
国際特許分類[F16L13/14]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | 管;管の継ぎ手または取り付け具;管,ケーブルまたは保護管類の支持;熱絶縁手段一般 (15,571) | 切り離しできない管継ぎ手,例.はんだ,接着剤,またはかしめ継ぎ手 (181) | 管の材料を塑性的に変形することにより作られるもの,例.つば出し,圧延によるもの (58)
国際特許分類[F16L13/14]の下位に属する分類
相互に協働するカラーをもつ重なった端からなる管継ぎ手
国際特許分類[F16L13/14]に分類される特許
11 - 20 / 58
抜止リング付管継手、抜止リングの取付け方法、並びに抜止リング取付け装置

【課題】抜止リングより管継手の方が熱膨張率が大きい場合であっても、管継手の端部の外周面に抜止リングを取付けた後で外れ難くすることができる抜止リング付管継手を提供する。
【解決手段】抜止リング付管継手1は、円筒状に形成された端部3を有する樹脂製の管継手2と、端部3の内周面に配置された金属製のブッシュ4と、端部3の外周面に取付けられた金属製の抜止リング5と、抜止リング5の内周面の少なくとも対向する2箇所に設けられ、管継手2の端部3に食い込むように形成された変形部6と、を備える。
(もっと読む)
管接続装置

【課題】拡径された合成樹脂管の管端部を抵抗無く管継手の内挿筒部に外挿可能で、かつ、その状態で拡径された管端部と内挿筒部との両中心が一致した状態で合成樹脂管の接続ができ、作業効率の良い管接続装置を提供する。
【解決手段】管継手10は、内挿筒部2の外側に抵抗なく遊挿された拡径直後の管端部1aが自然縮径により内挿筒部2に密接するまでの間において、該拡径状態の管端部1aの中心と内挿筒部2の中心を一致させた状態で移動スリーブ6の移動による挟持を可能とすべく、内挿筒部2の外側に遊挿された拡径状態の管端部1aの先端側外周の周縁に配設され、管端部1aの外挿状態を位置決めるガイド部3を備えた。
(もっと読む)
圧着タイプ連結器、圧着ツールおよび圧着方法
圧着によって設置される連結器は、パイプ要素を受け取るリングによって包囲される開放端において、角度配向された円錐表面を有する。ダイは、圧着ツールのジョーの上で連結器に向かって半径方向に移動し、連結器をパイプに固定する圧着を達成するように、1本の接触線に沿って円錐表面に係合する。半径方向に与えられた力は、半径方向および軸方向成分を有する。半径方向成分は、圧着を達成し、軸方向成分は、シールが位置する連結器の中のチャネルを変形させる。シールは、流体密封接合部を達成するように、連結器とパイプとの間で変形させられる。連結器は、半径方向外向きに突出する円周方向リブを有し得る。位置合わせドッグは、連結に係合し、軸力成分に対して作用表面を提供する。 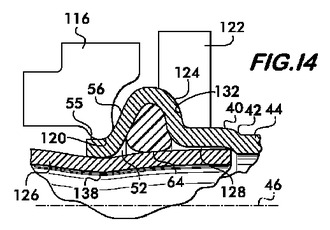 (もっと読む)
(もっと読む)
筒状型自在継手
【課題】接続方向の芯ズレに対する方向調整と長さの可変自在を、同一形状を呈する複数部材の筒方向への連結と周方向に回す操作によって可能とし、しかも、管内面をさらに平滑にして流通抵抗をさらに低減させることを可能にした筒状型自在継手を提供する。
【解決手段】突合せ連結される連結口1a,1bを有する複数の管状部材1を筒状に連結してなる筒状型自在継手Aであって、管状部材1は、両連結口1a,1bが斜め角度にてそれぞれ輪切り状にカットされた筒方向の側面視で略V字形状に形成され、かつ、一方の連結口1a側に正多角形の内側シールド面部2bを有する突合せ当接部2を備え、他方の連結口1bには突合せ当接部2を高いシール性で抜動不能に突合せ連結させる正多角形の外側シールド面部3bを有する突合せ嵌合部3を備えている。
(もっと読む)
継手構造
【課題】 薄肉接続管と継手本体間にねじり角リングを配置しカシメることで抜け止めおよび回り止め機能を同時に達成する継手本体を提供する。
【解決手段】継手本体10は、外形が略円筒状をしており、その右側端部には、ねじり角リング12が収納配置される。さらに所定間隔離れて、Oリング14が収納配置されている。さらにOリングの位置より所定間隔離れて段差部16が形成されている。ねじり角リングの稜線部12aは、カシメにより接続管20の外周面にくい込んでいる。また稜線部と向かい合う上部側の稜線部はカシメにより、継手本体の収納部22内側へ食い込んでいる。また横方向の左右稜線部は、カシメにより継手本体の収納部22内側へ食い込んでいる。接続管は、稜線部が食い込んだねじり角リングにより、継手本体に対して抜け止めおよび回り止めされる。
(もっと読む)
パイプと被接合部材との接合方法
【課題】パイプと被接合部材との接合強度を向上させうるパイプと被接合部材との接合方法を提供する。
【解決手段】接合方法は、被接合部材15の挿通孔16内にパイプ11を挿通し、その後、パイプ11の中空部13内に配置されたダイ21の各ダイセグメント21aでパイプ11の挿通孔16内への挿通部分12aをパイプの半径外方向に押圧することにより、パイプ11の挿通部分12aをエキスパンド加工し、これによりパイプ11に被接合部材15を接合する方法である。被接合部材11の挿通孔16の内周面17に係合溝部18が設けられている。エキスパンド加工の途中において、被接合部材15の係合溝部18の両側部分19,19をパイプ11を介してダイセグメント21aでパイプ11の半径外方向に押圧することにより弾性的に拡開された係合溝部18に、パイプ11の係合溝部対応部分14を押し込む。
(もっと読む)
配管継手構造および配管継手方法
【課題】曲線部分と直線部分とを有するソケットを用いて、所望のかしめ強度および加工簡素化を達成することができる配管継手構造および配管継手方法を提供する。
【解決手段】エバポレータ1は、入口側冷媒流路10および出口側冷媒流路11と、入口配管14および出口配管15と、筒状のソケット12と、平板状の連結プレート13と、を含み、ソケット12の連結部121は、直線状の直線部分72と円弧状の曲線部分71とを有し、直線部分72と仮想直線L1とが成す角度θ2は、曲線部分71と仮想直線L1とが成す角度θ1より大きい。
(もっと読む)
継手構造
【課題】 配管用パイプに対する事前のカシメ作業を可及的に少なくした継手構造を提供する。
【解決手段】中央部に配置されている継手本体10の両側には、それぞれ接続用パイプ12a、12bが挿入されており、同各パイプ先端端面は、継手本体の内周中央部に形成された径小段差部の両側の各垂直壁面に当接している。パイプ外周部には、予め、リング状の抜け止め部材14a、14bが設けられている。継手本体の径大内周面に形成された溝には、シール用のO−リング16a、16bが配置され、取り付けられている。パイプの抜け止めのため、抜け止め部材の外側周辺を取り囲むように継手本体の端部分がパイプ外周面に向けて押し潰されている。
(もっと読む)
継手構造
【課題】 パイプに対する事前の加工が不要でカシメ作業も可及的に少なくした継手構造を提供する。
【解決手段】外径D0の継手本体10の内周中央部には内径がパイプ12a、12bと同じ径小部10dが形成され、その左右両側の垂直壁10eに続いて長さL2の径大部10fが形成されている。前記径小部、垂直壁および径大部により段差部が形成されており、この段差部にはパイプがそれぞれ挿入され、各垂直壁にその端面が当接している。前記径大部の内周面と各パイプの外周面との間(太い実線部)の薄い環状領域には、予め粒状の鋳鉄を混入した接着剤を介在させてある。そして、同接着剤が硬化する前に、矢視Fで示されるように、径大部がその外側から軸心に向け押し潰され、カシメられている。
(もっと読む)
管継手構造及び管接続方法
【課題】強固な引抜力を発揮し、かつ、密封性にも優れた管継手構造を提供する。
【解決手段】被接続パイプPが内挿される孔部3を有する金属製外嵌筒部2を備え、該外嵌筒部2の外周面に凹周溝5が形成され、該凹周溝5の溝底面5aが縮径作業具の押圧力を受ける受圧面とし、該溝底面5aに対応する上記の孔部3にパイプPを内挿し、外嵌筒部2の外周面に形成した凹周溝5の溝底面5aを、縮径作業具の押圧力にて、押圧して、パイプPと共に縮径して、連結する。
(もっと読む)
11 - 20 / 58
[ Back to top ]