
国際特許分類[G05B19/4069]の内容
物理学 (1,541,580) | 制御;調整 (21,505) | 制御系または調整系一般;このような系の機能要素;このような系または要素の監視または試験装置 (12,533) | プログラム制御系 (7,632) | 電気式 (7,631) | 数値制御 (2,851) | 監視または安全に特徴のあるもの (311) | スクリーン上で機械加工工程をシミュレートするもの (129)
国際特許分類[G05B19/4069]に分類される特許
1 - 10 / 129
工作物の機械加工のシミュレーション
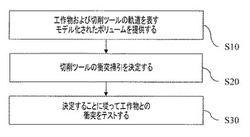
【課題】切削部および非切削部を有する切削ツールによる工作物の機械加工をシミュレートするための、コンピュータ実施方法を提供する。
【解決手段】工作物および切削ツールの軌道を表すモデル化されたボリュームを提供するステップ(S10)と、切削ツールの衝突掃引を決定するステップ(S20)であって、衝突掃引は、切削ツールが軌道をたどる場合に、切削ツールの非切削前部によって掃引されるボリュームを表す、ステップ(S20)と、決定するステップ(S20)に従って工作物との衝突をテストするステップ(S30)と、を含む方法により、切削ツールによる工作物の機械加工のシミュレーションを向上させる。
(もっと読む)
加工シミュレーション装置、加工シミュレーション方法、加工制御装置および加工制御方法

【課題】高精度に切削抵抗をシミュレーションにより算出することができる加工シミュレーション装置を提供する。
【解決手段】加工条件から取得される切削長さbおよび切込量hと切削乗数Kとに基づいて、シミュレーションにより切削抵抗Fの推定値を算出するシミュレーション部32と、実加工中の実切削抵抗Fを検出する抵抗検出センサ33と、シミュレーション部32にて予め設定された暫定切削乗数Kを用いて算出された切削抵抗Fの推定値と抵抗検出センサ33により検出された実切削抵抗Fとを比較して、実切削乗数Kを算出する実切削乗数算出部34とを備える。そして、シミュレーション部32は、実切削乗数算出部34にて実切削乗数Kが算出された後に、実切削乗数算出部34により算出された実切削乗数Kを用いて切削抵抗Fの推定値を算出する。
(もっと読む)
工作機械における工作物の機械加工シーケンスシミュレーション装置
【課題】本発明は、工作機械の動作シーケンスのシミュレーションを可能にしさらにシミュレーションを改善した工作機械において、シーケンスのシミュレーション装置の提供を目的とする。
【解決手段】本発明は、工作機械における工作物を機械加工するためのシーケンスをシミュレーションするための装置に関し、全体的なシミュレーションアプローチを特徴とする。PLC制御手段723とPLCシーケンスシミュレーション手段725は、工作機械のPLC動作シーケンスをシミュレーションを支援し、これにより、全ての実質的な態様において、工作機械のリアルなシミュレーションを可能にする。その結果、特に訓練や機械稼働時間の判定中において、非常に有益である。
(もっと読む)
回転工具の実切削距離算出方法、実切削距離算出のためのコンピュータプログラム、切削力予測方法及び工具経路修正装置
【課題】大型の被削物であっても実切削距離を高精度に算出することができるようにする。
【解決手段】被削物を切削する回転工具の実切削距離を算出する回転工具の実切削距離算出方法であって、工具による加工前の被削物の形状、工具の切れ刃形状、及び工具の送りによる移動経路の情報を含む所定データを入力するデータ入力ステップと、データ入力ステップの後、工具の切れ刃を仮想的に複数の微小な刃に分割して仮想の微小切れ刃を生成する微小切れ刃生成ステップC1と、仮想の微小切れ刃が所定の微小角度回転する毎に、被削物を切削しているか否か判定し、切削していると判定されたときには、微小角度の回転によって移動する上記微小切れ刃の移動距離を求め、この移動距離を切削加工開始時点から順次積算して実切削距離を得る実切削距離算出ステップC4〜C8とを含むことを特徴とするものである。
(もっと読む)
方法プランをコンピュータ支援決定するための方法、データ処理システム、およびコンピュータプログラム、ならびにデータキャリア
【課題】成形プロセスによりシートメタル成形部品を製造するための工具についての工具パラメータを生成する。
【解決手段】方法は、部品の形状特性の組を決定するステップを含む。形状特性の各々は、特性の種類および形状パラメータにより記述される。方法はさらに、方法基準を決定するステップを含む。方法基準は、形状特性を製造するための1つの変形を記述する。方法基準は少なくとも1つのモジュールを含む。モジュールは処理ユニットを表わし、どの処理ユニットが成形操作中に実行され得るかを記述する。方法はさらに、方法基準のモジュールの各々について構成要素を決定するステップを含む。構成要素は、モジュールを実現するのに必要とされる工具について記述する。方法はさらに、構成要素パラメータを決定するステップを含む。構成要素パラメータは、構成要素または工具の形状パラメータを含む。
(もっと読む)
加工時間予測部および加工誤差予測部を有する数値制御装置
【課題】許容加工誤差内で最も短い予測加工時間を求める数値制御装置。
【解決手段】ワークの加工を行う際の加工速度を与える速度データと加工精度を与える精度データを指定し、加工プログラム2に対しプログラム解析部3で補間用データを作成し、補間部4は補間前加減速部5によって作成された速度に基づいて前記補間用データにしたがって補間を行い補間データ(ΔPn)を作成し、補間後加減速部7は補間データ(ΔPn)に対して補間後加減速を行いサーボ位置指令データ(VCn)を作成し、サーボシミュレーション部8はサーボ位置指令データ(VCn)を受け取り、実際のサーボ動作をシミュレーションしたサーボ位置データ(Qn)を作成し、加工時間予測部6は補間データによりまたは補間回数をカウントすることにより加工時間を測定でき、加工誤差予測部9は補間データ(ΔPn)とサーボ位置データ(Qn)を用い予測加工誤差を求める数値制御装置1。
(もっと読む)
工作機械の工具軌跡表示装置
【課題】3次元形状を直感的に認識可能な工作機械の軌跡表示装置を提供する。
【解決手段】数値制御装置20は、指令位置演算部21により求められた指令位置に基づいて、各軸モータを制御する駆動軸制御部22とを備え、位置検出装置によって検出された各軸の実位置情報がフィードバックされる。軌跡表示装置30は、駆動軸制御部22から離散的な時刻における実位置データを同時に時系列データとして取得する実位置データ取得部32、可動部3次元軌跡計算部34、可動部3次元軌跡計算部34で求めた可動部の3次元軌跡から、立体視用左眼画像データを計算する左眼用画像計算部36,立体視用左眼画像データを計算する右眼用画像計算部38、左眼用画像計算部36からの立体視用左眼画像データ,右眼用画像計算部38からの立体視用左眼画像データを用いて、画像を対応する左右のそれぞれの眼から見えるように表示する立体視用画像表示部43を備える。
(もっと読む)
工作機械の制御システム
【課題】事前に工作機械の最適な切削送り速度を算出して、工具経路と算出した最適な切削送り速度とを工作機械の駆動部に直接出力し、ワークと工具とを、工具経路に沿って工具経路の各部における最適な切削送り速度で相対的に移動させる。
【解決手段】形状データに基づいて、工具経路を含むCLデータを生成するCLデータ生成部32と、CLデータを記憶するCLデータ記憶部33と、工作機械4の駆動部6の駆動能力に関する駆動能力データを予め記憶している駆動能力データ記憶部34と、CLデータと駆動能力データとに基づいて、CLデータの工具経路の各部における切削送り速度データを生成する切削送り速度データ生成部35と、切削送り速度データを記憶する切削送り速度データ記憶部36と、CLデータと切削送り速度データとを駆動部6に出力する制御部42とを備える。
(もっと読む)
ロボットシミュレーション装置、ロボットシミュレーション方法、及びロボットシミュレーションプログラム
【課題】シミュレーションを行うハードウェア資源によってシミュレーションの結果が互いに異なることを抑えてハードウェア資源間でのシミュレーションの結果の差異を少なくすることの可能なロボットシミュレーション装置、ロボットシミュレーション方法、及びロボットシミュレーションプログラムを提供する。
【解決手段】仮想ロボットを軌道に沿って動かすロボットシミュレーション装置であって、前記仮想ロボットの軌道をサンプリング時間Tpだけサンプリングするプロセスである軌道計算プロセスP1を割り込み間隔Tiで行う軌道計算部と、前記サンプリング時間Tpが前記割り込み間隔Ti以下となる範囲で前記サンプリング時間Tpと前記割り込み間隔Tiとの双方を各別に可変にする時間可変部とを備える。
(もっと読む)
数値制御工作機械の加工時間予測装置
【課題】加工時間の予測精度の向上と加工時間の予測するための処理時間を短縮することができる数値制御工作機械による加工時間の予測方法および予測装置を提供すること。
【解決手段】NC指令を解読するNC指令解読部10と、工具経路を細かい切片であるセグメントに分割するセグメントデータ生成部30と、セグメントデータを格納する中間メモリ40と、セグメントの接線方向の速度を求める速度制約処理部20と、速度制約処理部20によって求めた速度に基づいて各セグメントを工具が移動するのに要する時間を算出するセグメント移動時間算出部50と、各セグメントを移動する時間の総和を工具移動時間とする全移動時間算出部60と、を備えたNC指令によって工具が指定された経路を移動するのに要する時間を算出する加工時間予測装置1。
(もっと読む)
1 - 10 / 129
[ Back to top ]