知システムを提供する。
【解決手段】 工業用ロール200は、外表面を有する実質的に円筒形のシェル205と、該シェルの外表面に円周方向に覆い被さる高分子カバー210と、検知システム215とを含んでいる。該検知システムは、データパラメータを検知するようにそれぞれ構成されて、カバーに埋め込まれた複数のセンサ220と、それぞれのセンサに接続されると共に、その近くでカバーに埋め込まれる複数の無線トランシーバ280とを備えている。各無線トランシーバは、該センサからのデータ信号を送信するよう構成されている。関連した方法及びシステムも開示されている。
(もっと読む)
塗工紙の製造方法及び製造設備

【課題】抄紙速度が1300m/分以上の高速抄紙でありながら、塗工紙に要求される高品質の塗工紙を得る。
【解決手段】 オンマシン内で次記の連続的な工程が順に組み込まれ、かつ抄紙速度1300m/分以上である塗工紙の製造方法である。(1)ギャップタイプのツインワイヤーフォーマで抄紙する工程、(2)サクションロール及び/またはブレードによる脱水手段にて湿紙を形成する工程、(3)塗被紙に接着剤及び顔料を主成分とする下層水性塗工液をブレード塗工し、これを乾燥することを、一方の面及び他方の面に対し順に行う第1塗工工程、(4)第1塗工工程後の塗被紙に接着剤及び顔料を主成分とする上層水性塗工液をブレード塗工し、これを乾燥することを、一方の面及び他方の面に対し順に行う第2塗工工程、(5)少なくとも2ニップを有する複数段に構成された金属ロールと弾性ロールの組み合わせからなる熱ソフトカレンダーにて平坦化処理する工程。
(もっと読む)
抄紙機用チューブロール及びチューブロール製造方法
本発明は抄紙機に対するチューブロールに関連する。チューブロールは、抄紙機に対し回転可能でチューブロールを支持するために、シェル(10)とロールヘッド(11)を含む。シェル(10)は二個のメタルシリンダ(12、13)を持ち、お互いにある間隔で同心円的に調整されている。シリンダ(12、13)間で、シリンダ(12、13)の両方に取り付けられたコア構造が更にある。各ロールヘッド(11)はシリンダの両方に取り付けられ、少なくとも内部シリンダはシート状メタル材料から作られている。本発明はまたチューブロールを製造するための方法に関連している。 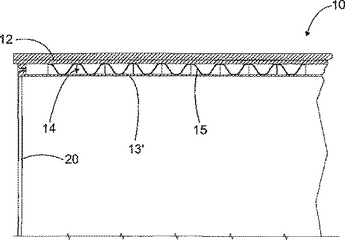 (もっと読む)
(もっと読む)
塗工紙の製造方法及び製造設備
【課題】抄紙速度が1300m/分以上の高速抄紙でありながら、近年特に厳しい塗工紙に要求される印刷適性を示す塗工紙を得る。
【解決手段】 オンマシン内で次記の連続的な工程が順に組み込まれている塗工紙の製造方法である。(1)それぞれループをなす2つのワイヤー間にヘッドボックスから紙料を噴出して紙層を形成するギャップタイプのツインワイヤーフォーマで抄紙する工程、(2)ワイヤーパートにおいてサクション(フォーミング)ロール及び/またはブレードによる脱水手段にて湿紙を形成する工程、(3)湿紙を乾燥する工程、(4)接着剤及び顔料を主成分とする水性塗工液をブレード塗工する工程、(4)少なくとも2ニップを有する複数段に構成された金属ロールと弾性ロールの組み合わせからなる熱カレンダー70にて平坦化処理する工程。
(もっと読む)
塗工紙の製造方法及び製造設備
【課題】抄紙速度が1300m/分以上の高速抄紙でありながら、近年特に厳しい塗工紙に要求される印刷適性を示す塗工紙を得る。
【解決手段】 オンマシン内で次記の連続的な工程が順に組み込まれ、かつ抄紙速度1300m/分以上である塗工紙の製造方法である。(1)それぞれループをなす2つのワイヤー間にヘッドボックスから紙料を噴出して紙層を形成するギャップタイプのツインワイヤーフォーマで抄紙する工程、(2)ワイヤーパートにおいてサクション(フォーミング)ロール及び/またはブレードによる脱水手段にて湿紙を形成する工程、(3)湿紙を乾燥する工程、(4)接着剤及び顔料を主成分とする水性塗工液をアプリケータ90及びブレード91を使用するジェットファウンテン方式でブレード塗工する工程、(5)少なくとも2ニップを有する複数段に構成された金属ロールと弾性ロールの組み合わせからなる熱ソフトカレンダーにて平坦化処理する工程。
(もっと読む)
製紙機械用加圧ロール
【課題】 簡素な構成でニップ幅を自由に変更することができるようにした、製紙機械用加圧ロールを提供することを目的とする。
【解決手段】 弾性合成樹脂材で成形されたチューブ状のジャケット201と、該ジャケット201の各端部が密着して結合固定され、ロール軸部を構成する一対のヘッド202,203とから構成し、該ジャケット201と該ヘッド202,203とにより形成される流体室210に流体を供給し、該ジャケット210を加圧変形させる流体圧供給装置211を接続する。
(もっと読む)
製紙ロールカバーおよびその製造方法
本発明は、ロールカバーを作る方法およびロールカバーであり、少なくとも1つの材料がロールの表面かまたは基部基板に加えられる。第1の実施形態において、単一の材料が流動性のあるフェーズとして加えられる。材料の均一なコーティングがロールに加えられ、たとえば冷却、硬化または他の手段等によって材料が固化するときに、滑らかで永久的なロールカバーがロールの表面に形成される。別の実施形態において、少なくとも2つの材料が流動性のあるフェーズでロールの表面に加えられる。第1の材料は、犠牲的な除去可能な第1の材料であってもよく、予め選択されたパターンでロールカバーの表面に加えられる。犠牲材料が加えられた後に、第2の材料たとえば機能樹脂がロールカバーの表面に加えられ、犠牲材料は、第2の材料が固化した後に、除去される。別の実施形態において、犠牲材料の使用は回避され、材料は所定のパターンで加えられる。第4の実施形態において、2つまたはそれ以上の異なる材料が加えられる。 (もっと読む)
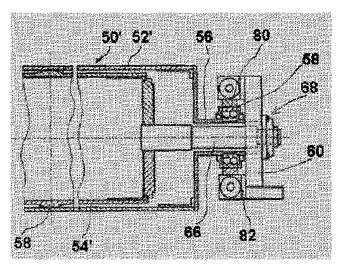
ロール
本発明は、抄紙機又は、板紙抄紙機若しくは仕上げ機用の、中間部が支持されたロールに関し、当該ロールは、2つのセクション、即ち、ロール(50’)の中間領域で互いに支持されたインナシェル(54’)とアウタシェル(52’)からなる。当該ロールの特徴は、ロールのインナシェル(54’)の製造材料のノミナル剛性が、アウタシェル(52’)の製造材料のノミナル剛性よりも大きいことである。
 (もっと読む)
(もっと読む)
21 - 30 / 43
[ Back to top ]