
国際特許分類[H05K13/08]の内容
電気 (1,674,590) | 他に分類されない電気技術 (122,472) | 印刷回路;電気装置の箱体または構造的細部,電気部品の組立体の製造 (64,965) | 電気部品の組立体の製造または調整に特に適した装置または方法 (5,362) | 組立体の製造の監視 (1,113)
国際特許分類[H05K13/08]に分類される特許
41 - 50 / 1,113
ワーク搬送装置、並びにワーク処理装置及びワーク処理方法
【課題】吸着孔を小径化せずにワークの基準マークを検出することが可能なワーク搬送装置、並びにワーク処理装置及びワーク処理方法を提供する。
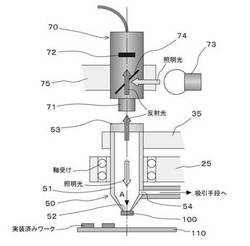
【解決手段】ノズルユニット50の吸着孔52は、ワーク100上面(被吸着面)の第1の基準マーク101を撮像装置70により撮像可能で、且つワーク100の上面の外形内側に収まる寸法及び形状を有する。透明体53は、吸着筒体51の他端(上端)を塞ぐ端面部である。透明体53は、吸着筒体51内部の負圧維持と撮像装置70の光透過を両立させる。撮像装置70は、ワーク100の第1の基準マーク101を最低2箇所撮像する。ここで、撮像は、吸着孔52に保持されたワーク100の被吸着面を、透明体53及び吸着孔52を通して撮像する。
(もっと読む)
部品実装装置、および、部品実装方法

【課題】像を組み替えてエリアセンサ(撮像素子のサイズ)のアスペクト比に近づける。
【解決手段】第一部品列の一端部から連続して並ぶ複数個の部品の像である第一部品像191を第一変位長211分ずらす第一光路変換手段181と、残りの部品の像である第二部品像192を第二変位長212分ずらす第二光路変換手段182と、第一部品像191と並ぶ側に第二部品像192を第三変位長213分ずらす第三光路変換手段183と、第一部品像191と第二部品像192とを一度に撮像するエリアセンサ174と、第一部品像191と第二部品像192とをエリアセンサ174に集光するレンズ系とを備え、第二変位長212と第三変位長213との和は、第一変位長211と等しい。
(もっと読む)
実装部品検査装置及び実装部品検査方法
【課題】ある部品実装位置において連続的に実装不良の検査結果があらわれた場合、経験の浅い作業員でもその原因を迅速に理解してその対策を講じることができる実装部品検査装置及びその方法を提供する。
【解決手段】部品実装位置マップ79上に表示されたプロットマークPを作業員が選択すると、実装不良詳細画像83がタッチパネル64上に表示される。この表示に際しては実装不良の判定割合が所定のしきい値を超えているか否かが部品実装位置毎に判断され、しきい値を超えていると判断された場合「推定不良要因:吸着ノズルのエアの吐出停止のタイミングを確認」の文言が表示される。これにより、経験の浅い作業員でも実装不良の原因が吸着ノズル42の上昇時にその下面から吐出されるエアの風圧によるものであることを容易且つ迅速に理解し、ブローバルブ46を閉めるタイミングを早める等の措置が可能となる。
(もっと読む)
実装部品検査装置、部品実装システム及び部品実装方法
【課題】ある部品実装位置において連続的に実装不良の検査結果があらわれた場合、経験の浅い作業員でもその原因を迅速に理解してその対策を講じることができる実装部品検査装置及びその方法を提供する。
【解決手段】部品実装位置マップ79上に表示されたプロットマークPを作業員が選択すると、実装不良詳細画像83がタッチパネル64上に表示される。この表示に際しては実装不良の判定割合が所定のしきい値を超えているか否かが部品実装位置毎に判断され、しきい値を超えていると判断された場合「推定不良要因:基板の反り変形状態の検出不良。計測点の設定状況を確認。」の文言が表示される。これにより、経験の浅い作業員でも実装不良の原因が基板の反り変形状態の検出不良によるものであることを容易且つ迅速に理解し、不良が指摘された部品実装位置若しくはその近傍に対して計測点を新たに追加する等の措置を速やかにとることができる。
(もっと読む)
ダイ突き上げ動作管理システム
【課題】ダイ供給装置の突き上げポットと突き上げピンの突き上げ高さ位置や突き上げピンのXY方向の位置を自動的に計測できるようにする。
【解決手段】ダイ供給装置の突き上げユニットの周辺に、突き上げポット27と突き上げピン29を撮像対象物とする2台のカメラを設置し、突き上げポット27の上方にウエハパレットをセットせずに突き上げ動作を行って該突き上げポット27を上昇させて突き上げピン29を突出させた状態で、一方のカメラで、突き上げポット27と突き上げピン29のX方向の側面画像を撮像し、他方のカメラで、突き上げポット27と突き上げピン29のY方向の側面画像を撮像した後、X方向とY方向の側面画像を画像処理して突き上げ動作時の突き上げポット27と突き上げピン29の突き上げ高さ位置と突き上げピン29のXY方向の位置を計測すると共に、突き上げピン29の破損や曲りの有無を判定する。
(もっと読む)
実装部品検査装置及び実装部品検査方法
【課題】ある部品実装位置において連続的に実装不良の検査結果があらわれた場合、経験の浅い作業員でもその原因を迅速に理解してその対策を講じることができる実装部品検査装置及びその方法を提供する。
【解決手段】部品実装位置マップ79上に表示されたプロットマークPを作業員が選択すると、実装不良詳細画像83がタッチパネル64上に表示される。この表示に際しては実装不良の判定割合が所定のしきい値を超えているか否かが部品実装位置毎に判断され、しきい値を超えていると判断された場合「推定不良要因:吸着ノズルの部品に対するピックアップ位置のずれ」の文言が表示される。これにより、経験の浅い作業員でも実装不良の原因が吸着ノズル42の電子部品4に対するピックアップ位置のずれによるものであることを容易且つ迅速に理解し、キャリアテープ45のピッチ送り量を調整する等の措置を速やかにとることができる。
(もっと読む)
部品実装システム
【課題】生産効率を低下させることなく、部品実装ラインから不良の基板を速やかに回収する。
【解決手段】基板Wが部品を実装されるまたは基板Wが検査される複数の作業エリアSを備える部品実装ラインLを含む部品実装システムであって、複数の作業エリアSを順番に通過するように基板Wを搬送する基板搬送装置と、各作業エリアSに設けられ、実装ヘッドT1または検査ヘッドT2のいずれか一方を交換可能に装備し、装備した実装ヘッドT1を介して基板Wに部品を実装する、または装備した検査ヘッドT2を介して基板Wを検査するように構成されている実装/検査装置10と、検査ヘッドT2を装備した実装/検査装置10による検査結果が不良である基板Wを、基板搬送装置の搬送方向Xと直交する方向Yに作業エリアSから取り出す不良基板取り出し装置とを有する。
(もっと読む)
部品実装システム
【課題】生産効率を低下させることなく、部品実装ラインから不良の基板を速やかに回収する。
【解決手段】基板Wが部品を実装されるまたは基板Wが検査される複数の作業エリアSを備える部品実装ラインLを含む部品実装システムであって、複数の作業エリアSを順番に通過するように基板Wを搬送する基板搬送装置と、各作業エリアSに設けられ、実装ヘッドT1または検査ヘッドT2のいずれか一方を交換可能に装備し、装備した実装ヘッドT1を介して基板Wに部品を実装する、または装備した検査ヘッドT2を介して基板Wを検査するように構成されている実装/検査装置10と、検査ヘッドT2を装備した実装/検査装置10による検査結果が不良である基板Wを、基板搬送装置の搬送方向Xと直交する方向Yに作業エリアSから取り出す不良基板取り出し装置とを有する。
(もっと読む)
実装部品検査装置及び実装部品検査方法
【課題】ある部品実装位置において連続的に実装不良の検査結果があらわれた場合、経験の浅い作業員でもその原因を迅速に理解して対策を講じることができる実装部品検査装置及びその方法を提供する。
【解決手段】部品実装位置マップ79上に表示されたプロットマークPを作業員が選択すると、実装不良詳細画像83がタッチパネル64上に表示される。この表示に際しては実装不良の判定割合が所定のしきい値を超えているか否かが部品実装位置毎に判断され、しきい値を超えていると判断された場合「推定不良要因:下受けピンの配置不備」の文言が表示される。これにより、経験の浅い作業員でも実装不良の原因が下受けピン26,46の配置不備によるものであることを容易且つ迅速に理解し、配置不備が指摘されたクリーム半田Ptの印刷位置周辺若しくは部品実装位置周辺に対して下受けピン26,46を新たに追加する等の措置を速やかにとることができる。
(もっと読む)
部品実装方法および部品実装機
【課題】押圧工程を有する場合であっても、部品の装着精度が低下しにくい部品実装方法および部品実装機を提供することを課題とする。
【解決手段】部品実装方法は、基板Bfに部品Cを装着する装着工程を複数回実行する部品実装方法であって、N(Nは自然数)回目の装着工程の後であってN+1回目の装着工程の前に、装着された部品Cを押圧する押圧工程と、部品Cが押圧されたことによる基板Bfの位置ずれを確認する確認工程と、を実行することを特徴とする。
(もっと読む)
41 - 50 / 1,113
[ Back to top ]