
国際特許分類[F16C3/08]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | 軸;たわみ軸;たわみ被覆の中で運動を伝達するための機械的な手段;クランク軸機構の要素;ピボット;枢着;伝動装置,継ぎ手,クラッチまたはブレーキ要素以外の回転工学の要素;軸受 (45,306) | 軸;車軸;クランク,偏心輪 (786) | クランク軸,偏心軸;クランク,偏心輪 (379) | クランク軸 (303) | 1部品で作られたもの (55)
国際特許分類[F16C3/08]に分類される特許
1 - 10 / 55
クランクシャフト及びその評価方法
【課題】切削加工により仕上げられたスラスト軸受面を評価する方法を見出し、かかるスラスト軸受面を有するクランクシャフトを実用化する。
【解決手段】クランクシャフト1のスラスト軸受面Tを、プラトー率Rδcに基づいて評価する。具体的には、スラスト軸受面Tのプラトー率Rδc(切断レベル:10〜80%)が0.6μm以下であれば良品と判別し、0.6μmを超えていれば不良品と判別する。
(もっと読む)
内燃機関

【課題】
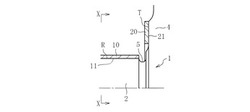
エンジン等の内燃機関1の内部で発生した騒音が、クランク軸3とフロントカバー4の間の貫通孔5から外部に漏れることを抑制できる内燃機関1を提供する。
【解決手段】
クランク軸3が、フロントカバー4の内壁面4aに向かって拡開するテーパ部10と、テーパ部10に沿って形成した少なくとも1つの溝部11と、溝部11に沿って移動自在となるように配置された少なくとも1つの移動体12を有し、内燃機関1が、少なくともフロントカバー4の4a内壁面とテーパ部10の拡開した側の端部の間から、フロントカバー4とクランク軸3の間の貫通孔に至るように配置した円環状のスペーサ14を有し、クランク軸3が回転した際に、移動体12がフロントカバー4の内壁面4aの方向に移動し、スペーサ14をフロントカバー4の内壁面4aに押し付けるように構成した。
(もっと読む)
ブローバイガス環流装置
【課題】エンジンの小型軽量化を達成する。
【解決手段】クランク軸10には、クランクウエブ15a,15bの外周面に開口し径方向に伸びる分離通路26a,26bと軸方向に伸びる軸方向通路27a,27bとジャーナル14a,14bに径方向に伸びて形成されジャーナル14a,14bの外周面と軸方向通路27a,27bとを連通する径方向通路28a,28bとが形成されている。クランク軸10のジャーナル14a,14bを支持する滑り軸受31a,31bの内周面には、径方向通路28a,28bに連通する連通溝32a,32bが形成されている。クランクケース11にはブローバイガスを吸気系に供給する排気通路33a,33bが形成されている。
(もっと読む)
内燃機関のクランクシャフト
【課題】直列3気筒式内燃機関のクランクシャフトにおいて、バランスウェイト重量を、好適なバランスウエイト配置構造を提供する。
【解決手段】3つの気筒のうち、両側の第1,第3気筒にバランスウエイト25を設ける。第2気筒のクランクピン21の両側に位置する一対のクランクウェブ23のクランク軸方向の外面間距離E2を、第1,第3気筒のクランクピン21の両側に位置する一対のクランクウェブ23のクランク軸方向の外面間距離E1,E3よりも小さく設定する。第2気筒のクランクピン21の両側に位置するクランクウェブ23の軸方向寸法D3,D4を、第1,第3気筒のクランクピン21の両側に位置するクランクウェブ23の軸方向寸法D1,D2,D5,D6よりも小さく設定する。
(もっと読む)
クランクシャフトの製造方法、その製造装置、およびクランクシャフト
【課題】簡単な構成で、保持型とケースの寿命が短くなるのを容易に且つ確実に防止することができるクランクシャフトの製造方法と、その製造方法を提供する。
【解決手段】素材のジャーナル部となる部分とピン部となる部分pを保持型の円形孔部35,36でそれぞれ保持して軸方向に加圧し、ウエブ部となる部分wを保持型の間で潰すように成形して所定の厚さのウエブ部Wを有するクランクシャフトを製造する場合において、素材のピン部となる部分pとジャーナル部となる部分少なくとも一方の断面形状を、対応する保持型の円形孔部35,36の底部(36a)に当接させ、且つ、その保持型31の円形孔部36の開口部(36b)との間に隙間を生じさせる形状に成形して、素材の軸方向への加圧を開始する。
(もっと読む)
クランクシャフト
【課題】重量増加を抑えながらも、捻りによる振動を効果的に抑制することのできるクランクシャフトを提供する。
【解決手段】軸端5にフライホイールが装着される多気筒エンジンのクランクシャフトにおいて、フライホイールに近い第7アーム3g及び第8アーム3hにのみ、そのジャーナル中心部に局所的な肉盛り部6を形成することで、クランクシャフトの重量増加を僅かなものに留めながらも、剛性を確保し、捻りによる振動を効果的に抑制可能とした。
(もっと読む)
クランクシャフトへの焼入方法及びそのクランクシャフト
【課題】高密度エネルギービームによるクランクシャフトへの焼入れ時に、クランクシャフトの変形を抑制することが可能なクランクシャフトへの焼入方法及びそのクランクシャフトを提供することにある。
【解決手段】本発明に係るクランクシャフト10への焼入方法及びそのクランクシャフト10は、クランクシャフト10のピン部に高密度エネルギービームを照射し、上記ピン部に硬化層を形成するものであって、上記ピン部の外周面のうち、上記ピン部の軸Xよりも上記クランクシャフトの回転軸Yから離れる外周面を第1照射領域Aとし、上記ピン部の軸Xよりも上記クランクシャフトの回転軸Yに合う外周面を第2照射領域Bとし、上記第1照射領域A及び第2照射領域Bの熱容量に応じて、これら第1照射領域A及び第2照射領域Bに上記高密度エネルギービームの出力態様を異ならせて照射している。
(もっと読む)
クランクシャフトの製造装置およびクランクシャフトの製造方法
【課題】簡単な構成で、クランクシャフトを容易に且つ確実に精度よく製造する。
【解決手段】予備成形された粗形材10のジャーナル部となる部分jを保持するジャーナル部保持型30と、ピン部となる部分pを保持するピン部保持型31と、ジャーナル部保持型30とピン部保持型31とを摺動可能に拘束するケース32と、粗形材10をその軸方向に加圧してウエブ部となる部分wをジャーナル部保持型30とピン部保持型31との間で潰して所定の厚さに所定のピッチで成形する軸方向加圧手段33とを備え、ジャーナル部保持型30とピン部保持型31の少なくとも一方は、ケース32の内周面に対して軸方向に移動可能に摺動する軸方向スライド41と、軸方向スライド41に保持されてケース32の径方向に移動可能に摺動する径方向スライド42とを備えている。
(もっと読む)
クランクシャフトの製造方法及びその製法によって製造されたクランクシャフト
【課題】ツイスト加工を必要とせず、ツイスト加工に伴う問題を解消するようにしたクランクシャフトの製造方法を提供すること。
【解決手段】直列3気筒エンジンに用いられるクランクシャフト1の製造方法において、1組のウエブ4、4、該ウエブ4、4間に挟まれて形成されたクランクピン5及び各ウエブ4、4のクランクピン5と対向する部位に形成されたカウンタウエイト6、6からなる3個のクランク部3の重心が、クランクシャフト1の軸2を中心として、120°回転対称の位置に存在し、かつ、成形金型のパーティングラインLを挟んで、ウエブ4、4及びカウンタウエイト6、6が抜け勾配を備えた形状に成形されるようにした成形金型を用いて鍛造成形する。
(もっと読む)
多気筒内燃機関のクランクシャフト
【課題】クランクピン外周面の油穴の開口に生じる応力を低減する。
【解決手段】直列4気筒内燃機関において、内燃機関1後端の第4気筒のクランクピン21dでは、クランクピン21dの中央ではなく、もともと応力の低い内燃機関1後端側に偏った位置に、油穴25dのクランクピン21d軸方向における開口位置が設定される。また内燃機関1前端の第1気筒のクランクピン21aでは、クランクピン21aの中央ではなく、もともと応力の低い内燃機関1前端側に偏った位置に、油穴25aのクランクピン21a軸方向における開口位置が設定される。
(もっと読む)
1 - 10 / 55
[ Back to top ]