
めっき密着性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】Si、MnおよびCrを含む高強度鋼板を母材としためっき密着性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法を提供する。
【解決手段】Si、MnおよびCrを含有する鋼に対して、酸化炉において出側温度Tで酸化処理を行い、次いで、還元焼鈍、溶融亜鉛めっき処理を行う。または、更に460〜600℃の温度で10〜60秒間加熱して合金化処理を行う。なお、前記出側温度Tは下記を満足する。
A=0.015T−7.6 (T≧507℃)
A=0 (T≦506℃)
B=0.0063T−2.8(T≧445℃)
B=0 (T≦444℃)
[Si]+A×[Cr]≦B
[Si]:鋼中のSi質量%
[Cr]:鋼中のCr質量%
【解決手段】Si、MnおよびCrを含有する鋼に対して、酸化炉において出側温度Tで酸化処理を行い、次いで、還元焼鈍、溶融亜鉛めっき処理を行う。または、更に460〜600℃の温度で10〜60秒間加熱して合金化処理を行う。なお、前記出側温度Tは下記を満足する。
A=0.015T−7.6 (T≧507℃)
A=0 (T≦506℃)
B=0.0063T−2.8(T≧445℃)
B=0 (T≦444℃)
[Si]+A×[Cr]≦B
[Si]:鋼中のSi質量%
[Cr]:鋼中のCr質量%
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、Si、MnおよびCrを含有する高強度鋼板を母材とする、めっき密着性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法に関するものである。
【背景技術】
【0002】
近年、自動車、家電、建材等の分野において素材鋼板に防錆性を付与した表面処理鋼板、中でも防錆性に優れた溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板が使用されている。また、自動車の燃費向上および自動車の衝突安全性向上の観点から、車体材料の高強度化によって薄肉化を図り、車体そのものを軽量化かつ高強度化するために高強度鋼板の自動車への適用が促進されている。
【0003】
一般的に、溶融亜鉛めっき鋼板は、スラブを熱間圧延や冷間圧延した薄鋼板を母材として用い、母材鋼板をCGLの焼鈍炉で再結晶焼鈍し、その後、溶融亜鉛めっきを行い製造される。また、合金化溶融亜鉛めっき鋼板は、溶融亜鉛めっき後、さらに合金化処理を行い製造される。
【0004】
鋼板の強度を高めるためには、SiやMnの添加が有効である。しかし、連続焼鈍の際にSiやMnは、Feの酸化が起こらない(Fe酸化物を還元する)還元性のN2+H2ガス雰囲気でも酸化し、鋼板最表面にSiやMnの酸化物を形成する。SiやMnの酸化物はめっき処理時に溶融亜鉛と下地鋼板との濡れ性を低下させるため、SiやMnが添加された鋼板では不めっきが多発するようになる。また、不めっきに至らなかった場合でも、めっき密着性が悪いという問題がある。
【0005】
Siを多量に含む高強度鋼板を母材とした溶融亜鉛めっき鋼板の製造方法として、特許文献1には、鋼板表面酸化膜を形成させた後に還元焼鈍を行う方法が開示されている。しかしながら、特許文献1では効果が安定して得られない。これに対して、特許文献2〜8では、酸化速度や還元量を規定したり、酸化帯での酸化膜厚を実測し、実測結果から酸化条件や還元条件を制御して効果を安定化させようとした技術が開示されている。
【0006】
また、Si、Mnを含む高強度鋼板を母材とした溶融亜鉛めっき鋼板として、特許文献9では、合金化溶融亜鉛めっき鋼板について、めっき層中および地鉄中に存在するSiを含む酸化物の含有率について規定している。また、特許文献10では、溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板について、特許文献9と同様にめっき層中および地鉄中に存在するSiを含む酸化物の含有率について規定している。また、特許文献11では、めっき層中に酸化物として存在するSi量、Mn量を規定している。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開昭55−122865号公報
【特許文献2】特開平4−202630号公報
【特許文献3】特開平4−202631号公報
【特許文献4】特開平4−202632号公報
【特許文献5】特開平4−202633号公報
【特許文献6】特開平4−254531号公報
【特許文献7】特開平4−254532号公報
【特許文献8】特開平7−34210号公報
【特許文献9】特開2006−233333号公報
【特許文献10】特開2007−211280号公報
【特許文献11】特開2008−184642号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
鋼の高強度化には上述したようにSiやMn等の固溶強化元素の添加が有効であるが、更にCrを添加することで鋼の焼入れ性を向上させ、高強度鋼においても良好な強度と延性のバランスを得ることができる。特に自動車用途に使用される高強度鋼板については、プレス成形が必要になるために強度と延性のバランスの向上に対する要求は大きい。
【0009】
Si含有鋼に更にCrを含有する鋼に、特許文献1〜8に示されている溶融亜鉛めっき鋼板の製造方法を適用した場合、酸化帯での酸化が抑制されることによって、十分なめっき密着性が必ずしも得られないことが分かった。
【0010】
また、Si含有鋼に更にMnを含有する鋼に、特許文献1〜8に示される溶融亜鉛めっき鋼板の製造方法を適用した場合、過剰に内部酸化してしまうことで、合金化処理を行った場合にめっき層中に地鉄の結晶粒が取り込まれ、良好な耐食性が必ずしも得られないことも分かった。
【0011】
また、特許文献9〜11に記載の製造方法では、合金化処理を行わない溶融亜鉛めっき鋼板では良好な耐疲労特性が得られるものの、合金化処理を行った合金化溶融亜鉛めっき鋼板において十分な耐疲労特性が得られない場合があることが分かった。特許文献9および10では、めっきの濡れ性やリン酸塩処理性を改善するものであり、耐疲労特性に関しては考慮されていない。
【0012】
本発明は、かかる事情に鑑みてなされたものであって、Si、MnおよびCrを含む高強度鋼板を母材としためっき密着性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法を提供することを目的とする。さらには、耐食性や耐疲労特性に優れた合金化処理を施した高強度溶融亜鉛めっき鋼板を提供することを目的とする。
【課題を解決するための手段】
【0013】
検討を重ねた結果、Si、MnおよびCrを含む高強度鋼板を母材とした場合、SiとCrの添加量によって酸化処理における到達(出側)温度を制御することで、酸化帯で十分な量の鉄酸化物を形成させることができ、不めっきを伴うことなく、安定した品位でめっき密着性の良好な高Si高強度溶融亜鉛めっき鋼板が得られることが分かった。
【0014】
また、通常、良好なめっき密着性を得るために、酸化処理を行い還元焼鈍工程後には鋼板表層にSiやMnの酸化物を形成する。しかし、その後の溶融亜鉛めっき処理、合金化処理後もめっき層下の鋼板表層にSiやMnの酸化物が残存する場合には酸化物を起点として亀裂が進展するために耐疲労特性に劣ることが分かった。
【0015】
本発明は上記知見に基づくものであり、特徴は以下の通りである。
[1]Si、MnおよびCrを含有する鋼に対して、酸化炉において下式を満足する出側温度Tで酸化処理を行い、次いで、還元焼鈍、溶融亜鉛めっき処理を行い、合金化処理を行わないことを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
A=0.015T−7.6 (T≧507℃)
A=0 (T≦506℃)
B=0.0063T−2.8(T≧445℃)
B=0 (T≦444℃)
[Si]+A×[Cr]≦B
[Si]:鋼中のSi質量%
[Cr]:鋼中のCr質量%
[2]Si、MnおよびCrを含有する鋼に対して、酸化炉において下式を満足する出側温度Tで酸化処理を行い、次いで、還元焼鈍、溶融亜鉛めっき処理を行い、更に460〜600℃の温度で10〜60秒間加熱して合金化処理を行うことを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
A=0.015T−7.6 (T≧507℃)
A=0 (T≦506℃)
B=0.0063T−2.8(T≧445℃)
B=0 (T≦444℃)
[Si]+A×[Cr]≦B
[Si]:鋼中のSi質量%
[Cr]:鋼中のCr質量%
[3]前記[1]において、前記出側温度Tがさらに下式を満足することを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
T≦−80[Mn]−75[Si]+1030
[Si]:鋼中のSi質量%
[Mn]:鋼中のMn質量%
[4]前記[1]〜[3]のいずれかにおいて、前記酸化炉は、個別に雰囲気調整が可能な3つ以上のゾーンから構成されており、前段から酸化炉1、酸化炉2、酸化炉3の順となるとき、該酸化炉1および該酸化炉3の雰囲気は、酸素濃度が1000体積ppm未満で残部がN2、CO、CO2、H2Oおよび不可避的不純物であり、前記酸化炉2の雰囲気は、酸素濃度が1000体積ppm以上で残部がN2、CO、CO2、H2Oおよび不可避的不純物であることを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
[5]前記[4]において、前記酸化炉2の出側温度T2が(前記出側温度T−50)℃以上であることを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
[6]前記[4]または[5]において、前記酸化炉1の出側温度T1が(前記出側温度T−350)℃以上(前記出側温度T−250)℃未満であることを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
[7]前記[1]〜[6]のいずれかにおいて、前記鋼の化学成分がC:0.01〜0.20質量%、Si:0.5〜2.0質量%、Mn:1.0〜3.0質量%、Cr:0.01〜0.4%を含有し、残部がFeおよび不可避的不純物からなることを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
[8]前記[1]、[4]、[5]、[6]、[7]のいずれかに記載の製造方法によって製造され、合金化処理を行わない高強度溶融亜鉛めっき鋼板であって、めっき層下の鋼板表層から5μmの鋼板内に、Siおよび/またはMnの酸化物が、Si量換算で0.05g/m2以上、かつ、Mn量換算で0.05g/m2以上含まれていることを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板。
[9]前記[2]〜[7]のいずれかに記載の製造方法によって製造され、合金化処理を行った高強度溶融亜鉛めっき鋼板であって、めっき層中に、Siおよび/またはMnの酸化物が、Si量換算で0.05g/m2以上、かつ、Mn量換算で0.05g/m2以上含まれ、さらに、めっき層下の鋼板表層から5μmの鋼板内にSiおよび/またはMnの酸化物が、Si量換算で0.01g/m2以下、かつ、Mn量換算で0.01g/m2以下であることを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板。
【0016】
なお、本発明において、高強度とは、引張強度TSが440MPa以上である。また、本発明の高強度溶融亜鉛めっき鋼板は、冷延鋼板、熱延鋼板のいずれも含むものである。また、本発明においては、合金化処理を施す、施さないにかかわらず、めっき処理方法によって鋼板上に亜鉛をめっきした鋼板を総称して溶融亜鉛めっき鋼板と呼称する。すなわち、本発明における溶融亜鉛めっき鋼板とは、特に断りのない限り、合金化処理を施していない溶融亜鉛めっき鋼板、合金化処理を施した合金化溶融亜鉛めっき鋼板いずれも含むものである。
【発明の効果】
【0017】
本発明によれば、Si、MnおよびCrを含む高強度鋼板を母材としためっき密着性に優れた高強度溶融亜鉛めっき鋼板を得ることができる。また、合金化処理を行った高強度溶融亜鉛めっき鋼板にあっては、耐食性や耐疲労特性にも優れることになる。
【図面の簡単な説明】
【0018】
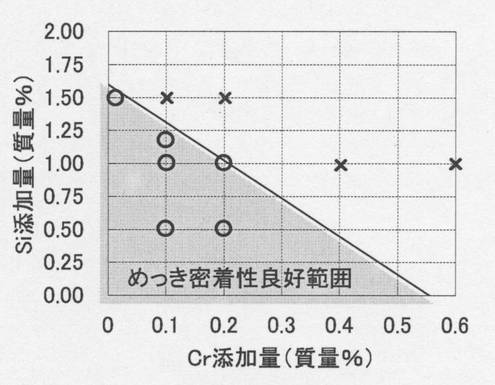
【図1】Si添加量、Cr添加量およびめっき密着性との関係を示す図である。
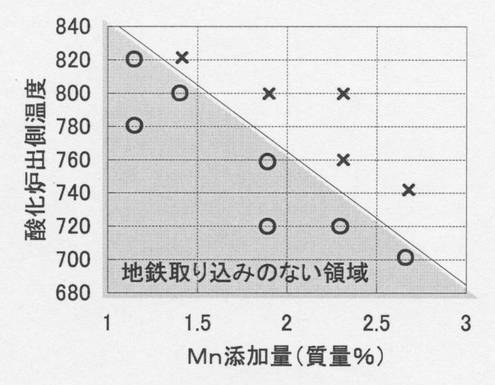
【図2】Mn添加量、酸化炉出側温度および地鉄の取り込みとの関係を示す図である。
【発明を実施するための形態】
【0019】
以下、本発明について具体的に説明する。
【0020】
先ず、焼鈍工程前の酸化処理について説明する。鋼板を高強度化するためには、上述したように鋼にSi、Mnなどを添加することが有効である。しかし、これらの元素を添加した鋼板は、溶融亜鉛めっき処理を施す前に実施する焼鈍過程において、鋼板表面に、Si、Mnの酸化物が生成され、Si、Mnの酸化物が鋼板表面に存在するとめっき性を確保することが困難になる。
【0021】
検討したところ、溶融亜鉛めっき処理を施す前の焼鈍条件を変化させ、SiおよびMnを鋼板内部で酸化させ、鋼板表面での濃化を防ぐことで、めっき性が向上し、更にはめっきと鋼板の反応性を高めることができ、めっき密着性を改善させることが出来ることがわかった。
【0022】
そして、SiおよびMnを鋼板内部で酸化させ、鋼板表面での濃化を防ぐためには、焼鈍工程前に酸化炉において酸化処理を行い、その後、還元焼鈍、溶融めっき、必要に応じて合金化処理を行うことが有効であり、さらに、酸化処理で一定量以上の鉄酸化物量を得ることが必要であることがわかった。しかしながら、Siに加えてCrを含有する鋼では、上記酸化処理において、含有するSiやCrによって酸化が抑制されるため、必要な酸化量を得ることが困難になる。特にSiとCrが複合的に含有する鋼では酸化抑制効果が相乗的にあらわれて必要な酸化量を得ることがより困難になる。そこで、SiおよびCrの添加量によって酸化炉での到達(出側)温度を規定し、必要な酸化量を得るための適切な酸化処理を行うことを考えた。
【0023】
Si添加量およびCr添加量を変化させた鋼を用いて、酸化炉での各酸化温度における、良好なめっき密着性が得られる領域を調査した。酸化温度700℃での結果を図1に示す。図1において、めっき密着性が良好なものは○、良好なめっき密着性が得られなかったものは×で示す。なお、判断基準は後述する実施例と同様である。図1に示すように、Si添加量およびCr添加量が多い鋼で良好なめっき密着性が得られ難いことが分かる。更に、他の酸化温度における良好なめっき密着性が得られる領域も同様にして求め、その領域を下記式(1)の形で求めた。
[Si]+A×[Cr]≦B 式(1)
但し、[Si]:鋼中のSi質量%、[Cr]:鋼中のCr質量%である。
ここで、係数Aおよび係数Bは酸化温度によって変化するため、更に係数Aおよび係数Bについて酸化温度との関係を求めたところ、下記式(2)〜式(5)式が得られた。
A=0.015T−7.6 (T≧507℃)式(2)
A=0 (T≦506℃)式(3)
B=0.0063T−2.8(T≧445℃)式(4)
B=0 (T≦444℃)式(5)
以上から、焼鈍工程前に上記式(1)〜(5)を満足する温度まで酸化炉で昇温させる、すなわち酸化炉出側温度をTとすることで、Si、MnおよびCrを含む高強度鋼板で良好なめっき密着性を得ることができることになる。
【0024】
ここで、式(1)中の係数Aは図1で示す良好なめっき性密着性得られる境界線の傾きを示しており、酸化炉出側温度Tが高い、つまりSi添加量が高く酸化し難い鋼板の場合に、Cr添加によるめっき密着性の劣化が顕著であることを示している。これは前述したようにSiとCrが複合的に含有する鋼では酸化抑制効果が相乗的にあらわれて必要な酸化量を得ることが困難になることに起因する。また、係数Bは図1で示す良好なめっき性密着性が得られる境界線の切片の値を示しており、Cr添加のない鋼板での酸化温度TにおけるSiの限界添加量を示している。
【0025】
以上により、酸化温度Tを高くし、十分な酸化量を得ることで良好なめっき密着性を得ることが出来る。しかし、過度に酸化させると、次の還元焼鈍工程において還元性雰囲気炉でFe酸化物が剥離し、ピックアップの原因となるので、上記酸化処理を行う際の温度Tは850℃以下であることが好ましい。
【0026】
酸化炉で形成した鉄酸化物がその後の還元焼鈍で還元される。鋼に含有されるSiやMnは鋼板内部で酸化し、鋼板表面に濃化し難くなる。よって、鋼にSiやMnが多量に含有される場合には、還元焼鈍工程で形成される内部酸化物も多くなる。しかし、この内部酸化物が過剰に形成した場合、溶融亜鉛めっき処理を施し、その後合金化処理を行うと、結晶粒界に形成された内部酸化物を起点にして、地鉄の結晶粒がめっき層中に取り込まれる現象が起こることが分かった。更には、めっき層中に地鉄の結晶粒が取り込まれた場合に、耐食性が低下することが分かった。これは、めっき層に地鉄が取り込まれることによって、主体成分である亜鉛の相対的な割合が低下し、犠牲防食作用が十分に得られないことによると考えられる。そのため、めっき層中に地鉄の結晶粒が取り込まれない条件で酸化炉での酸化処理を行う必要がある。そこで、Si添加量およびMn添加量を変化させた鋼を用いて、めっき層中に地鉄の結晶粒が取り込まれない酸化炉の出側温度について調査を行った。図2は、Siを1.5%含有する鋼を用いた時に地鉄の結晶粒の取り込み有無を、Mn添加量と酸化炉出側温度で整理したものである。図2において、地鉄の取り込みがないものは○、地鉄の取込みがあるものは×で示す。なお、判断基準は後述する実施例と同様である。図2より、Mn添加量の多い鋼で地鉄が取り込まれやすいことが分かる。更に、Mn添加量を一定とし、Si添加量を変化させた鋼においても、上記と同様の調査をしたところ、Si添加量の多い鋼で地鉄が取り込まれやすいことが分かった。以上の結果、地鉄が取り込まれない領域と地鉄が取り込まれる領域の境は、(酸化炉出側温度)=X×[Mn]+Yの関係式で整理すると、X=−80であることが分かった。ここで、[Mn]は鋼中のMn質量%である。また、YはSi添加量によって変化する値であるが、YとSi添加量の関係を調べると、Y=−75×[Si]+1030であることも分かった。これらの結果から、地鉄がめっき層中に取り込まれない酸化炉出側温度は下式で表せることが分かった。
T≦−80[Mn]−75[Si]+1030 式(6)
ここで、Tは酸化炉出側温度、[Mn]は鋼中のMn質量%、[Si]は鋼中のSi質量%である。
【0027】
以上から、式(6)を満足する温度まで酸化炉で昇温させる、すなわち酸化炉出側温度をTとすることで、めっき層中に地鉄の結晶粒が取り込まれることなく、良好な耐食性が得られることになる。
【0028】
なお、腐食試験方法については特に制限は無く、古くから用いられている暴露試験や、塩水噴霧試験、及び、塩水噴霧と乾湿繰り返しや温度変化を加えた複合サイクル試験などを用いることができる。複合サイクル試験は種々の条件があるが、例えば、JASO M−609−91で規定された試験法や、米国自動車技術会で定めたSAE−J2334に規定された腐食試験法を用いることが出来る。
【0029】
以上により、酸化温度Tを制御することで、良好なめっき密着性を得られ、かつ良好な耐食性も得られることが出来る。
【0030】
次に酸化炉の雰囲気とめっき密着性の関係について述べる。
【0031】
酸化処理を行った後に、還元焼鈍を行った場合、酸化処理によって形成された鉄酸化物が還元焼鈍工程にて還元され、還元鉄として素地鋼板を被覆する。このときに形成される還元鉄は、Siなどのめっき密着性を阻害する元素の含有率が低いために、良好なめっき密着性を得るために非常に有効である。この還元焼鈍後に形成される還元鉄の被覆率が高く、好ましくは40%以上で素地鋼板表面に存在する場合に、良好なめっき密着性を得ることができる。なお、還元鉄の被覆率は、溶融めっきを施す前の鋼板について走査型電子顕微鏡(SEM)を用いて、反射電子像を観察することで測定することが可能である。反射電子像は、原子番号の大きい元素ほど白いコントラストで観察できる特徴があるので、還元鉄に覆われている部分は白いコントラストで観察される。また、還元鉄で覆われていない部分については、Siなどが表面に酸化物として形成するために、黒いコントラストとして観察される。よって、白いコントラスト部分の面積率を画像処理によって求めることで、還元鉄の被覆率を求めることが可能である。
【0032】
検討したところ、還元鉄の被覆率を高くするためには、酸化処理時に形成される素地鋼板表面の酸化物の種類を制御することが重要であることがわかった。形成される鉄の酸化物としては、主にウスタイト(FeO)である。更に、Siを0.1%以上含有する高強度溶融亜鉛めっき鋼板の場合では、Siを含んだ酸化物が同時に形成される。このSiを含んだ酸化物は主にSiO2および/または(Fe、Mn)2SiO4であり、主に鉄酸化物と素地鋼板の界面に形成される。メカニズムは明確になっていないが、酸化処理後に(Fe、Mn)2SiO4が生成された場合に、還元鉄の被覆率が高い状態で形成されることが分かった。SiO2のみ生成している場合には、還元鉄の被覆率は低くなり、十分なめっき密着性を得るための被覆率を得ることができなくなってしまう。また、(Fe、Mn)2SiO4さえ生成していれば、同時にSiO2が存在していても還元鉄の被覆率は高くなり、十分な被覆率を得ることが可能であるもわかった。なお、これらの酸化物の存在状態を判断する方法は特に限定しないが、赤外分光法(IR)が有効である。SiO2の特徴である1245cm−1付近、および(Fe、Mn)2SiO4の特徴である980cm−1付近に現れる吸収ピークを確認することで酸化物の存在状態を判断することができる。
【0033】
以上から、還元焼鈍後に還元鉄が高い被覆率で形成させるためには、酸化処理後に(Fe、Mn)2SiO4を形成させることが重要である。そこで、次に、酸化処理後に(Fe、Mn)2SiO4を形成させるための方法を調査した。その結果、酸化処理工程の最終段階において低酸素濃度雰囲気で加熱することが有効であることが明らかになった。また、その時の酸素濃度は1000体積ppm(以下、ppmと称する)未満が望ましく、酸素濃度が1000ppm超では、(Fe、Mn)2SiO4の生成が起こらずに、結果として還元鉄の被覆率が低下してしまうことになる。また、最終段階において低酸素濃度雰囲気で加熱するまでは鉄の酸化反応を促進させるために高酸素濃度雰囲気で加熱することが望ましい。具体的には酸素濃度が1000ppm以上で加熱することで鉄の酸化反応が促進され、十分な鉄の酸化量を得ることができる。また、1000ppm未満では安定して酸化処理を行うことが難しく、十分な鉄の酸化量を得ることが難しい。
【0034】
さらに、酸化処理の前段を低酸素雰囲気にすることで、酸化鉄の層を均一に形成させることが出来る。酸化の初期段階において低酸素雰囲気で比較的遅い速度で酸化させることで、鋼板表面に酸化鉄の核となる薄い酸化鉄層を緻密に均一に形成させ、次に高酸素雰囲気で比較的速い速度で酸化処理が行われても酸化鉄が均一に形成することができると考えられる。
【0035】
なお、酸化炉の雰囲気は上述のように酸素濃度を制御することが好ましいが、雰囲気にN2、CO、CO2、H2Oおよび不可避的不純物などが含まれていても、酸素濃度が規定される範囲にあれば、十分な効果を得ることができる。
【0036】
以上をまとめると、酸化炉は、個別に雰囲気調整が可能な3つ以上のゾーンから構成されており、前段から酸化炉1、酸化炉2、酸化炉3の順となるとき、酸化炉1および酸化炉3の雰囲気は酸素濃度が1000ppm未満で残部がN2、CO、CO2、H2Oおよび不可避的不純物であり、前記酸化炉2の雰囲気は、酸素濃度が1000ppm以上で残部がN2、CO、CO2、H2Oおよび不可避的不純物であることが好ましい。
【0037】
次に、それぞれの酸化炉の出側温度について説明する。
【0038】
酸化処理工程の最終段階である酸化炉3は上述したように式(1)〜(5)を満足する温度、すなわち、出側温度Tである必要がある。
【0039】
酸化炉2は高酸素濃度で実質的に鉄の酸化反応が最も起こる領域なので、酸化炉2においては広い温度領域で鉄の酸化を行うことが重要である。具体的には、酸化炉2の出側温度T2は(出側温度T−50)℃以上であることが好ましい。同じ理由で、酸化炉2の入り側温度、つまり酸化炉1の出側温度T1は(出側温度T−250)℃未満であることが好ましい。上記条件を満足できない場合には酸化炉2において必要な鉄の酸化量を確保することが困難になる場合がある。
【0040】
また、酸化炉1の出側温度T1は(出側温度T−350)℃以上であることが好ましい。(出側温度T−350)℃未満では薄い酸化鉄を均一に形成させる効果を十分に得ることが難しい。
【0041】
酸化処理に用いる加熱炉は上記した雰囲気制御を可能にするために、個別に雰囲気調整が可能な3つ以上のゾーンから構成されている必要がある。3つのゾーンから構成される場合は、各ゾーンを上記の通りに雰囲気制御を行えばよく、4つ以上のゾーンから構成される場合は、連続する任意のゾーンを同様の雰囲気に制御することで1つの酸化炉とみなすことが出来る。また、加熱炉の種類は特に限定するものではないが、直火バーナーを備えた直火式の加熱炉を使用することが好適である。直火バーナとは、製鉄所の副生ガスであるコークス炉ガス(COG)等の燃料と空気を混ぜて燃焼させたバーナ火炎を直接鋼板表面に当てて鋼板を加熱するものである。直火バーナは、輻射方式の加熱よりも鋼板の昇温速度が速いため、加熱炉の炉長を短くしたり、ラインスピードを速く出来る利点がある。さらに、直火バーナは空気比を0.95以上とし、燃料に対する空気の割合を多くすると、未燃の酸素が火炎中に残存し、その酸素で鋼板の酸化を促進することが可能となる。そのため、空気比を調整すれば、雰囲気の酸素濃度を制御することが可能である。また、直火バーナの燃料は、COG、液化天然ガス(LNG)等を使用できる。
【0042】
鋼板に上記のような酸化処理を施した後、還元焼鈍する。還元焼鈍の条件については限定するものではないが、焼鈍炉に導入する雰囲気ガスは、一般的な1〜20体積%のH2を含み、残部がN2および不可避的不純物からなることが好ましい。雰囲気ガスのH2%が1体積%未満では鋼板表面の鉄酸化物を還元するのにH2が不足し、20体積%を超えてもFe酸化物の還元は飽和するため、過分のH2が無駄になる。また、露点が−25℃超になると炉内のH2Oの酸素による酸化が著しくなりSiの内部酸化が過度に起こるため、露点は−25℃以下が好ましい。これにより、焼鈍炉内は、Feの還元性雰囲気となり、酸化処理で生成した鉄酸化物の還元が起こる。このとき、還元によりFeと分離された酸素が、一部鋼板内部に拡散し、SiおよびMnと反応することにより、SiおよびMnの内部酸化が起こる。SiおよびMnが鋼板内部で酸化し、溶融めっきと接触する鋼板最表面のSi酸化物およびMn酸化物が減少するため、めっき密着性は良好となる。
【0043】
還元焼鈍は、材質調整の観点から、鋼板温度が700℃から900℃の範囲内で行われるのが好ましい。均熱時間は10秒から300秒が好ましい。
【0044】
還元焼鈍後、440〜550℃の温度域の温度に冷却した後、溶融亜鉛めっき処理を施す。例えば、溶融亜鉛めっき処理は、めっき層の合金化処理を行わない場合は0.12〜0.22質量%の溶解Al量のめっき浴を、溶融亜鉛めっき後合金化処理を行う場合は0.08〜0.18質量%の溶解Al量のめっき浴を、それぞれ用いて、板温440〜550℃で鋼板をめっき浴中に浸入させて行い、ガスワイピングなどで付着量を調整する。溶融亜鉛めっき浴温度は通常の440〜500℃の範囲であればよく、さらに合金化処理を施す場合には鋼板を460〜600℃で10〜60秒間加熱して処理することが望ましい。600℃超になるとめっき密着性が劣化し、460℃未満では合金化が進行しない。
【0045】
合金化処理する場合、合金化度(皮膜中Fe%)は7〜15質量%になるようにする。7質量%未満は合金化ムラが生じ外観性が劣化したり、いわゆるζ相が生成して摺動性が劣化する。15質量%超えは硬質で脆いΓ相が多量に形成しめっき密着性が劣化する。
【0046】
以上により、本発明の高強度溶融亜鉛めっき鋼板が製造される。
【0047】
以下、上記製造方法によって製造される高強度溶融亜鉛めっき鋼板について説明する。なお、以下の説明において、鋼成分組成の各元素の添加量、めっき層成分組成の各元素の添加量の単位はいずれも「質量%」であり、特に断らない限り単に「%」で示す。
【0048】
先ず好適な鋼成分組成について説明する。
C:0.01〜0.20%
Cは、鋼組織を、マルテンサイトなどを形成させることで加工性を向上しやすくする。そのためには0.01%以上が望ましい。一方、0.20%を超えると溶接性が劣化する。したがって、C量は0.01〜0.20%とする。
【0049】
Si:0.5〜2.0%
Siは鋼を強化して良好な材質を得るのに有効な元素である。Siが0.5%未満では高強度を得るために高価な合金元素が必要になり、経済的に好ましくない。一方、2.0%を超えると上述した式(1)〜(5)を満足する酸化炉出側温度が高温になるために操業上の問題が起きる場合がある。したがって、Si量は0.5〜2.0%とする。
【0050】
Mn:1.0〜3.0%
Mnは鋼の高強度化に有効な元素である。機械特性や強度を確保するためは1.0%以上含有させることが好ましい。3.0%を超えると溶接性や強度延性バランスの確保が困難になる場合がある。また、過剰な内部酸化が形成される。したがって、Mn量は1.0〜3.0%とする。
【0051】
Cr:0.01〜0.4%
Crは0.01%未満では焼き入れ性が得られにくく強度と延性のバランスが劣化する場合がある。一方、0.4%を超えるとSiと同様に上述した式(1)〜(5)を満足する酸化炉出側温度が高温になるために操業上の問題が起きる場合がある。したがって、Cr量は0.01〜0.4%とする。
【0052】
なお、強度延性バランスを制御するため、Al:0.01〜0.1%、B:0.001〜0.005%、Nb:0.005〜0.05%、Ti:0.005〜0.05%、Mo:0.05〜1.0%、Cu:0.05〜1.0%、Ni:0.05〜1.0%のうちから選ばれる元素の1種以上を必要に応じて添加してもよい。
【0053】
これらの元素を添加する場合における適正添加量の限定理由は以下の通りである。
【0054】
Alは熱力学的に最も酸化しやすいため、Si、Mnに先だって酸化し、Si、Mnの酸化を促進する効果がある。この効果は0.01%以上で得られる。一方、0.1%を超えるとコストアップになる。
【0055】
Bは0.001%未満では焼き入れ効果が得られにくく、0.005%超えではめっき密着性が劣化する。
【0056】
Nbは0.005%未満では強度調整の効果やMoとの複合添加時におけるめっき密着性改善効果が得られにくく、0.05%超えではコストアップを招く。
【0057】
Tiは0.005%未満では強度調整の効果が得られにくく、0.05%超えではめっき密着性の劣化を招く。
【0058】
Moは0.05%未満では強度調整の効果やNb、またはNiやCuとの複合添加時におけるめっき密着性改善効果が得られにくく、1.0%超えではコストアップを招く。
【0059】
Cuは0.05%未満では残留γ相形成促進効果やNiやMoとの複合添加時におけるめっき密着性改善効果が得られにくく、1.0%超えではコストアップを招く。
【0060】
Niは0.05%未満では残留γ相形成促進効果やCuとMoとの複合添加時におけるめっき密着性改善効果が得られにくく、1.0%超えではコストアップを招く。
【0061】
上記以外の残部はFeおよび不可避的不純物である。
【0062】
次に、酸化処理に引き続いて、還元焼鈍、溶融亜鉛めっき、必要に応じて合金化処理を行った後に形成されるSiおよびMnの内部酸化物について説明する。
【0063】
通常、溶融亜鉛めっき鋼板は、素材鋼板を連続焼鈍設備で還元雰囲気中で焼鈍した後、亜鉛めっき浴に浸漬して亜鉛めっきを施し、亜鉛めっき浴から引き上げてガスワイピングノズルでめっき付着量を調整して製造される。また、更に、合金化加熱炉でめっき層の合金化処理を施して製造される。そして、溶融亜鉛めっき鋼板を高強度化するためには、上述したように鋼にSi、Mnなどを添加することが有効であるが、焼鈍過程において、鋼板表面に、添加したSi、Mnの酸化物として生成し、良好なめっき密着性を確保することが困難になる。これに対し、本発明では、SiおよびCr添加量に応じた酸化条件で還元焼鈍前に酸化処理を行うことで、SiおよびMnを鋼板内部で酸化させ、鋼板表面での濃化を防ぐ。その結果、めっき性が向上し、更にはめっきと鋼板の反応性を高めることができ、めっき密着性を改善させることが出来る。合金化処理を行わない溶融亜鉛めっき鋼板では、還元焼鈍時に形成したSiまたは/およびMnの酸化物から成る内部酸化物はめっき層下の鋼板表層に留まるが、合金化処理を施した溶融亜鉛めっき鋼板においては、めっき層と鋼板の界面からFe−Znの合金化反応が進行するために、内部酸化物は、めっき層中に分散する。よって、合金化処理を行わない溶融亜鉛めっき鋼板ではめっき層下の鋼板表層の内部酸化物量が、合金化処理を施した溶融亜鉛めっき鋼板ではめっき層中に含まれる内部酸化物量がめっき密着性に関係してくると考えられる。
【0064】
本発明者らは、めっき層下の鋼板表層に存在する酸化物およびめっき層中に存在する酸化物に着目して、それぞれに含まれる酸化物のSi、Mn量と、めっき密着性の関係について調査した。その結果、合金化処理を行わない溶融亜鉛めっき鋼板ではめっき層下の鋼板表層から5μmの鋼板内に、合金化処理を施した溶融亜鉛めっき鋼板ではめっき層中に、含まれる酸化物のSi量およびMn量がそれぞれ0.05g/m2以上になるとめっき密着性に優れることを見出した。酸化物のSiやMn量がそれぞれ0.05g/m2未満の場合には、溶融亜鉛めっき処理を施す前の鋼板表面状態は、SiやMnの内部酸化がおこらずに鋼板表面に酸化物として濃化しており、良好なめっき密着性が得られないと考えられる。また、SiまたはMnのいずれか一方だけが、本発明の要件を満たしている場合でも、その一方の元素だけが内部酸化して、もう一方の元素は表面に濃化し、めっき性およびめっき密着性に悪影響を及すと考えられる。そのために、SiおよびMnの両方が内部酸化している必要がある。そのため、上記領域に含まれる酸化物のSi量およびMn量の両方がそれぞれ0.05g/m2以上存在することが、本発明の特徴であり、重要要件である。上記領域に含まれる酸化物のSi量、およびMn量の上限については特に限定しないが、それぞれ1.0g/m2以上では、酸化物を起点に地鉄の結晶粒が取り込まれる恐れがあるので、1.0g/m2以下が好ましい。
【0065】
更に、合金化処理を施した溶融亜鉛めっき鋼板においては、耐疲労特性がめっき層下の鋼板表層に存在するSiおよびMnの酸化物量と密接な関係にあることを見出した。めっき層下の鋼板表層から5μmの鋼板内に含まれる酸化物のSi量およびMn量が、それぞれ0.01g/m2以下の場合に、耐疲労特性が向上することがわかった。合金化処理を施した溶融亜鉛めっき鋼板のめっき層下の鋼板表層の酸化物量を制御することで耐疲労特性が向上するメカニズムは明らかではないが、該領域に存在する酸化物は疲労によって発生するクラックの起点になっていると考えられる。そして、このようなクラックの起点になっている酸化物が存在すると、合金化処理を施した溶融亜鉛めっき鋼板はめっき層が硬く脆いために引張り応力が加わるとクラックが発生しやすくなると考えられる。このクラックはめっき表層からめっき層と鋼板の界面まで進展するが、この時にめっき層下の鋼板表層に酸化物が存在している場合には、酸化物が起点となり更にクラックが進展すると考えられる。一方で、鋼板表層に存在する酸化物が0.01g/m2以下を満たしていれば、めっき層に発生したクラックは鋼板の内部まで進展せずに耐疲労特性が向上すると考えられる。
【0066】
上記のような酸化物の存在状態を実現するための製造方法は特に限定はしないが、合金化処理での鋼板温度と処理時間を制御することで可能である。合金化温度が低かったり、処理時間が短い場合には、めっき層と鋼板の界面からFe−Znの合金化反応の進行が不十分なために鋼板表層に残留する酸化物が多くなってしまう。そのため、十分なFe−Znの合金化反応を得るための合金化温度および/または処理時間を確保することが必要である。望ましくは上述したように、460〜600℃で10〜60秒間加熱して処理すると良い。
【0067】
また、合金化処理を行わない溶融亜鉛めっき鋼板では、めっき層下の鋼板表層から5μmの鋼板内に含まれる酸化物のSi量およびMn量が、それぞれ0.01g/m2以上の場合において、良好な耐疲労特性が得られる。溶融亜鉛めっき鋼板ではめっき層は合金化しておらず、ほぼ亜鉛から成るために、合金化溶融亜鉛めっき鋼板のめっき層に比べ延性に富んでいる。そのために、引張り応力が加わった際にもクラックが発生しないために、めっき層下の鋼板表層に存在する酸化物の影響が表れないと考えられる。
【実施例1】
【0068】
表1に示す化学成分の鋼を溶製して得た鋳片を熱圧、酸洗後、冷間圧延によって板厚1.2mmの冷延鋼板とした。
【0069】
【表1】

【0070】
その後、DFF型酸化炉を有するCGLで酸化炉出側温度を適宜変更して上記冷延鋼板を加熱した。直火バーナは燃料にCOGを使用し、空気比を調整することで雰囲気の酸素濃度を10000ppmとした。ここでは、酸化炉全体の酸素濃度を調整した。DFF出側鋼板温度は放射温度計で測定した。その後、還元帯で850℃で20s還元焼鈍し、Al添加量を0.19%に調整した460℃の亜鉛めっき浴で溶融めっきを施した後に目付け量を約50g/m2にガスワイピングで調整した。
【0071】
以上により得られた溶融亜鉛めっき鋼板について、めっき付着量、めっき層下の鋼板表層から5μmに含まれる酸化物中のSiおよびMnの定量を行うとともに、外観性およびめっき密着性について評価した。更に、引張特性、耐疲労特性について調査した。
【0072】
以下に、測定方法および評価方法を示す。
【0073】
得られためっき層をインヒビターを含んだ塩酸によって溶解させた後に、非水溶液中で鋼板表面から5μmを定電流電解によって溶解した。得られた酸化物の残渣を50nmの径を有するニュークリポアフィルターでろ過した後に、フィルターに捕捉された酸化物をアルカリ融解後にICP分析し、SiおよびMnの定量を行った。
【0074】
外観性は、不めっきなどの外観不良が無い場合は外観良好(記号○)、ある場合は外観不良(記号×)と判定した。
【0075】
合金化処理を行わない溶融亜鉛めっき鋼板では、めっき密着性の評価にはボールインパクト試験を行い、加工部をテープ剥離し、めっき層の剥離有無を目視判定した。
○:めっき層の剥離無し
×:めっき層が剥離
引張特性は、圧延方向を引張方向としてJIS5号試験片を用いてJISZ2241に準拠した方法で行なった。
【0076】
耐疲労試験は、応力比R0.05の条件で行ない、繰り返し数107で疲労限(FL)を求め、耐久比(FL/TS)を求め、0.60以上の値が良好な耐疲労特性と判断した。なお、応力比Rとは、(最少繰り返し応力)/(最大繰り返し応力)で定義されている値である。
以上により得られた結果を製造条件と併せて表2に示す。
【0077】
【表2】
【0078】
表2より、本発明法で製造された溶融亜鉛めっき鋼板(発明例)は、Si、MnおよびCrの含有する高強度鋼であるにもかかわらず、めっき密着性に優れ、めっき外観も良好であり、耐疲労特性も良好である。一方、本発明法の範囲外で製造された溶融亜鉛めっき鋼板(比較例)は、めっき密着性、めっき外観のいずれか一つ以上が劣る。
【実施例2】
【0079】
表1に示す化学成分の鋼を溶製して得た鋳片を熱圧、酸洗後、冷間圧延によって板厚1.2mmの冷延鋼板とした。
【0080】
その後、実施例1と同様な方法で酸化処理および還元焼鈍を実施した。さらに、Al添加量を0.13%に調整した460℃の亜鉛めっき浴で溶融めっきを施した後に目付け量を約50g/m2にガスワイピングで調整し、表3に示す所定温度で20〜30秒の合金化処理を施した。
【0081】
以上により得られた溶融亜鉛めっき鋼板について、めっき付着量およびめっき層中のFe含有量を求めた。更にめっき層中およびめっき層下の鋼板表層から5μmの鋼板内に含まれる酸化物のSiおよびMnの定量を行うとともに、外観性およびめっき密着性について評価した。さらに、引張特性、耐疲労特性について調査した。
【0082】
以下に、測定方法および評価方法を示す。
【0083】
得られためっき層をインヒビターを含んだ塩酸によって溶解させ、溶解前後の質量差からめっき付着量を求め、さらに塩酸に含まれるFe量からめっき層中のFe含有率を求めた。
【0084】
SiおよびMnの定量は、非水溶液中で亜鉛めっき層を定電位電解によって溶解させ、更にその後、非水溶液中で鋼板表面から5μmを定電流電解によって溶解した。それぞれの溶解工程で得られた酸化物の残渣を50nmの径を有するニュークリポアフィルターでろ過した後に、フィルターに捕捉された酸化物をアルカリ融解後にICP分析によって、めっき層中、およびめっき層下の鋼板表層から5μmの鋼板内に含まれる酸化物中のSiおよびMnの定量を行った。
【0085】
外観性は、合金化処理後の外観を目視観察し、合金化ムラ、不めっきがないものを○、合金化ムラ、不めっきがあるものは×とした。
【0086】
合金化処理を行った溶融亜鉛めっき鋼板では、めっき密着性の評価には、めっき鋼板にセロテープ(登録商標)を貼りテープ面を90°曲げ曲げ戻しをしたときの単位長さ当たりの剥離量を蛍光X線によりZnカウント数を測定し、下記の基準に照らしてランク1のものを良好(◎)、2、3のものを良好(○)、4以上のものを不良(×)と評価した。
蛍光X線カウント数 ランク
0−500未満 :1(良)
500−1000未満 :2
1000−2000未満:3
2000−3000未満:4
3000以上 :5(劣)
引張り特性および耐疲労特性は実施例1と同様な方法で評価した。
【0087】
以上により得られた結果を製造条件と併せて表3に示す。
【0088】
【表3】
【0089】
表3から明らかなように、本発明法で製造された合金化溶融亜鉛めっき鋼板(発明例)は、Si、MnおよびCrの含有する高強度鋼であるにもかかわらずめっき密着性に優れ、めっき外観も良好であり、耐疲労特性も良好である。一方、本発明法の範囲外で製造された溶融亜鉛めっき鋼板(比較例)は、めっき密着性、めっき外観、耐疲労特性のいずれか一つ以上が劣る。
【実施例3】
【0090】
表1に示す化学成分の鋼を溶製して得た鋳片を熱圧、酸洗後、冷間圧延によって板厚1.2mmの冷延鋼板とした。
【0091】
その後、実施例2と同様な方法で酸化処理、還元焼鈍、めっき、合金化処理を実施した。但し、ここでは、酸化炉内を3つの領域に分割して、それぞれの燃焼率、空気比を種々変更することで出側温度および雰囲気の酸素濃度を調整した。
【0092】
以上により得られた溶融亜鉛めっき鋼板について、めっき付着量およびめっき層中のFe含有量を求めた。更にめっき層中およびめっき層下の鋼板表層から5μmの鋼板内に含まれる酸化物のSiおよびMnの定量を行うとともに、外観性およびめっき密着性について評価した。なお、めっき付着量およびめっき層中のFe含有量の測定、SiおよびMnの定量、外観性およびめっき密着性の評価は実施例1と同様な方法で行った。
【0093】
以上により得られた結果を製造条件と併せて表4に示す。
【0094】
【表4】
【0095】
表4から明らかなように、本発明法で製造された合金化溶融亜鉛めっき鋼板(発明例)は、Si、MnおよびCrの含有する高強度鋼であるにもかかわらずめっき密着性に優れ、めっき外観も良好であり、耐疲労特性も良好である。更に、酸化炉1〜3の出側温度、酸素濃度が本発明の範囲にあるものはめっき密着性が特に良好である。一方、本発明法の範囲外で製造された溶融亜鉛めっき鋼板(比較例)は、めっき密着性、めっき外観、耐疲労特性のいずれか一つ以上が劣る。
【実施例4】
【0096】
表1に示す化学成分の鋼を溶製して得た鋳片を熱圧、酸洗後、冷間圧延によって板厚1.2mmの冷延鋼板とした。
【0097】
その後、実施例2と同様な方法で酸化処理、還元焼鈍、めっき、合金化処理を実施した。以上により得られた溶融亜鉛めっき鋼板について、外観性、めっき密着性および耐食性について評価した。更に、めっき層中への地鉄の結晶粒の取り込みについて調べた。
めっき層中への地鉄の結晶粒の取り込みは、以下の方法で行った。合金化処理後のサンプルを、エポキシ系樹脂に埋め込み研磨した後に、SEMを用いて反射電子像の観察を行った。反射電子像は上述したように原子番号によってコントラストが変わるため、めっき層部分と地鉄部分を明確に区別することが出来る。よって、この観察像からめっき層中に地鉄の結晶粒の取り込みのあるものを×、地鉄の結晶粒の取り込みのないものを○として評価した。
【0098】
また、耐食性は以下の方法で行った。合金化処理を実施したサンプルを用いて、SAE−J2334に規定される、乾燥、湿潤、塩水噴霧の工程からなる複合サイクル腐食試験を行った。耐食性の評価は、めっきおよび錆の除去(希薄塩酸浸漬)を行った後に、最大侵食深さをポイントマイクロメータで測定した。
【0099】
なお、外観性およびめっき密着性の評価は実施例1と同様な方法で行った。
【0100】
以上により得られた結果を製造条件と併せて表5に示す。
【0101】
【表5】
【0102】
表5から明らかなように、本発明法で製造された合金化溶融亜鉛めっき鋼板(発明例)は、Si、MnおよびCrの含有する高強度鋼であるにもかかわらずめっき密着性に優れ、めっき外観も良好である。更に、表5中に示す判定※4を満足したものでは、めっき層中への地鉄の結晶粒の取り込みがなく耐食性も良好である。一方、本発明法の範囲外で製造された溶融亜鉛めっき鋼板(比較例)は、めっき密着性、めっき外観、耐食性のいずれか一つ以上が劣る。
【産業上の利用可能性】
【0103】
本発明の高強度溶融亜鉛めっき鋼板は、めっき密着性および耐疲労特性に優れ、自動車の車体そのものを軽量化かつ高強度化するための表面処理鋼板として利用することができる。
【技術分野】
【0001】
本発明は、Si、MnおよびCrを含有する高強度鋼板を母材とする、めっき密着性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法に関するものである。
【背景技術】
【0002】
近年、自動車、家電、建材等の分野において素材鋼板に防錆性を付与した表面処理鋼板、中でも防錆性に優れた溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板が使用されている。また、自動車の燃費向上および自動車の衝突安全性向上の観点から、車体材料の高強度化によって薄肉化を図り、車体そのものを軽量化かつ高強度化するために高強度鋼板の自動車への適用が促進されている。
【0003】
一般的に、溶融亜鉛めっき鋼板は、スラブを熱間圧延や冷間圧延した薄鋼板を母材として用い、母材鋼板をCGLの焼鈍炉で再結晶焼鈍し、その後、溶融亜鉛めっきを行い製造される。また、合金化溶融亜鉛めっき鋼板は、溶融亜鉛めっき後、さらに合金化処理を行い製造される。
【0004】
鋼板の強度を高めるためには、SiやMnの添加が有効である。しかし、連続焼鈍の際にSiやMnは、Feの酸化が起こらない(Fe酸化物を還元する)還元性のN2+H2ガス雰囲気でも酸化し、鋼板最表面にSiやMnの酸化物を形成する。SiやMnの酸化物はめっき処理時に溶融亜鉛と下地鋼板との濡れ性を低下させるため、SiやMnが添加された鋼板では不めっきが多発するようになる。また、不めっきに至らなかった場合でも、めっき密着性が悪いという問題がある。
【0005】
Siを多量に含む高強度鋼板を母材とした溶融亜鉛めっき鋼板の製造方法として、特許文献1には、鋼板表面酸化膜を形成させた後に還元焼鈍を行う方法が開示されている。しかしながら、特許文献1では効果が安定して得られない。これに対して、特許文献2〜8では、酸化速度や還元量を規定したり、酸化帯での酸化膜厚を実測し、実測結果から酸化条件や還元条件を制御して効果を安定化させようとした技術が開示されている。
【0006】
また、Si、Mnを含む高強度鋼板を母材とした溶融亜鉛めっき鋼板として、特許文献9では、合金化溶融亜鉛めっき鋼板について、めっき層中および地鉄中に存在するSiを含む酸化物の含有率について規定している。また、特許文献10では、溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板について、特許文献9と同様にめっき層中および地鉄中に存在するSiを含む酸化物の含有率について規定している。また、特許文献11では、めっき層中に酸化物として存在するSi量、Mn量を規定している。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開昭55−122865号公報
【特許文献2】特開平4−202630号公報
【特許文献3】特開平4−202631号公報
【特許文献4】特開平4−202632号公報
【特許文献5】特開平4−202633号公報
【特許文献6】特開平4−254531号公報
【特許文献7】特開平4−254532号公報
【特許文献8】特開平7−34210号公報
【特許文献9】特開2006−233333号公報
【特許文献10】特開2007−211280号公報
【特許文献11】特開2008−184642号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
鋼の高強度化には上述したようにSiやMn等の固溶強化元素の添加が有効であるが、更にCrを添加することで鋼の焼入れ性を向上させ、高強度鋼においても良好な強度と延性のバランスを得ることができる。特に自動車用途に使用される高強度鋼板については、プレス成形が必要になるために強度と延性のバランスの向上に対する要求は大きい。
【0009】
Si含有鋼に更にCrを含有する鋼に、特許文献1〜8に示されている溶融亜鉛めっき鋼板の製造方法を適用した場合、酸化帯での酸化が抑制されることによって、十分なめっき密着性が必ずしも得られないことが分かった。
【0010】
また、Si含有鋼に更にMnを含有する鋼に、特許文献1〜8に示される溶融亜鉛めっき鋼板の製造方法を適用した場合、過剰に内部酸化してしまうことで、合金化処理を行った場合にめっき層中に地鉄の結晶粒が取り込まれ、良好な耐食性が必ずしも得られないことも分かった。
【0011】
また、特許文献9〜11に記載の製造方法では、合金化処理を行わない溶融亜鉛めっき鋼板では良好な耐疲労特性が得られるものの、合金化処理を行った合金化溶融亜鉛めっき鋼板において十分な耐疲労特性が得られない場合があることが分かった。特許文献9および10では、めっきの濡れ性やリン酸塩処理性を改善するものであり、耐疲労特性に関しては考慮されていない。
【0012】
本発明は、かかる事情に鑑みてなされたものであって、Si、MnおよびCrを含む高強度鋼板を母材としためっき密着性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法を提供することを目的とする。さらには、耐食性や耐疲労特性に優れた合金化処理を施した高強度溶融亜鉛めっき鋼板を提供することを目的とする。
【課題を解決するための手段】
【0013】
検討を重ねた結果、Si、MnおよびCrを含む高強度鋼板を母材とした場合、SiとCrの添加量によって酸化処理における到達(出側)温度を制御することで、酸化帯で十分な量の鉄酸化物を形成させることができ、不めっきを伴うことなく、安定した品位でめっき密着性の良好な高Si高強度溶融亜鉛めっき鋼板が得られることが分かった。
【0014】
また、通常、良好なめっき密着性を得るために、酸化処理を行い還元焼鈍工程後には鋼板表層にSiやMnの酸化物を形成する。しかし、その後の溶融亜鉛めっき処理、合金化処理後もめっき層下の鋼板表層にSiやMnの酸化物が残存する場合には酸化物を起点として亀裂が進展するために耐疲労特性に劣ることが分かった。
【0015】
本発明は上記知見に基づくものであり、特徴は以下の通りである。
[1]Si、MnおよびCrを含有する鋼に対して、酸化炉において下式を満足する出側温度Tで酸化処理を行い、次いで、還元焼鈍、溶融亜鉛めっき処理を行い、合金化処理を行わないことを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
A=0.015T−7.6 (T≧507℃)
A=0 (T≦506℃)
B=0.0063T−2.8(T≧445℃)
B=0 (T≦444℃)
[Si]+A×[Cr]≦B
[Si]:鋼中のSi質量%
[Cr]:鋼中のCr質量%
[2]Si、MnおよびCrを含有する鋼に対して、酸化炉において下式を満足する出側温度Tで酸化処理を行い、次いで、還元焼鈍、溶融亜鉛めっき処理を行い、更に460〜600℃の温度で10〜60秒間加熱して合金化処理を行うことを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
A=0.015T−7.6 (T≧507℃)
A=0 (T≦506℃)
B=0.0063T−2.8(T≧445℃)
B=0 (T≦444℃)
[Si]+A×[Cr]≦B
[Si]:鋼中のSi質量%
[Cr]:鋼中のCr質量%
[3]前記[1]において、前記出側温度Tがさらに下式を満足することを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
T≦−80[Mn]−75[Si]+1030
[Si]:鋼中のSi質量%
[Mn]:鋼中のMn質量%
[4]前記[1]〜[3]のいずれかにおいて、前記酸化炉は、個別に雰囲気調整が可能な3つ以上のゾーンから構成されており、前段から酸化炉1、酸化炉2、酸化炉3の順となるとき、該酸化炉1および該酸化炉3の雰囲気は、酸素濃度が1000体積ppm未満で残部がN2、CO、CO2、H2Oおよび不可避的不純物であり、前記酸化炉2の雰囲気は、酸素濃度が1000体積ppm以上で残部がN2、CO、CO2、H2Oおよび不可避的不純物であることを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
[5]前記[4]において、前記酸化炉2の出側温度T2が(前記出側温度T−50)℃以上であることを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
[6]前記[4]または[5]において、前記酸化炉1の出側温度T1が(前記出側温度T−350)℃以上(前記出側温度T−250)℃未満であることを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
[7]前記[1]〜[6]のいずれかにおいて、前記鋼の化学成分がC:0.01〜0.20質量%、Si:0.5〜2.0質量%、Mn:1.0〜3.0質量%、Cr:0.01〜0.4%を含有し、残部がFeおよび不可避的不純物からなることを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
[8]前記[1]、[4]、[5]、[6]、[7]のいずれかに記載の製造方法によって製造され、合金化処理を行わない高強度溶融亜鉛めっき鋼板であって、めっき層下の鋼板表層から5μmの鋼板内に、Siおよび/またはMnの酸化物が、Si量換算で0.05g/m2以上、かつ、Mn量換算で0.05g/m2以上含まれていることを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板。
[9]前記[2]〜[7]のいずれかに記載の製造方法によって製造され、合金化処理を行った高強度溶融亜鉛めっき鋼板であって、めっき層中に、Siおよび/またはMnの酸化物が、Si量換算で0.05g/m2以上、かつ、Mn量換算で0.05g/m2以上含まれ、さらに、めっき層下の鋼板表層から5μmの鋼板内にSiおよび/またはMnの酸化物が、Si量換算で0.01g/m2以下、かつ、Mn量換算で0.01g/m2以下であることを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板。
【0016】
なお、本発明において、高強度とは、引張強度TSが440MPa以上である。また、本発明の高強度溶融亜鉛めっき鋼板は、冷延鋼板、熱延鋼板のいずれも含むものである。また、本発明においては、合金化処理を施す、施さないにかかわらず、めっき処理方法によって鋼板上に亜鉛をめっきした鋼板を総称して溶融亜鉛めっき鋼板と呼称する。すなわち、本発明における溶融亜鉛めっき鋼板とは、特に断りのない限り、合金化処理を施していない溶融亜鉛めっき鋼板、合金化処理を施した合金化溶融亜鉛めっき鋼板いずれも含むものである。
【発明の効果】
【0017】
本発明によれば、Si、MnおよびCrを含む高強度鋼板を母材としためっき密着性に優れた高強度溶融亜鉛めっき鋼板を得ることができる。また、合金化処理を行った高強度溶融亜鉛めっき鋼板にあっては、耐食性や耐疲労特性にも優れることになる。
【図面の簡単な説明】
【0018】
【図1】Si添加量、Cr添加量およびめっき密着性との関係を示す図である。
【図2】Mn添加量、酸化炉出側温度および地鉄の取り込みとの関係を示す図である。
【発明を実施するための形態】
【0019】
以下、本発明について具体的に説明する。
【0020】
先ず、焼鈍工程前の酸化処理について説明する。鋼板を高強度化するためには、上述したように鋼にSi、Mnなどを添加することが有効である。しかし、これらの元素を添加した鋼板は、溶融亜鉛めっき処理を施す前に実施する焼鈍過程において、鋼板表面に、Si、Mnの酸化物が生成され、Si、Mnの酸化物が鋼板表面に存在するとめっき性を確保することが困難になる。
【0021】
検討したところ、溶融亜鉛めっき処理を施す前の焼鈍条件を変化させ、SiおよびMnを鋼板内部で酸化させ、鋼板表面での濃化を防ぐことで、めっき性が向上し、更にはめっきと鋼板の反応性を高めることができ、めっき密着性を改善させることが出来ることがわかった。
【0022】
そして、SiおよびMnを鋼板内部で酸化させ、鋼板表面での濃化を防ぐためには、焼鈍工程前に酸化炉において酸化処理を行い、その後、還元焼鈍、溶融めっき、必要に応じて合金化処理を行うことが有効であり、さらに、酸化処理で一定量以上の鉄酸化物量を得ることが必要であることがわかった。しかしながら、Siに加えてCrを含有する鋼では、上記酸化処理において、含有するSiやCrによって酸化が抑制されるため、必要な酸化量を得ることが困難になる。特にSiとCrが複合的に含有する鋼では酸化抑制効果が相乗的にあらわれて必要な酸化量を得ることがより困難になる。そこで、SiおよびCrの添加量によって酸化炉での到達(出側)温度を規定し、必要な酸化量を得るための適切な酸化処理を行うことを考えた。
【0023】
Si添加量およびCr添加量を変化させた鋼を用いて、酸化炉での各酸化温度における、良好なめっき密着性が得られる領域を調査した。酸化温度700℃での結果を図1に示す。図1において、めっき密着性が良好なものは○、良好なめっき密着性が得られなかったものは×で示す。なお、判断基準は後述する実施例と同様である。図1に示すように、Si添加量およびCr添加量が多い鋼で良好なめっき密着性が得られ難いことが分かる。更に、他の酸化温度における良好なめっき密着性が得られる領域も同様にして求め、その領域を下記式(1)の形で求めた。
[Si]+A×[Cr]≦B 式(1)
但し、[Si]:鋼中のSi質量%、[Cr]:鋼中のCr質量%である。
ここで、係数Aおよび係数Bは酸化温度によって変化するため、更に係数Aおよび係数Bについて酸化温度との関係を求めたところ、下記式(2)〜式(5)式が得られた。
A=0.015T−7.6 (T≧507℃)式(2)
A=0 (T≦506℃)式(3)
B=0.0063T−2.8(T≧445℃)式(4)
B=0 (T≦444℃)式(5)
以上から、焼鈍工程前に上記式(1)〜(5)を満足する温度まで酸化炉で昇温させる、すなわち酸化炉出側温度をTとすることで、Si、MnおよびCrを含む高強度鋼板で良好なめっき密着性を得ることができることになる。
【0024】
ここで、式(1)中の係数Aは図1で示す良好なめっき性密着性得られる境界線の傾きを示しており、酸化炉出側温度Tが高い、つまりSi添加量が高く酸化し難い鋼板の場合に、Cr添加によるめっき密着性の劣化が顕著であることを示している。これは前述したようにSiとCrが複合的に含有する鋼では酸化抑制効果が相乗的にあらわれて必要な酸化量を得ることが困難になることに起因する。また、係数Bは図1で示す良好なめっき性密着性が得られる境界線の切片の値を示しており、Cr添加のない鋼板での酸化温度TにおけるSiの限界添加量を示している。
【0025】
以上により、酸化温度Tを高くし、十分な酸化量を得ることで良好なめっき密着性を得ることが出来る。しかし、過度に酸化させると、次の還元焼鈍工程において還元性雰囲気炉でFe酸化物が剥離し、ピックアップの原因となるので、上記酸化処理を行う際の温度Tは850℃以下であることが好ましい。
【0026】
酸化炉で形成した鉄酸化物がその後の還元焼鈍で還元される。鋼に含有されるSiやMnは鋼板内部で酸化し、鋼板表面に濃化し難くなる。よって、鋼にSiやMnが多量に含有される場合には、還元焼鈍工程で形成される内部酸化物も多くなる。しかし、この内部酸化物が過剰に形成した場合、溶融亜鉛めっき処理を施し、その後合金化処理を行うと、結晶粒界に形成された内部酸化物を起点にして、地鉄の結晶粒がめっき層中に取り込まれる現象が起こることが分かった。更には、めっき層中に地鉄の結晶粒が取り込まれた場合に、耐食性が低下することが分かった。これは、めっき層に地鉄が取り込まれることによって、主体成分である亜鉛の相対的な割合が低下し、犠牲防食作用が十分に得られないことによると考えられる。そのため、めっき層中に地鉄の結晶粒が取り込まれない条件で酸化炉での酸化処理を行う必要がある。そこで、Si添加量およびMn添加量を変化させた鋼を用いて、めっき層中に地鉄の結晶粒が取り込まれない酸化炉の出側温度について調査を行った。図2は、Siを1.5%含有する鋼を用いた時に地鉄の結晶粒の取り込み有無を、Mn添加量と酸化炉出側温度で整理したものである。図2において、地鉄の取り込みがないものは○、地鉄の取込みがあるものは×で示す。なお、判断基準は後述する実施例と同様である。図2より、Mn添加量の多い鋼で地鉄が取り込まれやすいことが分かる。更に、Mn添加量を一定とし、Si添加量を変化させた鋼においても、上記と同様の調査をしたところ、Si添加量の多い鋼で地鉄が取り込まれやすいことが分かった。以上の結果、地鉄が取り込まれない領域と地鉄が取り込まれる領域の境は、(酸化炉出側温度)=X×[Mn]+Yの関係式で整理すると、X=−80であることが分かった。ここで、[Mn]は鋼中のMn質量%である。また、YはSi添加量によって変化する値であるが、YとSi添加量の関係を調べると、Y=−75×[Si]+1030であることも分かった。これらの結果から、地鉄がめっき層中に取り込まれない酸化炉出側温度は下式で表せることが分かった。
T≦−80[Mn]−75[Si]+1030 式(6)
ここで、Tは酸化炉出側温度、[Mn]は鋼中のMn質量%、[Si]は鋼中のSi質量%である。
【0027】
以上から、式(6)を満足する温度まで酸化炉で昇温させる、すなわち酸化炉出側温度をTとすることで、めっき層中に地鉄の結晶粒が取り込まれることなく、良好な耐食性が得られることになる。
【0028】
なお、腐食試験方法については特に制限は無く、古くから用いられている暴露試験や、塩水噴霧試験、及び、塩水噴霧と乾湿繰り返しや温度変化を加えた複合サイクル試験などを用いることができる。複合サイクル試験は種々の条件があるが、例えば、JASO M−609−91で規定された試験法や、米国自動車技術会で定めたSAE−J2334に規定された腐食試験法を用いることが出来る。
【0029】
以上により、酸化温度Tを制御することで、良好なめっき密着性を得られ、かつ良好な耐食性も得られることが出来る。
【0030】
次に酸化炉の雰囲気とめっき密着性の関係について述べる。
【0031】
酸化処理を行った後に、還元焼鈍を行った場合、酸化処理によって形成された鉄酸化物が還元焼鈍工程にて還元され、還元鉄として素地鋼板を被覆する。このときに形成される還元鉄は、Siなどのめっき密着性を阻害する元素の含有率が低いために、良好なめっき密着性を得るために非常に有効である。この還元焼鈍後に形成される還元鉄の被覆率が高く、好ましくは40%以上で素地鋼板表面に存在する場合に、良好なめっき密着性を得ることができる。なお、還元鉄の被覆率は、溶融めっきを施す前の鋼板について走査型電子顕微鏡(SEM)を用いて、反射電子像を観察することで測定することが可能である。反射電子像は、原子番号の大きい元素ほど白いコントラストで観察できる特徴があるので、還元鉄に覆われている部分は白いコントラストで観察される。また、還元鉄で覆われていない部分については、Siなどが表面に酸化物として形成するために、黒いコントラストとして観察される。よって、白いコントラスト部分の面積率を画像処理によって求めることで、還元鉄の被覆率を求めることが可能である。
【0032】
検討したところ、還元鉄の被覆率を高くするためには、酸化処理時に形成される素地鋼板表面の酸化物の種類を制御することが重要であることがわかった。形成される鉄の酸化物としては、主にウスタイト(FeO)である。更に、Siを0.1%以上含有する高強度溶融亜鉛めっき鋼板の場合では、Siを含んだ酸化物が同時に形成される。このSiを含んだ酸化物は主にSiO2および/または(Fe、Mn)2SiO4であり、主に鉄酸化物と素地鋼板の界面に形成される。メカニズムは明確になっていないが、酸化処理後に(Fe、Mn)2SiO4が生成された場合に、還元鉄の被覆率が高い状態で形成されることが分かった。SiO2のみ生成している場合には、還元鉄の被覆率は低くなり、十分なめっき密着性を得るための被覆率を得ることができなくなってしまう。また、(Fe、Mn)2SiO4さえ生成していれば、同時にSiO2が存在していても還元鉄の被覆率は高くなり、十分な被覆率を得ることが可能であるもわかった。なお、これらの酸化物の存在状態を判断する方法は特に限定しないが、赤外分光法(IR)が有効である。SiO2の特徴である1245cm−1付近、および(Fe、Mn)2SiO4の特徴である980cm−1付近に現れる吸収ピークを確認することで酸化物の存在状態を判断することができる。
【0033】
以上から、還元焼鈍後に還元鉄が高い被覆率で形成させるためには、酸化処理後に(Fe、Mn)2SiO4を形成させることが重要である。そこで、次に、酸化処理後に(Fe、Mn)2SiO4を形成させるための方法を調査した。その結果、酸化処理工程の最終段階において低酸素濃度雰囲気で加熱することが有効であることが明らかになった。また、その時の酸素濃度は1000体積ppm(以下、ppmと称する)未満が望ましく、酸素濃度が1000ppm超では、(Fe、Mn)2SiO4の生成が起こらずに、結果として還元鉄の被覆率が低下してしまうことになる。また、最終段階において低酸素濃度雰囲気で加熱するまでは鉄の酸化反応を促進させるために高酸素濃度雰囲気で加熱することが望ましい。具体的には酸素濃度が1000ppm以上で加熱することで鉄の酸化反応が促進され、十分な鉄の酸化量を得ることができる。また、1000ppm未満では安定して酸化処理を行うことが難しく、十分な鉄の酸化量を得ることが難しい。
【0034】
さらに、酸化処理の前段を低酸素雰囲気にすることで、酸化鉄の層を均一に形成させることが出来る。酸化の初期段階において低酸素雰囲気で比較的遅い速度で酸化させることで、鋼板表面に酸化鉄の核となる薄い酸化鉄層を緻密に均一に形成させ、次に高酸素雰囲気で比較的速い速度で酸化処理が行われても酸化鉄が均一に形成することができると考えられる。
【0035】
なお、酸化炉の雰囲気は上述のように酸素濃度を制御することが好ましいが、雰囲気にN2、CO、CO2、H2Oおよび不可避的不純物などが含まれていても、酸素濃度が規定される範囲にあれば、十分な効果を得ることができる。
【0036】
以上をまとめると、酸化炉は、個別に雰囲気調整が可能な3つ以上のゾーンから構成されており、前段から酸化炉1、酸化炉2、酸化炉3の順となるとき、酸化炉1および酸化炉3の雰囲気は酸素濃度が1000ppm未満で残部がN2、CO、CO2、H2Oおよび不可避的不純物であり、前記酸化炉2の雰囲気は、酸素濃度が1000ppm以上で残部がN2、CO、CO2、H2Oおよび不可避的不純物であることが好ましい。
【0037】
次に、それぞれの酸化炉の出側温度について説明する。
【0038】
酸化処理工程の最終段階である酸化炉3は上述したように式(1)〜(5)を満足する温度、すなわち、出側温度Tである必要がある。
【0039】
酸化炉2は高酸素濃度で実質的に鉄の酸化反応が最も起こる領域なので、酸化炉2においては広い温度領域で鉄の酸化を行うことが重要である。具体的には、酸化炉2の出側温度T2は(出側温度T−50)℃以上であることが好ましい。同じ理由で、酸化炉2の入り側温度、つまり酸化炉1の出側温度T1は(出側温度T−250)℃未満であることが好ましい。上記条件を満足できない場合には酸化炉2において必要な鉄の酸化量を確保することが困難になる場合がある。
【0040】
また、酸化炉1の出側温度T1は(出側温度T−350)℃以上であることが好ましい。(出側温度T−350)℃未満では薄い酸化鉄を均一に形成させる効果を十分に得ることが難しい。
【0041】
酸化処理に用いる加熱炉は上記した雰囲気制御を可能にするために、個別に雰囲気調整が可能な3つ以上のゾーンから構成されている必要がある。3つのゾーンから構成される場合は、各ゾーンを上記の通りに雰囲気制御を行えばよく、4つ以上のゾーンから構成される場合は、連続する任意のゾーンを同様の雰囲気に制御することで1つの酸化炉とみなすことが出来る。また、加熱炉の種類は特に限定するものではないが、直火バーナーを備えた直火式の加熱炉を使用することが好適である。直火バーナとは、製鉄所の副生ガスであるコークス炉ガス(COG)等の燃料と空気を混ぜて燃焼させたバーナ火炎を直接鋼板表面に当てて鋼板を加熱するものである。直火バーナは、輻射方式の加熱よりも鋼板の昇温速度が速いため、加熱炉の炉長を短くしたり、ラインスピードを速く出来る利点がある。さらに、直火バーナは空気比を0.95以上とし、燃料に対する空気の割合を多くすると、未燃の酸素が火炎中に残存し、その酸素で鋼板の酸化を促進することが可能となる。そのため、空気比を調整すれば、雰囲気の酸素濃度を制御することが可能である。また、直火バーナの燃料は、COG、液化天然ガス(LNG)等を使用できる。
【0042】
鋼板に上記のような酸化処理を施した後、還元焼鈍する。還元焼鈍の条件については限定するものではないが、焼鈍炉に導入する雰囲気ガスは、一般的な1〜20体積%のH2を含み、残部がN2および不可避的不純物からなることが好ましい。雰囲気ガスのH2%が1体積%未満では鋼板表面の鉄酸化物を還元するのにH2が不足し、20体積%を超えてもFe酸化物の還元は飽和するため、過分のH2が無駄になる。また、露点が−25℃超になると炉内のH2Oの酸素による酸化が著しくなりSiの内部酸化が過度に起こるため、露点は−25℃以下が好ましい。これにより、焼鈍炉内は、Feの還元性雰囲気となり、酸化処理で生成した鉄酸化物の還元が起こる。このとき、還元によりFeと分離された酸素が、一部鋼板内部に拡散し、SiおよびMnと反応することにより、SiおよびMnの内部酸化が起こる。SiおよびMnが鋼板内部で酸化し、溶融めっきと接触する鋼板最表面のSi酸化物およびMn酸化物が減少するため、めっき密着性は良好となる。
【0043】
還元焼鈍は、材質調整の観点から、鋼板温度が700℃から900℃の範囲内で行われるのが好ましい。均熱時間は10秒から300秒が好ましい。
【0044】
還元焼鈍後、440〜550℃の温度域の温度に冷却した後、溶融亜鉛めっき処理を施す。例えば、溶融亜鉛めっき処理は、めっき層の合金化処理を行わない場合は0.12〜0.22質量%の溶解Al量のめっき浴を、溶融亜鉛めっき後合金化処理を行う場合は0.08〜0.18質量%の溶解Al量のめっき浴を、それぞれ用いて、板温440〜550℃で鋼板をめっき浴中に浸入させて行い、ガスワイピングなどで付着量を調整する。溶融亜鉛めっき浴温度は通常の440〜500℃の範囲であればよく、さらに合金化処理を施す場合には鋼板を460〜600℃で10〜60秒間加熱して処理することが望ましい。600℃超になるとめっき密着性が劣化し、460℃未満では合金化が進行しない。
【0045】
合金化処理する場合、合金化度(皮膜中Fe%)は7〜15質量%になるようにする。7質量%未満は合金化ムラが生じ外観性が劣化したり、いわゆるζ相が生成して摺動性が劣化する。15質量%超えは硬質で脆いΓ相が多量に形成しめっき密着性が劣化する。
【0046】
以上により、本発明の高強度溶融亜鉛めっき鋼板が製造される。
【0047】
以下、上記製造方法によって製造される高強度溶融亜鉛めっき鋼板について説明する。なお、以下の説明において、鋼成分組成の各元素の添加量、めっき層成分組成の各元素の添加量の単位はいずれも「質量%」であり、特に断らない限り単に「%」で示す。
【0048】
先ず好適な鋼成分組成について説明する。
C:0.01〜0.20%
Cは、鋼組織を、マルテンサイトなどを形成させることで加工性を向上しやすくする。そのためには0.01%以上が望ましい。一方、0.20%を超えると溶接性が劣化する。したがって、C量は0.01〜0.20%とする。
【0049】
Si:0.5〜2.0%
Siは鋼を強化して良好な材質を得るのに有効な元素である。Siが0.5%未満では高強度を得るために高価な合金元素が必要になり、経済的に好ましくない。一方、2.0%を超えると上述した式(1)〜(5)を満足する酸化炉出側温度が高温になるために操業上の問題が起きる場合がある。したがって、Si量は0.5〜2.0%とする。
【0050】
Mn:1.0〜3.0%
Mnは鋼の高強度化に有効な元素である。機械特性や強度を確保するためは1.0%以上含有させることが好ましい。3.0%を超えると溶接性や強度延性バランスの確保が困難になる場合がある。また、過剰な内部酸化が形成される。したがって、Mn量は1.0〜3.0%とする。
【0051】
Cr:0.01〜0.4%
Crは0.01%未満では焼き入れ性が得られにくく強度と延性のバランスが劣化する場合がある。一方、0.4%を超えるとSiと同様に上述した式(1)〜(5)を満足する酸化炉出側温度が高温になるために操業上の問題が起きる場合がある。したがって、Cr量は0.01〜0.4%とする。
【0052】
なお、強度延性バランスを制御するため、Al:0.01〜0.1%、B:0.001〜0.005%、Nb:0.005〜0.05%、Ti:0.005〜0.05%、Mo:0.05〜1.0%、Cu:0.05〜1.0%、Ni:0.05〜1.0%のうちから選ばれる元素の1種以上を必要に応じて添加してもよい。
【0053】
これらの元素を添加する場合における適正添加量の限定理由は以下の通りである。
【0054】
Alは熱力学的に最も酸化しやすいため、Si、Mnに先だって酸化し、Si、Mnの酸化を促進する効果がある。この効果は0.01%以上で得られる。一方、0.1%を超えるとコストアップになる。
【0055】
Bは0.001%未満では焼き入れ効果が得られにくく、0.005%超えではめっき密着性が劣化する。
【0056】
Nbは0.005%未満では強度調整の効果やMoとの複合添加時におけるめっき密着性改善効果が得られにくく、0.05%超えではコストアップを招く。
【0057】
Tiは0.005%未満では強度調整の効果が得られにくく、0.05%超えではめっき密着性の劣化を招く。
【0058】
Moは0.05%未満では強度調整の効果やNb、またはNiやCuとの複合添加時におけるめっき密着性改善効果が得られにくく、1.0%超えではコストアップを招く。
【0059】
Cuは0.05%未満では残留γ相形成促進効果やNiやMoとの複合添加時におけるめっき密着性改善効果が得られにくく、1.0%超えではコストアップを招く。
【0060】
Niは0.05%未満では残留γ相形成促進効果やCuとMoとの複合添加時におけるめっき密着性改善効果が得られにくく、1.0%超えではコストアップを招く。
【0061】
上記以外の残部はFeおよび不可避的不純物である。
【0062】
次に、酸化処理に引き続いて、還元焼鈍、溶融亜鉛めっき、必要に応じて合金化処理を行った後に形成されるSiおよびMnの内部酸化物について説明する。
【0063】
通常、溶融亜鉛めっき鋼板は、素材鋼板を連続焼鈍設備で還元雰囲気中で焼鈍した後、亜鉛めっき浴に浸漬して亜鉛めっきを施し、亜鉛めっき浴から引き上げてガスワイピングノズルでめっき付着量を調整して製造される。また、更に、合金化加熱炉でめっき層の合金化処理を施して製造される。そして、溶融亜鉛めっき鋼板を高強度化するためには、上述したように鋼にSi、Mnなどを添加することが有効であるが、焼鈍過程において、鋼板表面に、添加したSi、Mnの酸化物として生成し、良好なめっき密着性を確保することが困難になる。これに対し、本発明では、SiおよびCr添加量に応じた酸化条件で還元焼鈍前に酸化処理を行うことで、SiおよびMnを鋼板内部で酸化させ、鋼板表面での濃化を防ぐ。その結果、めっき性が向上し、更にはめっきと鋼板の反応性を高めることができ、めっき密着性を改善させることが出来る。合金化処理を行わない溶融亜鉛めっき鋼板では、還元焼鈍時に形成したSiまたは/およびMnの酸化物から成る内部酸化物はめっき層下の鋼板表層に留まるが、合金化処理を施した溶融亜鉛めっき鋼板においては、めっき層と鋼板の界面からFe−Znの合金化反応が進行するために、内部酸化物は、めっき層中に分散する。よって、合金化処理を行わない溶融亜鉛めっき鋼板ではめっき層下の鋼板表層の内部酸化物量が、合金化処理を施した溶融亜鉛めっき鋼板ではめっき層中に含まれる内部酸化物量がめっき密着性に関係してくると考えられる。
【0064】
本発明者らは、めっき層下の鋼板表層に存在する酸化物およびめっき層中に存在する酸化物に着目して、それぞれに含まれる酸化物のSi、Mn量と、めっき密着性の関係について調査した。その結果、合金化処理を行わない溶融亜鉛めっき鋼板ではめっき層下の鋼板表層から5μmの鋼板内に、合金化処理を施した溶融亜鉛めっき鋼板ではめっき層中に、含まれる酸化物のSi量およびMn量がそれぞれ0.05g/m2以上になるとめっき密着性に優れることを見出した。酸化物のSiやMn量がそれぞれ0.05g/m2未満の場合には、溶融亜鉛めっき処理を施す前の鋼板表面状態は、SiやMnの内部酸化がおこらずに鋼板表面に酸化物として濃化しており、良好なめっき密着性が得られないと考えられる。また、SiまたはMnのいずれか一方だけが、本発明の要件を満たしている場合でも、その一方の元素だけが内部酸化して、もう一方の元素は表面に濃化し、めっき性およびめっき密着性に悪影響を及すと考えられる。そのために、SiおよびMnの両方が内部酸化している必要がある。そのため、上記領域に含まれる酸化物のSi量およびMn量の両方がそれぞれ0.05g/m2以上存在することが、本発明の特徴であり、重要要件である。上記領域に含まれる酸化物のSi量、およびMn量の上限については特に限定しないが、それぞれ1.0g/m2以上では、酸化物を起点に地鉄の結晶粒が取り込まれる恐れがあるので、1.0g/m2以下が好ましい。
【0065】
更に、合金化処理を施した溶融亜鉛めっき鋼板においては、耐疲労特性がめっき層下の鋼板表層に存在するSiおよびMnの酸化物量と密接な関係にあることを見出した。めっき層下の鋼板表層から5μmの鋼板内に含まれる酸化物のSi量およびMn量が、それぞれ0.01g/m2以下の場合に、耐疲労特性が向上することがわかった。合金化処理を施した溶融亜鉛めっき鋼板のめっき層下の鋼板表層の酸化物量を制御することで耐疲労特性が向上するメカニズムは明らかではないが、該領域に存在する酸化物は疲労によって発生するクラックの起点になっていると考えられる。そして、このようなクラックの起点になっている酸化物が存在すると、合金化処理を施した溶融亜鉛めっき鋼板はめっき層が硬く脆いために引張り応力が加わるとクラックが発生しやすくなると考えられる。このクラックはめっき表層からめっき層と鋼板の界面まで進展するが、この時にめっき層下の鋼板表層に酸化物が存在している場合には、酸化物が起点となり更にクラックが進展すると考えられる。一方で、鋼板表層に存在する酸化物が0.01g/m2以下を満たしていれば、めっき層に発生したクラックは鋼板の内部まで進展せずに耐疲労特性が向上すると考えられる。
【0066】
上記のような酸化物の存在状態を実現するための製造方法は特に限定はしないが、合金化処理での鋼板温度と処理時間を制御することで可能である。合金化温度が低かったり、処理時間が短い場合には、めっき層と鋼板の界面からFe−Znの合金化反応の進行が不十分なために鋼板表層に残留する酸化物が多くなってしまう。そのため、十分なFe−Znの合金化反応を得るための合金化温度および/または処理時間を確保することが必要である。望ましくは上述したように、460〜600℃で10〜60秒間加熱して処理すると良い。
【0067】
また、合金化処理を行わない溶融亜鉛めっき鋼板では、めっき層下の鋼板表層から5μmの鋼板内に含まれる酸化物のSi量およびMn量が、それぞれ0.01g/m2以上の場合において、良好な耐疲労特性が得られる。溶融亜鉛めっき鋼板ではめっき層は合金化しておらず、ほぼ亜鉛から成るために、合金化溶融亜鉛めっき鋼板のめっき層に比べ延性に富んでいる。そのために、引張り応力が加わった際にもクラックが発生しないために、めっき層下の鋼板表層に存在する酸化物の影響が表れないと考えられる。
【実施例1】
【0068】
表1に示す化学成分の鋼を溶製して得た鋳片を熱圧、酸洗後、冷間圧延によって板厚1.2mmの冷延鋼板とした。
【0069】
【表1】
【0070】
その後、DFF型酸化炉を有するCGLで酸化炉出側温度を適宜変更して上記冷延鋼板を加熱した。直火バーナは燃料にCOGを使用し、空気比を調整することで雰囲気の酸素濃度を10000ppmとした。ここでは、酸化炉全体の酸素濃度を調整した。DFF出側鋼板温度は放射温度計で測定した。その後、還元帯で850℃で20s還元焼鈍し、Al添加量を0.19%に調整した460℃の亜鉛めっき浴で溶融めっきを施した後に目付け量を約50g/m2にガスワイピングで調整した。
【0071】
以上により得られた溶融亜鉛めっき鋼板について、めっき付着量、めっき層下の鋼板表層から5μmに含まれる酸化物中のSiおよびMnの定量を行うとともに、外観性およびめっき密着性について評価した。更に、引張特性、耐疲労特性について調査した。
【0072】
以下に、測定方法および評価方法を示す。
【0073】
得られためっき層をインヒビターを含んだ塩酸によって溶解させた後に、非水溶液中で鋼板表面から5μmを定電流電解によって溶解した。得られた酸化物の残渣を50nmの径を有するニュークリポアフィルターでろ過した後に、フィルターに捕捉された酸化物をアルカリ融解後にICP分析し、SiおよびMnの定量を行った。
【0074】
外観性は、不めっきなどの外観不良が無い場合は外観良好(記号○)、ある場合は外観不良(記号×)と判定した。
【0075】
合金化処理を行わない溶融亜鉛めっき鋼板では、めっき密着性の評価にはボールインパクト試験を行い、加工部をテープ剥離し、めっき層の剥離有無を目視判定した。
○:めっき層の剥離無し
×:めっき層が剥離
引張特性は、圧延方向を引張方向としてJIS5号試験片を用いてJISZ2241に準拠した方法で行なった。
【0076】
耐疲労試験は、応力比R0.05の条件で行ない、繰り返し数107で疲労限(FL)を求め、耐久比(FL/TS)を求め、0.60以上の値が良好な耐疲労特性と判断した。なお、応力比Rとは、(最少繰り返し応力)/(最大繰り返し応力)で定義されている値である。
以上により得られた結果を製造条件と併せて表2に示す。
【0077】
【表2】
【0078】
表2より、本発明法で製造された溶融亜鉛めっき鋼板(発明例)は、Si、MnおよびCrの含有する高強度鋼であるにもかかわらず、めっき密着性に優れ、めっき外観も良好であり、耐疲労特性も良好である。一方、本発明法の範囲外で製造された溶融亜鉛めっき鋼板(比較例)は、めっき密着性、めっき外観のいずれか一つ以上が劣る。
【実施例2】
【0079】
表1に示す化学成分の鋼を溶製して得た鋳片を熱圧、酸洗後、冷間圧延によって板厚1.2mmの冷延鋼板とした。
【0080】
その後、実施例1と同様な方法で酸化処理および還元焼鈍を実施した。さらに、Al添加量を0.13%に調整した460℃の亜鉛めっき浴で溶融めっきを施した後に目付け量を約50g/m2にガスワイピングで調整し、表3に示す所定温度で20〜30秒の合金化処理を施した。
【0081】
以上により得られた溶融亜鉛めっき鋼板について、めっき付着量およびめっき層中のFe含有量を求めた。更にめっき層中およびめっき層下の鋼板表層から5μmの鋼板内に含まれる酸化物のSiおよびMnの定量を行うとともに、外観性およびめっき密着性について評価した。さらに、引張特性、耐疲労特性について調査した。
【0082】
以下に、測定方法および評価方法を示す。
【0083】
得られためっき層をインヒビターを含んだ塩酸によって溶解させ、溶解前後の質量差からめっき付着量を求め、さらに塩酸に含まれるFe量からめっき層中のFe含有率を求めた。
【0084】
SiおよびMnの定量は、非水溶液中で亜鉛めっき層を定電位電解によって溶解させ、更にその後、非水溶液中で鋼板表面から5μmを定電流電解によって溶解した。それぞれの溶解工程で得られた酸化物の残渣を50nmの径を有するニュークリポアフィルターでろ過した後に、フィルターに捕捉された酸化物をアルカリ融解後にICP分析によって、めっき層中、およびめっき層下の鋼板表層から5μmの鋼板内に含まれる酸化物中のSiおよびMnの定量を行った。
【0085】
外観性は、合金化処理後の外観を目視観察し、合金化ムラ、不めっきがないものを○、合金化ムラ、不めっきがあるものは×とした。
【0086】
合金化処理を行った溶融亜鉛めっき鋼板では、めっき密着性の評価には、めっき鋼板にセロテープ(登録商標)を貼りテープ面を90°曲げ曲げ戻しをしたときの単位長さ当たりの剥離量を蛍光X線によりZnカウント数を測定し、下記の基準に照らしてランク1のものを良好(◎)、2、3のものを良好(○)、4以上のものを不良(×)と評価した。
蛍光X線カウント数 ランク
0−500未満 :1(良)
500−1000未満 :2
1000−2000未満:3
2000−3000未満:4
3000以上 :5(劣)
引張り特性および耐疲労特性は実施例1と同様な方法で評価した。
【0087】
以上により得られた結果を製造条件と併せて表3に示す。
【0088】
【表3】
【0089】
表3から明らかなように、本発明法で製造された合金化溶融亜鉛めっき鋼板(発明例)は、Si、MnおよびCrの含有する高強度鋼であるにもかかわらずめっき密着性に優れ、めっき外観も良好であり、耐疲労特性も良好である。一方、本発明法の範囲外で製造された溶融亜鉛めっき鋼板(比較例)は、めっき密着性、めっき外観、耐疲労特性のいずれか一つ以上が劣る。
【実施例3】
【0090】
表1に示す化学成分の鋼を溶製して得た鋳片を熱圧、酸洗後、冷間圧延によって板厚1.2mmの冷延鋼板とした。
【0091】
その後、実施例2と同様な方法で酸化処理、還元焼鈍、めっき、合金化処理を実施した。但し、ここでは、酸化炉内を3つの領域に分割して、それぞれの燃焼率、空気比を種々変更することで出側温度および雰囲気の酸素濃度を調整した。
【0092】
以上により得られた溶融亜鉛めっき鋼板について、めっき付着量およびめっき層中のFe含有量を求めた。更にめっき層中およびめっき層下の鋼板表層から5μmの鋼板内に含まれる酸化物のSiおよびMnの定量を行うとともに、外観性およびめっき密着性について評価した。なお、めっき付着量およびめっき層中のFe含有量の測定、SiおよびMnの定量、外観性およびめっき密着性の評価は実施例1と同様な方法で行った。
【0093】
以上により得られた結果を製造条件と併せて表4に示す。
【0094】
【表4】
【0095】
表4から明らかなように、本発明法で製造された合金化溶融亜鉛めっき鋼板(発明例)は、Si、MnおよびCrの含有する高強度鋼であるにもかかわらずめっき密着性に優れ、めっき外観も良好であり、耐疲労特性も良好である。更に、酸化炉1〜3の出側温度、酸素濃度が本発明の範囲にあるものはめっき密着性が特に良好である。一方、本発明法の範囲外で製造された溶融亜鉛めっき鋼板(比較例)は、めっき密着性、めっき外観、耐疲労特性のいずれか一つ以上が劣る。
【実施例4】
【0096】
表1に示す化学成分の鋼を溶製して得た鋳片を熱圧、酸洗後、冷間圧延によって板厚1.2mmの冷延鋼板とした。
【0097】
その後、実施例2と同様な方法で酸化処理、還元焼鈍、めっき、合金化処理を実施した。以上により得られた溶融亜鉛めっき鋼板について、外観性、めっき密着性および耐食性について評価した。更に、めっき層中への地鉄の結晶粒の取り込みについて調べた。
めっき層中への地鉄の結晶粒の取り込みは、以下の方法で行った。合金化処理後のサンプルを、エポキシ系樹脂に埋め込み研磨した後に、SEMを用いて反射電子像の観察を行った。反射電子像は上述したように原子番号によってコントラストが変わるため、めっき層部分と地鉄部分を明確に区別することが出来る。よって、この観察像からめっき層中に地鉄の結晶粒の取り込みのあるものを×、地鉄の結晶粒の取り込みのないものを○として評価した。
【0098】
また、耐食性は以下の方法で行った。合金化処理を実施したサンプルを用いて、SAE−J2334に規定される、乾燥、湿潤、塩水噴霧の工程からなる複合サイクル腐食試験を行った。耐食性の評価は、めっきおよび錆の除去(希薄塩酸浸漬)を行った後に、最大侵食深さをポイントマイクロメータで測定した。
【0099】
なお、外観性およびめっき密着性の評価は実施例1と同様な方法で行った。
【0100】
以上により得られた結果を製造条件と併せて表5に示す。
【0101】
【表5】
【0102】
表5から明らかなように、本発明法で製造された合金化溶融亜鉛めっき鋼板(発明例)は、Si、MnおよびCrの含有する高強度鋼であるにもかかわらずめっき密着性に優れ、めっき外観も良好である。更に、表5中に示す判定※4を満足したものでは、めっき層中への地鉄の結晶粒の取り込みがなく耐食性も良好である。一方、本発明法の範囲外で製造された溶融亜鉛めっき鋼板(比較例)は、めっき密着性、めっき外観、耐食性のいずれか一つ以上が劣る。
【産業上の利用可能性】
【0103】
本発明の高強度溶融亜鉛めっき鋼板は、めっき密着性および耐疲労特性に優れ、自動車の車体そのものを軽量化かつ高強度化するための表面処理鋼板として利用することができる。
【特許請求の範囲】
【請求項1】
Si、MnおよびCrを含有する鋼に対して、酸化炉において下式を満足する出側温度Tで酸化処理を行い、
次いで、還元焼鈍、溶融亜鉛めっき処理を行い、合金化処理を行わないことを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
A=0.015T−7.6 (T≧507℃)
A=0 (T≦506℃)
B=0.0063T−2.8(T≧445℃)
B=0 (T≦444℃)
[Si]+A×[Cr]≦B
[Si]:鋼中のSi質量%
[Cr]:鋼中のCr質量%
【請求項2】
Si、MnおよびCrを含有する鋼に対して、酸化炉において下式を満足する出側温度Tで酸化処理を行い、
次いで、還元焼鈍、溶融亜鉛めっき処理を行い、更に460〜600℃の温度で10〜60秒間加熱して合金化処理を行うことを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
A=0.015T−7.6 (T≧507℃)
A=0 (T≦506℃)
B=0.0063T−2.8(T≧445℃)
B=0 (T≦444℃)
[Si]+A×[Cr]≦B
[Si]:鋼中のSi質量%
[Cr]:鋼中のCr質量%
【請求項3】
前記出側温度Tがさらに下式を満足することを特徴とする請求項2に記載のめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
T≦−80[Mn]−75[Si]+1030
[Si]:鋼中のSi質量%
[Mn]:鋼中のMn質量%
【請求項4】
前記酸化炉は、個別に雰囲気調整が可能な3つ以上のゾーンから構成されており、前段から酸化炉1、酸化炉2、酸化炉3の順となるとき、
該酸化炉1および該酸化炉3の雰囲気は、酸素濃度が1000体積ppm未満で残部がN2、CO、CO2、H2Oおよび不可避的不純物であり、
前記酸化炉2の雰囲気は、酸素濃度が1000体積ppm以上で残部がN2、CO、CO2、H2Oおよび不可避的不純物であることを特徴とする請求項1〜3のいずれか一項に記載のめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
【請求項5】
前記酸化炉2の出側温度T2が(前記出側温度T−50)℃以上であることを特徴とする請求項4に記載のめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
【請求項6】
前記酸化炉1の出側温度T1が(前記出側温度T−350)℃以上(前記出側温度T−250)℃未満であることを特徴とする請求項4または5に記載のめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
【請求項7】
前記鋼の化学成分がC:0.01〜0.20質量%、Si:0.5〜2.0質量%、Mn:1.0〜3.0質量%、Cr:0.01〜0.4%を含有し、残部がFeおよび不可避的不純物からなることを特徴とする請求項1〜6のいずれか一項に記載のめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
【請求項8】
請求項1、4、5、6、7のいずれか一項に記載の製造方法によって製造され、合金化処理を行わない高強度溶融亜鉛めっき鋼板であって、
めっき層下の鋼板表層から5μmの鋼板内に、Siおよび/またはMnの酸化物が、Si量換算で0.05g/m2以上、かつ、Mn量換算で0.05g/m2以上含まれていることを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板。
【請求項9】
請求項2〜7のいずれか一項に記載の製造方法によって製造され、合金化処理を行った高強度溶融亜鉛めっき鋼板であって、
めっき層中に、Siおよび/またはMnの酸化物が、Si量換算で0.05g/m2以上、かつ、Mn量換算で0.05g/m2以上含まれ、
さらに、めっき層下の鋼板表層から5μmの鋼板内にSiおよび/またはMnの酸化物が、Si量換算で0.01g/m2以下、かつ、Mn量換算で0.01g/m2以下であることを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板。
【請求項1】
Si、MnおよびCrを含有する鋼に対して、酸化炉において下式を満足する出側温度Tで酸化処理を行い、
次いで、還元焼鈍、溶融亜鉛めっき処理を行い、合金化処理を行わないことを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
A=0.015T−7.6 (T≧507℃)
A=0 (T≦506℃)
B=0.0063T−2.8(T≧445℃)
B=0 (T≦444℃)
[Si]+A×[Cr]≦B
[Si]:鋼中のSi質量%
[Cr]:鋼中のCr質量%
【請求項2】
Si、MnおよびCrを含有する鋼に対して、酸化炉において下式を満足する出側温度Tで酸化処理を行い、
次いで、還元焼鈍、溶融亜鉛めっき処理を行い、更に460〜600℃の温度で10〜60秒間加熱して合金化処理を行うことを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
A=0.015T−7.6 (T≧507℃)
A=0 (T≦506℃)
B=0.0063T−2.8(T≧445℃)
B=0 (T≦444℃)
[Si]+A×[Cr]≦B
[Si]:鋼中のSi質量%
[Cr]:鋼中のCr質量%
【請求項3】
前記出側温度Tがさらに下式を満足することを特徴とする請求項2に記載のめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
T≦−80[Mn]−75[Si]+1030
[Si]:鋼中のSi質量%
[Mn]:鋼中のMn質量%
【請求項4】
前記酸化炉は、個別に雰囲気調整が可能な3つ以上のゾーンから構成されており、前段から酸化炉1、酸化炉2、酸化炉3の順となるとき、
該酸化炉1および該酸化炉3の雰囲気は、酸素濃度が1000体積ppm未満で残部がN2、CO、CO2、H2Oおよび不可避的不純物であり、
前記酸化炉2の雰囲気は、酸素濃度が1000体積ppm以上で残部がN2、CO、CO2、H2Oおよび不可避的不純物であることを特徴とする請求項1〜3のいずれか一項に記載のめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
【請求項5】
前記酸化炉2の出側温度T2が(前記出側温度T−50)℃以上であることを特徴とする請求項4に記載のめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
【請求項6】
前記酸化炉1の出側温度T1が(前記出側温度T−350)℃以上(前記出側温度T−250)℃未満であることを特徴とする請求項4または5に記載のめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
【請求項7】
前記鋼の化学成分がC:0.01〜0.20質量%、Si:0.5〜2.0質量%、Mn:1.0〜3.0質量%、Cr:0.01〜0.4%を含有し、残部がFeおよび不可避的不純物からなることを特徴とする請求項1〜6のいずれか一項に記載のめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
【請求項8】
請求項1、4、5、6、7のいずれか一項に記載の製造方法によって製造され、合金化処理を行わない高強度溶融亜鉛めっき鋼板であって、
めっき層下の鋼板表層から5μmの鋼板内に、Siおよび/またはMnの酸化物が、Si量換算で0.05g/m2以上、かつ、Mn量換算で0.05g/m2以上含まれていることを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板。
【請求項9】
請求項2〜7のいずれか一項に記載の製造方法によって製造され、合金化処理を行った高強度溶融亜鉛めっき鋼板であって、
めっき層中に、Siおよび/またはMnの酸化物が、Si量換算で0.05g/m2以上、かつ、Mn量換算で0.05g/m2以上含まれ、
さらに、めっき層下の鋼板表層から5μmの鋼板内にSiおよび/またはMnの酸化物が、Si量換算で0.01g/m2以下、かつ、Mn量換算で0.01g/m2以下であることを特徴とするめっき密着性に優れた高強度溶融亜鉛めっき鋼板。
【図1】

【図2】
【図2】
【公開番号】特開2013−14834(P2013−14834A)
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2012−83489(P2012−83489)
【出願日】平成24年4月2日(2012.4.2)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成24年4月2日(2012.4.2)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]