
国際特許分類[H05K13/08]の内容
電気 (1,674,590) | 他に分類されない電気技術 (122,472) | 印刷回路;電気装置の箱体または構造的細部,電気部品の組立体の製造 (64,965) | 電気部品の組立体の製造または調整に特に適した装置または方法 (5,362) | 組立体の製造の監視 (1,113)
国際特許分類[H05K13/08]に分類される特許
71 - 80 / 1,113
部品撮像方法、部品撮像装置および同装置を備えた部品実装装置
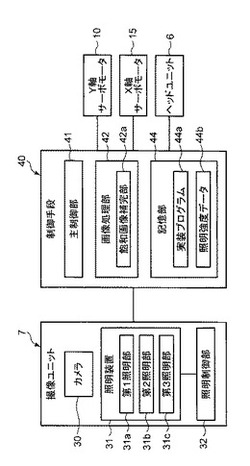
【課題】並列搬送される適正照明強度が互いに異なる複数の部品をラインセンサにより効率良く撮像する。
【解決手段】部品撮像装置は、ラインセンサを備えるカメラ30、照明装置31及び照明制御部32を含む撮像ユニット7と、第1部品及び第2部品それぞれの適正照明強度データ44bが記憶された記憶部44と、撮像ユニット7に対するヘッドユニット6の相対移動中、一撮像ライン毎に照明装置31の照明強度が各部品の適正照明強度に交互に切り替わるように前記照明強度データ44bに基づいて照明強度を制御する撮像制御手段(主制御部41および照明制御部32)と、ラインセンサにより撮像された各部品の画像について、適正照明強度以外の照明強度で撮像されたライン画像をその照明強度と当該部品画像の部品の適正照明強度との比率に基づいて補完する画像処理部42とを含む。
(もっと読む)
電子部品実装装置

【課題】電子部品を吸着する吸着ノズルの上下方向の移動量を減らし、実装工程の高速化、実装精度の向上を図ることができる電子部品実装装置を提供する。
【解決手段】電子部品Bを吸着する吸着ノズルAがノズル保持部材に上下方向に移動可能に設けられ、前記ノズル保持部材がプリント基板Cを載置する基台に対して水平面内で相対変位するとともに吸着ノズルが上下方向に移動することにより、吸着ノズルに吸着された電子部品をプリント基板上に実装するように構成された表面実装機において、吸着ノズルの先端部分を側方から撮像可能な側方撮像手段を前記ノズル保持部材に設け、この側方撮像手段は、その光学系Dの光軸が、吸着ノズルAの吸着面に対し水平でなく、上方から所定の角度θをなすように電子部品Bを撮像する。
(もっと読む)
はんだマーク設定方法およびはんだマーク設定装置
【課題】はんだ部のずれ量を精度よく把握することが可能であり、電子部品の装着位置を精度よく補正することが可能なはんだマーク設定方法およびはんだマーク設定装置を提供することを課題とする。
【解決手段】はんだマーク設定方法は、配線パターンCa1、Ca2、Cb〜Cdのランド部Da1、Da2、Db〜Ddの所定の位置にはんだが塗布されたマスター基板Bf0の、はんだが露出するはんだ部Ea1、Ea2、Eb〜Edと、はんだが露出しない非はんだ部と、を有する撮像エリアG4、G5を撮像し、撮像エリアG4、G5の画像g4を取得する撮像工程と、画像g4からはんだ部Ea1、Ea2、Eb〜Edを抽出し、マスター基板Bf0にはんだマークEm0を設定する設定工程と、を有する。
(もっと読む)
位置認識用カメラ及び位置認識装置
【課題】部品等の撮像対象物と基準マークの両方を撮像する位置認識用カメラのコンパクト化(省スペース化)と低コスト化を実現する。
【解決手段】部品実装機の吸着ノズル17に対して予め決められた位置に基準マーク25を設ける。位置認識用カメラのレンズを通して撮像対象物がシャープに結像する円形の領域であるイメージサークル26内に、部品18を撮像する四角形のメイン撮像素子27を配置し、該イメージサークル26内のうちのメイン撮像素子27の外側に、基準マーク25を撮像するマーク用撮像素子28を配置する。撮像時には、部品18をメイン撮像素子27で撮像すると共に、基準マーク25をマーク用撮像素子28で撮像し、各撮像素子27,28の画像信号を画像処理して、基準マーク25を基準にして吸着ノズル17に対する部品18の吸着位置を認識する。
(もっと読む)
対基板作業検査支援装置
【課題】 実用性の高い対基板作業検査支援装置を提供する。
【解決手段】 対基板作業検査支援装置10を、検査装置26,34,42から受け取った検査結果情報と、作業条件が変動する事象との少なくとも一方に基づいて、検査装置が検査すべき作業部位を認定し(154,156,158)、少なくともその部位を検査対象に決定する(164)ように構成する。また、その決定に際し、検査すべき作業部位以外の部位を検査対象に追加してもよく(160)、2つの検査装置34,42を支援する場合に、それら2つの検査装置に作業対象を振り分けてもよい。そのような構成の対基板作業検査支援装置によれば、作業不良となった事実や作業不良となることの予測に基づいて検査対象が決定されるため、電気回路の品質を高く維持しつつ、高い生産性の電気回路製造ラインを構築することができる。
(もっと読む)
部品実装システム及び部品実装方法
【課題】基板に反りや歪み等の変形が生じている場合であっても部品装着作業の目的を十分な精度で達成することができるようにした部品実装システム及び部品実装方法を提供することを目的とする。
【解決手段】印刷機11は、ランド撮像カメラ25により、基板2上に設けられた基板マーク2m及び各ランド3を撮像した後、その撮像結果に基づいて、基板マーク2mの位置を基準とした各ランド3の実測位置データを作成し、その作成した各ランド3の実測位置データを下流工程側の部品装着機13に送信する。印刷機11は、基板2上に設けられた基板マーク2m及び各ランド3を撮像した後、基板2上の各ランド3にペーストPtの印刷を施し、部品装着機13は、印刷機11がペーストPtの印刷を施した基板2に対し、印刷機11が作成した各ランド3の実測位置データから求められる基板2上の各ランド3の位置に部品4を装着する。
(もっと読む)
部品実装機
【課題】部品実装機の稼働中に、いずれかのフィーダが部品切れ又は異常になったときに予備フィーダに切り替えて部品実装を継続する場合の生産性を向上できるようにする。
【解決手段】部品実装機の稼働中に、いずれかのフィーダ23が部品切れ又は異常になったときに、それ以降にコンベア13により搬入する回路基板12の停止位置を、部品切れ又は異常のフィーダ23と同じ部品を供給する予備フィーダ24の位置に応じて変更する。具体的には、予備フィーダ24から供給される部品の吸着位置と回路基板12上の部品装着位置との間の装着ヘッド33の移動時間(移動距離)が最短となるように回路基板12の停止位置を変更する。
(もっと読む)
部品実装システム、部品実装方法、プログラム、記録媒体
【課題】、実装処理位置MPa〜MPcが有する実装位置誤差の経時変化によらず、各実装処理位置MPa〜MPcへの実装部品の分配を適切な状態に維持することを可能とする。
【解決手段】実際に基板Bに実装された部品の位置が測定され、この測定結果に基づいて、実装処理位置MPa〜MPcで実装された部品の実装目標位置に対する実装位置誤差が、部品毎に各実装処理位置MPa〜MPcと対応付けて求められる。実装位置誤差と実装目標位置に対する実装位置精度とを部品毎に比較した結果に基づいて、実装処理位置MPa〜MPcのうちから実装を行なう実装処理位置が部品毎に決定される。よって、実装処理位置MPa〜MPcが有する実装位置誤差の経時変化によらず、各実装処理位置MPa〜MPcへの実装部品の分配を適切な状態に維持することが可能となる。
(もっと読む)
電子部品実装機および部品高さ測定方法
【課題】簡単に電子部品の部品高さを測定可能な電子部品実装機および部品高さ測定方法を提供することを課題とする。
【解決手段】電子部品実装機1は、基板上面高度h0と略等しい検出高度h1の検出面610fを有する高度センサ6f、6rと、電子部品Pを吸着する吸着面910を有する吸着ノズル91と、吸着面910を検出面610fに接触させ吸着面高度と検出高度h1つまり基板上面高度h0とを一致させる吸着面接触ステップと、吸着ノズル91で吸着した電子部品Pの下面を検出面610fに接触させ部品下面高度と検出高度h1つまり基板上面高度h0と、を一致させる部品下面接触ステップと、吸着面接触ステップにおける吸着ノズル91の下降量L0と、部品下面接触ステップにおける吸着ノズル91の下降量L1と、の差分から、電子部品Pの高さを算出する部品高さ算出ステップと、を実行する制御部10と、を備える。
(もっと読む)
部品ピッチ計測装置及び部品ピッチ計測方法
【課題】トレイフィーダのトレイ上に配列された部品のピッチを自動的に計測する。
【解決手段】マークカメラ18をトレイ上の先頭の部品の中心位置の真上に移動させて先頭の部品を撮像し、その撮像画像を基準画像として記憶装置に記憶した後、マークカメラ18を部品の配列方向に移動させながら連続的に撮像し、その撮像毎にその撮像画像と記憶装置14に記憶された基準画像(先頭の部品の撮像画像)との相関値を算出して、その相関値のデータを記憶装置14に時系列的に記憶していく。マークカメラ18の移動量がトレイの幅を越えた時点で、マークカメラ18の移動と撮像を終了して、記憶装置14に記憶されている相関値の時系列データを分析して相関値のピーク点をサーチし、その相関値の変動の1周期分である相関値のピーク点間のマークカメラ18の移動量を計算して、その計算値を部品ピッチとして記憶装置に記憶する。
(もっと読む)
71 - 80 / 1,113
[ Back to top ]