
ほぼシェル形の構成要素を製造する方法
本発明は、実質的に炭素繊維強化合成材料から、特に航空機の胴体シェル、翼シェル、垂直安定板シェルまたは水平安定板シェルなどの、少なくとも1つの局所的な強化区域3と、少なくとも1つの補強要素とを有するほぼシェル形の構成要素を、製造する方法に関する。本発明による方法は、既に硬化している少なくとも1つのダブラ1を大部分を硬化したシェル外板2上に配置して、局所強化区域3を形成する工程と、既に硬化している少なくとも1つの補強要素を適用する工程と、少なくとも、少なくとも1つのダブラ1の領域に位置する少なくとも1つの補強要素に対して、少なくとも1つの大部分が硬化した接続アングルブラケット6を配置する工程と、シェル外板2および接続アングルブラケット6を硬化させる工程とを備える。本発明は、本発明による製造方法によって製造される、少なくとも1つの局所強化区域3を有し、かつ少なくとも1つの補強要素を有する実質的にシェル形の構成要素も包含する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、実質的に炭素繊維強化合成材料から、少なくとも1つの局所的な強化区域と、少なくとも1つの補強要素とを有するほぼシェル形の構成要素を製造する方法に関する。本発明は、特に航空機の胴体シェル、翼シェル(wing shell)、垂直安定板シェルまたは水平安定板シェル(vertical or horizontal stabilizer shell)などを製造する方法に関する。
【0002】
しかしながら、本発明は、原理上、少なくとも1つの補強要素を有し、かつ局所的な負荷導入領域のために少なくとも1つの局所強化区域を必要とする、繊維複合構造を有した任意の所望形状の構成要素を製造するために用いることができる。
【背景技術】
【0003】
上記構成要素は、構成要素の構造の個々の部分における高い負荷集中を吸収し、かつ、これらの負荷を構造全体に分散させるために、局所的に肉厚にされた部分(以下、ダブラと称する)が部分的に設けられている補強要素によって補強されたシェル形構成要素で知られている。これに関連して、内部ダブラと外部ダブラとで区別される。
【0004】
内部ダブラは、例えば補強要素を備えた構成要素の内側に適用され、従って、構成要素の外側輪郭に影響を与えない。この場合、補強要素はダブラ上に延在しなければならない。つまり、ダブラおよび補強構成要素は互いの上に配置される。
【0005】
しかしながら、技術的な実施の点において、ダブラ上に延在させるには、多大な費用を伴うしかない。一般に補強要素は多少のずれを有して製造され得るが、一体化は製造中の厄介な問題のよくある原因を代表する。
【0006】
内側の内部ダブラの代わりとして、ダブラを構成要素の外側に配置することが可能である。これは、内側の複雑な内部機構(補強要素、桁(spar)、リブなど)が影響を受けないという利点を有する。しかしながら、外側はもはや所望の輪郭を有しておらず、これは、例えば航空機構造の場合、空気力学に対する悪影響を有する。
【0007】
更に、外部ダブラの使用は多くの製造上の不都合を含んでいる。製造手段においてダブラが一体化されることになっている場合、ダブラに対する任意の変更は、製造手段に対する対応した調整を必要とする。
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の目的は、内側に向かって(縦通材側に向かって)形成された少なくとも1つの局所強化区域と、少なくとも1つの補強要素とを有し、かつ先行技術から知られている不都合が生じない、ほぼシェル形の構成要素の製造を簡易化する製造方法を提供することにある。
【課題を解決するための手段】
【0009】
この目的は、請求項1に記載の、実質的に炭素繊維強化合成材料から、少なくとも1つの局所強化区域と少なくとも1つの補強要素とを有するほぼシェル形の構成要素を製造する方法によって達成される。前記方法は、既に硬化している少なくとも1つのダブラを、大部分が硬化したシェル外板(shell skin)上に配置して、局所強化区域を形成する工程と、既に硬化している少なくとも1つの補強要素を適用する工程と、少なくとも、少なくとも1つのダブラの領域にある少なくとも1つの補強要素に対して、少なくとも1つの大部分が硬化した接続角を配置する工程と、シェル外板および接続アングルブラケットを硬化させる工程とを備える。
【0010】
既に仕上げ機械加工された硬化ダブラは、未硬化のシェル外板または外板積層物(skin laminate)上における補強のためにダブラが必要な位置に配置される。この場合、ダブラは、製造工程中に外板積層物とは異なる材料で生成され、次にシェル外板に適用され得る。硬化した補強要素または縦通材(stringer)および未硬化の接続アングルブラケットがこれに続く。未硬化の接続アングルブラケットは、この状態で展性および弾性を有する。最終工程は、補強要素および強化区域を備えるほぼシェル形の構成要素を完成するための硬化である。
【0011】
本発明による製造方法は多数の利点を有する。
・1つの硬化サイクルでの複雑かつ大型のシェル形構成要素の製造。
・シェル形構成要素の良好な機械的性質。
【0012】
・ダブラ幾何構造、任意の負荷変動(これはシェルおよび縦通材について、ツーリング幾何構造に影響を与えることなく、ダブラの大きさに影響を及ぼす)およびランプ角などに関する高い柔軟性。
【0013】
・ダブラは個別に製造されるので、シェル外板を敷設する工程は、小さな肉厚部分によって遅くなることはない。
・硬化されたダブラは、非常に狭い許容誤差内に製造および/または機械加工され得、シェル外板または外板積層物の厚さ許容誤差に対して、より大きな材料厚さを有する領域の厚さ許容誤差を低減する。
【0014】
・個別に製造されるダブラは、実際には材料および積層構造の任意の所望の組み合わせを用いて予め製造することができ、設置前に、個別に機械加工および試験を行うことができる。これは、特に大きな壁厚の場合に、シェル形構成要素全体に係わる製造上の危険性を低減する。
【0015】
好ましくは、少なくとも1つの補強要素は、少なくとも1つのダブラの領域において、シェル外板に適用される前に、少なくとも1つのダブラの輪郭に適合させられることが提供される。この目的のために、例えば、補強要素は、ダブラを受容するように機能する凹部を備え得る。輪郭を適合させることは、例えばフライス加工(milling)、研磨、レーザー切断などの機械加工によって行われ得る。
【0016】
補強要素は原理的に任意の適切な形状のものであってよい。しかしながら、好ましい実施形態においては、補強要素は、強化用形状鋼(reinforcing profiled sections)、特にT形状鋼、二重T形状鋼、L形状鋼、Z形状鋼、矩形形状鋼などを用いて形成される。そのため、安定性が特に高く、補強要素は、押出し等によって低コストで製造することができ、例えばメーターによって測定されながらその押出材を所望の長さに切断される材料として得ることができる。
【0017】
さらなる実施形態によれば、シェル外板、少なくとも1つの補強要素、少なくとも1つのダブラ、および/または少なくとも1つの接続アングルブラケットは、繊維強化合成材料、特に硬化性エポキシ樹脂を予め含浸させた炭素繊維強化材を有する材料を用いて形成される、硬化性エポキシ樹脂を含浸させた炭素繊維強化シート状構造体である、このいわゆるプリプレグ材の使用は、製造を簡易化し、必要な時間を短縮する。
【0018】
原則として、シェル外板、および少なくとも1つの接続アングルブラケットの硬化は、室温かつ大気圧下において起こり得る。しかしながら、硬化を改善および加速するために、完成したシェル形構成要素を生じるシェル外板および少なくとも1つの接続アングルブラケットの硬化は、特にオートクレーブなどの中において、圧力および温度の作用下で起こることが望ましい。これは、例えば、120℃〜220℃の温度、および10バールまでの圧力において起こる。
【0019】
本発明は、本発明による方法によって製造される、少なくとも1つの局所強化区域を有し、かつ少なくとも1つの補強要素を有する実質的にシェル形の構成要素を包含する。
【発明を実施するための最良の形態】
【0020】
図面を参照しながら本発明を説明する。
図1〜図3について述べる。
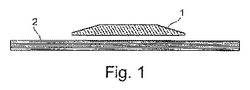
図面は、縦通材4として形成された補強要素を備えるシェル形構成要素の製造を示す。強化区域3には、ダブラ1として構成された厚い部分(thickening)が形成されており、負荷の導入を改善する。この場合、プリプレグ材として知られる半完成品が用いられる。プリプレグ材は、硬化性エポキシ樹脂を含浸させた炭素繊維強化シート状構造体である。これに代わって、プリプレグ材に硬化性ポリエステルまたはBMI樹脂系を用いることも可能である。
【0021】
まず、シェル外板2は、例えば既知の「ATL」(「automated tape laying(自動テープ敷設)」)工程を用いて、未硬化状態で敷設される。ATLプロセスは、例えば炭素繊維などを含む一方向に敷かれた繊維織物が内部に配置された積層物の自動製造工程である。
【0022】
硬化され、かつ終了機械加工されたダブラ1は、未硬化のシェル外板3上において、強化区域3が形成されるべき位置に配置される。この場合、ダブラ1は、他の材料、積層構造および製造工程と共に用いることができる。
【0023】
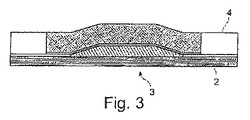
次工程において、シェル外板3の上には、硬化した縦通材4が配置される。補強要素としての縦通材4には、例えば、フライス加工、研磨、レーザー切断などの機械加工によって生成された凹部5が設けられている。縦通材4がダブラ2上に延在し、かつダブラ2を受け止める位置に凹部5が位置するように、凹部5は配置され形成される。凹部5に追従する参照数字が付されていない隆起部分の代わりに、縦通材4はまた、この領域において必要な機械的強度を達成するために、ダブラ1の領域においてより大きな材料厚を有してもよい。
【0024】
従って、縦通材4は、事実上、問題なく、ダブラ1の任意の輪郭に適合され、シェル内に敷設することができる。
次に、次の工程で、L形状鋼として既に予め圧縮されていてもよく、実質的に接続アングルブラケット6または連結アングルブラケットとして機能する未硬化の積層物が、縦通材4の基部およびダブラ1の上に敷設される。このL形状鋼は既に硬化している縦通材4のウェブによって支持される。
【0025】
従って、硬化工程にさらなる支持ツールが必要でないことにより、相当に製造を簡易化する。説明してきた構造体は従来の真空バッグに包まれて硬化される。これは、オートクレーブ中において、120℃〜180℃の温度、および10バール以内の圧力で行われる。
【図面の簡単な説明】
【0026】
【図1】製造工程の第1工程を示す図。
【図2】製造工程の第2工程を示す図。
【図3】製造工程の第3工程を示す図。
【符号の説明】
【0027】
1…ダブラ、2…シェル外板、3…強化区域、4…縦通材、5…凹部、6…接続アングルブラケット。
【技術分野】
【0001】
本発明は、実質的に炭素繊維強化合成材料から、少なくとも1つの局所的な強化区域と、少なくとも1つの補強要素とを有するほぼシェル形の構成要素を製造する方法に関する。本発明は、特に航空機の胴体シェル、翼シェル(wing shell)、垂直安定板シェルまたは水平安定板シェル(vertical or horizontal stabilizer shell)などを製造する方法に関する。
【0002】
しかしながら、本発明は、原理上、少なくとも1つの補強要素を有し、かつ局所的な負荷導入領域のために少なくとも1つの局所強化区域を必要とする、繊維複合構造を有した任意の所望形状の構成要素を製造するために用いることができる。
【背景技術】
【0003】
上記構成要素は、構成要素の構造の個々の部分における高い負荷集中を吸収し、かつ、これらの負荷を構造全体に分散させるために、局所的に肉厚にされた部分(以下、ダブラと称する)が部分的に設けられている補強要素によって補強されたシェル形構成要素で知られている。これに関連して、内部ダブラと外部ダブラとで区別される。
【0004】
内部ダブラは、例えば補強要素を備えた構成要素の内側に適用され、従って、構成要素の外側輪郭に影響を与えない。この場合、補強要素はダブラ上に延在しなければならない。つまり、ダブラおよび補強構成要素は互いの上に配置される。
【0005】
しかしながら、技術的な実施の点において、ダブラ上に延在させるには、多大な費用を伴うしかない。一般に補強要素は多少のずれを有して製造され得るが、一体化は製造中の厄介な問題のよくある原因を代表する。
【0006】
内側の内部ダブラの代わりとして、ダブラを構成要素の外側に配置することが可能である。これは、内側の複雑な内部機構(補強要素、桁(spar)、リブなど)が影響を受けないという利点を有する。しかしながら、外側はもはや所望の輪郭を有しておらず、これは、例えば航空機構造の場合、空気力学に対する悪影響を有する。
【0007】
更に、外部ダブラの使用は多くの製造上の不都合を含んでいる。製造手段においてダブラが一体化されることになっている場合、ダブラに対する任意の変更は、製造手段に対する対応した調整を必要とする。
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の目的は、内側に向かって(縦通材側に向かって)形成された少なくとも1つの局所強化区域と、少なくとも1つの補強要素とを有し、かつ先行技術から知られている不都合が生じない、ほぼシェル形の構成要素の製造を簡易化する製造方法を提供することにある。
【課題を解決するための手段】
【0009】
この目的は、請求項1に記載の、実質的に炭素繊維強化合成材料から、少なくとも1つの局所強化区域と少なくとも1つの補強要素とを有するほぼシェル形の構成要素を製造する方法によって達成される。前記方法は、既に硬化している少なくとも1つのダブラを、大部分が硬化したシェル外板(shell skin)上に配置して、局所強化区域を形成する工程と、既に硬化している少なくとも1つの補強要素を適用する工程と、少なくとも、少なくとも1つのダブラの領域にある少なくとも1つの補強要素に対して、少なくとも1つの大部分が硬化した接続角を配置する工程と、シェル外板および接続アングルブラケットを硬化させる工程とを備える。
【0010】
既に仕上げ機械加工された硬化ダブラは、未硬化のシェル外板または外板積層物(skin laminate)上における補強のためにダブラが必要な位置に配置される。この場合、ダブラは、製造工程中に外板積層物とは異なる材料で生成され、次にシェル外板に適用され得る。硬化した補強要素または縦通材(stringer)および未硬化の接続アングルブラケットがこれに続く。未硬化の接続アングルブラケットは、この状態で展性および弾性を有する。最終工程は、補強要素および強化区域を備えるほぼシェル形の構成要素を完成するための硬化である。
【0011】
本発明による製造方法は多数の利点を有する。
・1つの硬化サイクルでの複雑かつ大型のシェル形構成要素の製造。
・シェル形構成要素の良好な機械的性質。
【0012】
・ダブラ幾何構造、任意の負荷変動(これはシェルおよび縦通材について、ツーリング幾何構造に影響を与えることなく、ダブラの大きさに影響を及ぼす)およびランプ角などに関する高い柔軟性。
【0013】
・ダブラは個別に製造されるので、シェル外板を敷設する工程は、小さな肉厚部分によって遅くなることはない。
・硬化されたダブラは、非常に狭い許容誤差内に製造および/または機械加工され得、シェル外板または外板積層物の厚さ許容誤差に対して、より大きな材料厚さを有する領域の厚さ許容誤差を低減する。
【0014】
・個別に製造されるダブラは、実際には材料および積層構造の任意の所望の組み合わせを用いて予め製造することができ、設置前に、個別に機械加工および試験を行うことができる。これは、特に大きな壁厚の場合に、シェル形構成要素全体に係わる製造上の危険性を低減する。
【0015】
好ましくは、少なくとも1つの補強要素は、少なくとも1つのダブラの領域において、シェル外板に適用される前に、少なくとも1つのダブラの輪郭に適合させられることが提供される。この目的のために、例えば、補強要素は、ダブラを受容するように機能する凹部を備え得る。輪郭を適合させることは、例えばフライス加工(milling)、研磨、レーザー切断などの機械加工によって行われ得る。
【0016】
補強要素は原理的に任意の適切な形状のものであってよい。しかしながら、好ましい実施形態においては、補強要素は、強化用形状鋼(reinforcing profiled sections)、特にT形状鋼、二重T形状鋼、L形状鋼、Z形状鋼、矩形形状鋼などを用いて形成される。そのため、安定性が特に高く、補強要素は、押出し等によって低コストで製造することができ、例えばメーターによって測定されながらその押出材を所望の長さに切断される材料として得ることができる。
【0017】
さらなる実施形態によれば、シェル外板、少なくとも1つの補強要素、少なくとも1つのダブラ、および/または少なくとも1つの接続アングルブラケットは、繊維強化合成材料、特に硬化性エポキシ樹脂を予め含浸させた炭素繊維強化材を有する材料を用いて形成される、硬化性エポキシ樹脂を含浸させた炭素繊維強化シート状構造体である、このいわゆるプリプレグ材の使用は、製造を簡易化し、必要な時間を短縮する。
【0018】
原則として、シェル外板、および少なくとも1つの接続アングルブラケットの硬化は、室温かつ大気圧下において起こり得る。しかしながら、硬化を改善および加速するために、完成したシェル形構成要素を生じるシェル外板および少なくとも1つの接続アングルブラケットの硬化は、特にオートクレーブなどの中において、圧力および温度の作用下で起こることが望ましい。これは、例えば、120℃〜220℃の温度、および10バールまでの圧力において起こる。
【0019】
本発明は、本発明による方法によって製造される、少なくとも1つの局所強化区域を有し、かつ少なくとも1つの補強要素を有する実質的にシェル形の構成要素を包含する。
【発明を実施するための最良の形態】
【0020】
図面を参照しながら本発明を説明する。
図1〜図3について述べる。
図面は、縦通材4として形成された補強要素を備えるシェル形構成要素の製造を示す。強化区域3には、ダブラ1として構成された厚い部分(thickening)が形成されており、負荷の導入を改善する。この場合、プリプレグ材として知られる半完成品が用いられる。プリプレグ材は、硬化性エポキシ樹脂を含浸させた炭素繊維強化シート状構造体である。これに代わって、プリプレグ材に硬化性ポリエステルまたはBMI樹脂系を用いることも可能である。
【0021】
まず、シェル外板2は、例えば既知の「ATL」(「automated tape laying(自動テープ敷設)」)工程を用いて、未硬化状態で敷設される。ATLプロセスは、例えば炭素繊維などを含む一方向に敷かれた繊維織物が内部に配置された積層物の自動製造工程である。
【0022】
硬化され、かつ終了機械加工されたダブラ1は、未硬化のシェル外板3上において、強化区域3が形成されるべき位置に配置される。この場合、ダブラ1は、他の材料、積層構造および製造工程と共に用いることができる。
【0023】
次工程において、シェル外板3の上には、硬化した縦通材4が配置される。補強要素としての縦通材4には、例えば、フライス加工、研磨、レーザー切断などの機械加工によって生成された凹部5が設けられている。縦通材4がダブラ2上に延在し、かつダブラ2を受け止める位置に凹部5が位置するように、凹部5は配置され形成される。凹部5に追従する参照数字が付されていない隆起部分の代わりに、縦通材4はまた、この領域において必要な機械的強度を達成するために、ダブラ1の領域においてより大きな材料厚を有してもよい。
【0024】
従って、縦通材4は、事実上、問題なく、ダブラ1の任意の輪郭に適合され、シェル内に敷設することができる。
次に、次の工程で、L形状鋼として既に予め圧縮されていてもよく、実質的に接続アングルブラケット6または連結アングルブラケットとして機能する未硬化の積層物が、縦通材4の基部およびダブラ1の上に敷設される。このL形状鋼は既に硬化している縦通材4のウェブによって支持される。
【0025】
従って、硬化工程にさらなる支持ツールが必要でないことにより、相当に製造を簡易化する。説明してきた構造体は従来の真空バッグに包まれて硬化される。これは、オートクレーブ中において、120℃〜180℃の温度、および10バール以内の圧力で行われる。
【図面の簡単な説明】
【0026】
【図1】製造工程の第1工程を示す図。
【図2】製造工程の第2工程を示す図。
【図3】製造工程の第3工程を示す図。
【符号の説明】
【0027】
1…ダブラ、2…シェル外板、3…強化区域、4…縦通材、5…凹部、6…接続アングルブラケット。
【特許請求の範囲】
【請求項1】
実質的に炭素繊維強化合成材料から、特に航空機の胴体シェル、翼シェル、垂直安定板シェルおよび水平安定板シェルのいずれかなどの、少なくとも1つの局所強化区域および少なくとも1つの補強要素を有するほぼシェル形の構成要素を製造する方法であって、該方法は、
既に硬化している少なくとも1つのダブラ(1)を大部分が硬化したシェル外板(2)上に配置して、局所強化区域(3)を形成する工程と、
既に硬化している少なくとも1つの補強要素を適用する工程と、
少なくとも、少なくとも1つのダブラ(1)の領域に位置する少なくとも1つの補強要素に対して、少なくとも1つの大部分が硬化した接続アングルブラケット(6)を配置する工程と、
シェル外板(2)、少なくとも1つのダブラ(1)、少なくとも1つの補強要素、および少なくとも1つの接続アングルブラケット(6)によって構成される構造体を真空バッグ内に挿入する工程であって、前記真空バッグは硬化のためにオートクレーブ内に移動されるものである、前記挿入する工程と、
シェル外板(2)および接続アングルブラケット(6)をオートクレーブ内において120℃〜180℃の温度および10バール以内の圧力で硬化させて、完成したシェル形構成要素を生成する工程と
を有することを特徴とする方法。
【請求項2】
少なくとも1つの補強要素は、少なくとも1つのダブラ(1)の領域において、シェル外板に適用される前に、少なくとも1つのダブラの輪郭に適合させられることを特徴とする、請求項1に記載の方法。
【請求項3】
補強要素は、強化用形状鋼、特にT形状鋼を用いて形成されることを特徴とする、請求項1または2に記載の方法。
【請求項4】
シェル外板(2)、少なくとも1つの補強要素、少なくとも1つのダブラ(1)、および少なくとも1つの接続アングルブラケット(6)のうちの少なくともいずれかは、実質的に、繊維強化合成材料、特に硬化性エポキシ樹脂を予め含浸させた炭素繊維強化材を有する材料を用いて形成されることを特徴とする、請求項1乃至3のいずれか1項に記載の方法。
【請求項5】
請求項1乃至4のいずれか1項に従って製造された、特に航空機の胴体シェル、翼シェル、垂直安定板シェルおよび水平安定板シェルのいずれかのような、少なくとも1つの局所強化区域および少なくとも1つの補強要素を有するシェル形構成要素。
【請求項1】
実質的に炭素繊維強化合成材料から、特に航空機の胴体シェル、翼シェル、垂直安定板シェルおよび水平安定板シェルのいずれかなどの、少なくとも1つの局所強化区域および少なくとも1つの補強要素を有するほぼシェル形の構成要素を製造する方法であって、該方法は、
既に硬化している少なくとも1つのダブラ(1)を大部分が硬化したシェル外板(2)上に配置して、局所強化区域(3)を形成する工程と、
既に硬化している少なくとも1つの補強要素を適用する工程と、
少なくとも、少なくとも1つのダブラ(1)の領域に位置する少なくとも1つの補強要素に対して、少なくとも1つの大部分が硬化した接続アングルブラケット(6)を配置する工程と、
シェル外板(2)、少なくとも1つのダブラ(1)、少なくとも1つの補強要素、および少なくとも1つの接続アングルブラケット(6)によって構成される構造体を真空バッグ内に挿入する工程であって、前記真空バッグは硬化のためにオートクレーブ内に移動されるものである、前記挿入する工程と、
シェル外板(2)および接続アングルブラケット(6)をオートクレーブ内において120℃〜180℃の温度および10バール以内の圧力で硬化させて、完成したシェル形構成要素を生成する工程と
を有することを特徴とする方法。
【請求項2】
少なくとも1つの補強要素は、少なくとも1つのダブラ(1)の領域において、シェル外板に適用される前に、少なくとも1つのダブラの輪郭に適合させられることを特徴とする、請求項1に記載の方法。
【請求項3】
補強要素は、強化用形状鋼、特にT形状鋼を用いて形成されることを特徴とする、請求項1または2に記載の方法。
【請求項4】
シェル外板(2)、少なくとも1つの補強要素、少なくとも1つのダブラ(1)、および少なくとも1つの接続アングルブラケット(6)のうちの少なくともいずれかは、実質的に、繊維強化合成材料、特に硬化性エポキシ樹脂を予め含浸させた炭素繊維強化材を有する材料を用いて形成されることを特徴とする、請求項1乃至3のいずれか1項に記載の方法。
【請求項5】
請求項1乃至4のいずれか1項に従って製造された、特に航空機の胴体シェル、翼シェル、垂直安定板シェルおよび水平安定板シェルのいずれかのような、少なくとも1つの局所強化区域および少なくとも1つの補強要素を有するシェル形構成要素。
【図1】

【図2】

【図3】
【図2】
【図3】
【公表番号】特表2009−500188(P2009−500188A)
【公表日】平成21年1月8日(2009.1.8)
【国際特許分類】
【出願番号】特願2008−518742(P2008−518742)
【出願日】平成18年6月30日(2006.6.30)
【国際出願番号】PCT/EP2006/006384
【国際公開番号】WO2007/003372
【国際公開日】平成19年1月11日(2007.1.11)
【出願人】(501488837)エアバス ドイッチュラント ゲゼルシャフト ミット ベシュレンクテル ハフツング (25)
【Fターム(参考)】
【公表日】平成21年1月8日(2009.1.8)
【国際特許分類】
【出願日】平成18年6月30日(2006.6.30)
【国際出願番号】PCT/EP2006/006384
【国際公開番号】WO2007/003372
【国際公開日】平成19年1月11日(2007.1.11)
【出願人】(501488837)エアバス ドイッチュラント ゲゼルシャフト ミット ベシュレンクテル ハフツング (25)
【Fターム(参考)】
[ Back to top ]