
塗装装置の機能を検査するための試験方法および試験装置
本発明は塗装装置の機能を検査するための試験方法に関し、以下のステップから成る。試験装置を塗装装置に接続すること、試験装置により接続を介して塗装装置のプロセス・パラメータを検出すること、そして、 検出されたプロセス・パラメータに基づき試験装置によって、塗装装置の機能性を検査すること。さらに、本発明は、方法を実施するための対応する試験装置を含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗装装置の機能を検査するための、独立請求項による試験方法および試験装置に関する。
【背景技術】
【0002】
近代の自動車車両ボディ部の連続塗装のための塗装設備は、塗装設備が、ユーザ仕様により互いに部分的に結合された複数の構成部品から成るため、複雑さを増している。さらに、装置構成部品の相互のより良い調整が、塗装設備のより高度な利用およびより高度な活用のため必要である。
【0003】
したがって、例えば、いわゆる空気アトマイザ(霧化器)または高速ロータリ・アトマイザ(回転霧化器)が、オプションにより静電コーティング剤へのチャージを伴うかあるいはそれなしで動作する適用装置として使用される。さらにまた、塗装設備は、オプションにより1成分塗料(「1K塗料」)、2成分塗料(「2K塗料」)、多成分塗料(「XK塗料」)または粉体塗料により、運転されうる。さらに、コーティング剤ミキサが、外部にオプションとして配置されるか、またはアトマイザの内部に一体的に設けられうる。塗装設備のフラッシングについては、周知の選択技術(「リフロー」および「プッシュ・アウト」)の使用とともに、いくつかのオプション、例えばいわゆる1サイクル・フラッシング、いわゆる2サイクル・フラッシングがある。さらに、コーティング剤の投入(dosing)は、投入ポンプ又は投入シリンダを通して実行され、そして、コーティング剤の静電チャージは、オプションとして、ダイレクト・チャージにより、外部チャージにより、あるいは粉体塗料の場合は摩擦チャージにより実行されうる。
【0004】
現代の塗装設備は、このように独自の変形を伴って設計され、互いに機能しあう複数の構成部品を備えている。
【0005】
従って、塗装設備について正しい機能を確保するため、2回の機能検査を実行することが知られており、第一の機能検査は据え付けの後、または立上げの前に実行され、2回目の機能検査は顧客調整試験の間に実行される。
【0006】
しかしながら、両者の機能検査は手動で実行され、以下に後述するいくつかの欠点を持つ。
【0007】
手動機能検査は、一方で比較的長いテスト期間と通常2人の従事者を必要とする。
【0008】
手動機能検査の更なる欠点は、例えば不注意な、あるいは無資格の従事者がおそらく塗装設備の機能故障を見のがすので、その機能検査の人依存的な品質にみられる。
【0009】
さらに、手動機能検査の文書化は困難であり、それは顧客の保証要求または不服に関して法律上の証明問題を起こす結果となりうる。
【0010】
手動機能検査の本質的な欠点は、機能検査のための費用自体の高さ、および認識されなかった故障のため後に生じる高い故障費用である。
【0011】
結局、例えば、塗装設備の改造が時間の限られた生産停止(例えば週末の)の間に実行されなければならなかった時など、これまでの機能検査は、時間の不足のため、その範囲内で減少させられざるを得なかった。
【0012】
特許文献1は、例えば塗装装置の電源を検査するために、塗装装置に電気的に接続されうるチェック・ピンを開示する。しかしながら、この既知のチェック・ピンは、塗装装置の受動的なチェックのみを可能にし、また、塗装装置の電気的なプロセス・パラメータに限定されているので、広範囲の機能検査はできない。
【0013】
さらに、特許文献1、特許文献2、特許文献3、特許文献4、特許文献5、特許文献6、特許文献7、特許文献8、特許文献9、特許文献10、特許文献11は、しかしながら塗装装置の通常の運用における単なる制御およびそれぞれの監視だけを可能にする、塗装装置の制御およびそれぞれの監視システムを開示するが、それらは、したがって、通常の電気的およびそれぞれの流体的な制御に依存している。これらは、したがって、包括的な試験装置または試験方法ではない。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】独国特許出願公開第10108010号明細書
【特許文献2】欧州特許出願公開第0846498号明細書
【特許文献3】独国特許出願公開第10307719号明細書
【特許文献4】独国実用新案第20122250号明細書
【特許文献5】英国特許出願公開第2321206号明細書
【特許文献6】独国実用新案第29724794号明細書
【特許文献7】米国特許第6758423号明細書
【特許文献8】独国特許第60104666号明細書
【特許文献9】欧州特許出願公開第166092号明細書
【特許文献10】欧州特許出願公開第350605号明細書
【特許文献11】国際公開第2005/110613号
【発明の概要】
【発明が解決しようとする課題】
【0015】
したがって、本発明の目的は塗装装置の機能検査を改良することである。
【課題を解決するための手段】
【0016】
この目的は、本発明の試験方法によって、そして、それぞれ独立クレームによる本発明の試験装置により解決される。
【0017】
本発明は、もはやこれまでのように手動ではなく、試験装置によって、塗装装置(例えば塗装設備、ロータリ・アトマイザ)の機能検査を実行するための、一般的な技術的な教示からなる。
【0018】
このために、試験装置は、検査される塗装装置(例えば塗装設備、塗装ロボット、ロータリ・アトマイザ、ピストル、電位分離、特別な塗料供給器、クリーニング装置)へ接続される。
【0019】
続いて、塗装装置のプロセス・パラメータ(例えばバルブの位置、塗料フロー、空気フロー、圧力、フラッシング・プログラム、静電チャージ電圧、その他)は、接続を介して試験装置により検出される。
【0020】
続いて、試験装置は、塗装装置の検出されたプロセス・パラメータに基づいて塗装装置の機能性の検査を行う。
【0021】
本発明の好ましい実施例によれば、試験装置は受動的に塗装装置のプロセス・パラメータを検出するだけでなく、塗装装置の反応を検出し検査できるよう、能動的に塗装装置のプロセス・パラメータに影響を与える。本発明の試験方法の枠組みにおいては、塗装装置の制御は試験装置により実行されることが好ましく、試験装置はそれから、試験装置により制御中の塗装装置のプロセス・パラメータの反応を検出する。続いて、試験装置は、検出された塗装装置のプロセス・パラメータの反応に基づいて、塗装装置の機能性の検査をおこなう。ここで、試験装置は、塗装装置によって進行させられる特定の試験手順を設定することができ、試験装置は、試験手順の間、塗装装置の反応および塗装装置のそれぞれの挙動を検出して、それに基づき塗装装置の機能性を測定する。
【0022】
本発明の好ましい実施例においては、試験装置は検査される塗装装置に単一のアダプタにより接続される。試験装置と検査される塗装装置の間に接続がすばやくかつ単純に実現されることができるので、これは有利である。
【0023】
ここで、アダプタは、試験装置および検査される塗装装置との間に、流体的な系統接続と同様に電気的なケーブル接続を確立することが好ましい。ここで、試験装置は、アダプタを介して塗装装置の電気的なプロセス・パラメータ(例えばバルブの位置、静電チャージ電圧)を検出し、および/またはそれに影響を与えることができる。さらに、試験装置は、アダプタを介して塗装装置の流体的なプロセス・パラメータ(例えば塗料フロー、フラッシング剤フロー、空気フロー、その他)を検出し、および/またはそれに影響を与えることができる。
【0024】
例えば、試験装置は、アダプタを介して塗装装置(例えばロータリ・アトマイザ)の動作のために必要な、例えばロータリ・アトマイザ・タービンのための送風、整形空気、パルス化された空気、フラッシング剤フローおよび塗料のフローなど、すべての流体フローを作り出すことができる。検査される塗装装置は、単独で試験装置に接続されることができ、塗装装置の更なる外部接続部を必要とすることなく試験装置により検査されうる。
【0025】
本発明の別の代案においては、試験装置と検査される塗装装置との間の接続は複数のアダプタにより遂行され、そこでは、第1のアダプタは電気的に塗装装置を試験装置に接続し、一方第2のアダプタは流体的に塗装装置を試験装置に接続する。
【0026】
本発明の枠組みにおいては、検査される塗装装置が、調節可能な流量を有する投入ポンプと調節可能なバルブ位置を有する主ニードル弁とをもつオプションがある。主ニードル弁には、圧力および圧力関係、ホース横断面、系統の長さ、バス実行時間、摩擦などによって与えられる、特定のスイッチ時間があることは述べておかなくてはならない。このスイッチ時間は、塗装装置の制御によって絶えず検出され、保持されなければならない。この状況は、主ニードル弁のための制御信号と投入ポンプ開始との間の遅延時間に考慮される。この遅延時間は正の値でも負の値でもありえる。これは、とりわけ、装置配列および構成部品位置による。遅延時間が誤って設定されると、過圧または負圧が生じ、ホースの破裂またはコーティングの故障という結果になりうる。そして試験装置は機能関連のプロセス・パラメータとして、投入ポンプの流量と主ニードル弁のバルブの位置とを検出し、あるいは/または制御でき、機能検査の枠組みの中で、投入ポンプの流量と主ニードル弁のバルブの位置の時間関係を評価する。
【0027】
さらに、本発明の枠組みの中で、検査される塗装装置がパルス化された空気を供給する系統およびフラッシング剤を供給する系統を有する可能性があり、そこでは、従来の方法により、いわゆるクリーニングのためのパルス化された空気がパルス化された空気を供給する系統を介して供給される一方、フラッシング剤はフラッシング剤を供給する系統を介して供給される。続いて、試験装置は、塗装装置の機能関連のプロセス・パラメータとしてパルス化された空気フローおよびフラッシング剤フローを検出し、そして、機能検査の枠組みのなかで、パルス化された空気フローとフラッシング剤フローの時間関係を評価できる。
【0028】
フラッシング剤は、フラッシング操作の間に汚染され、その結果放出されるフラッシング剤の純度から、フラッシング・プログラムの効率についての計算ができるので、試験装置から放出されるフラッシング剤の純度は、機能関連のプロセス・パラメータとして評価されうることは述べておくべきである。例えば、汚染されたフラッシング剤は光透過能力が減少しているので、フラッシング剤の純度は、フラッシング剤の鮮明度、光透過能力およびそれぞれの透明度から導き出すことができる。本発明の試験方法の枠組みにおいては、放出されるフラッシング剤の純度が塗装装置の機能関連のプロセス・パラメータとして検出されうる。放出されるフラッシング剤の、同定された純度により、フラッシング・プログラムが試験され、それぞれ自動的に展開されうる。
【0029】
さらに、本発明の枠組みの中で、検査される塗装装置は、部材として標準塗料および硬化剤を有するマルチ構成塗料に適用される可能性があり、そこでは、試験装置は、塗装装置の機能関連のプロセス・パラメータとして貯蔵塗料フローおよび硬化剤フローを検出し、そして機能検査の枠組みの中で、貯蔵塗料フローと硬化剤フローの時間関係を評価する。
【0030】
本発明による試験方法は、塗装装置の動作を制御する装置制御を備えた塗装装置の機能を検査するのにも適している。装置制御は、通常いずれにしろ塗装装置のたくさんのプロセス・パラメータを検出し、そして機能検査の枠組みの中でその特有の制御を可能にする。装置制御を有するこのような塗装装置においては、試験装置は塗装装置の装置制御に接続され、装置制御と通信できるので、試験装置は装置制御を介して塗装装置の関心のあるプロセス・パラメータを検出し、および/またはそれに影響を与えることができる。
【0031】
本発明は、塗装装置の機能を検査するための新規な試験方法に限定されず、本発明の試験方法を実行する対応の試験装置をも含むことは上記の記載からすでに明らかである。
【0032】
このために、本発明の試験装置は、それを介して検査される塗装装置に試験装置が接続されうる接続を有する。
【0033】
さらに、本発明による試験装置は、試験装置が塗装装置に接続されたときに、接続を介して塗装装置のプロセス・パラメータを検出する検出ユニットを備えている。
【0034】
さらに、本発明の試験装置は、検出された塗装装置のプロセス・パラメータに基づいて塗装装置の機能性を検査する評価ユニットを備えている。
【0035】
上述の検出ユニット、そして上述の評価ユニットも(以下にさらに述べる本発明の試験装置の機能ユニットとして)、別個の部分としておよび個々に組付けされたハードウェアとして実現されうる。あるいは個々の機能ユニット(例えば検出ユニット、評価ユニット)がテストプログラムのソフトウェア・モジュールとして実現されるオプションもある。
【0036】
本発明の実施態様において、試験装置は、塗装装置を制御するための制御ユニットをさらに有し、塗装装置の機能検査の間、評価ユニットは制御ユニットにより制御中の塗装装置のプロセス・パラメータの反応を考慮する。本実施例においては、試験装置は、したがって、受動的に塗装装置の機能関連のプロセス・パラメータを検出するだけでなく、能動的にも塗装装置を制御する。ここで、試験装置は、したがって、特定の制御中にある塗装装置の反応を検査できる。
【0037】
さらに、試験装置は、好ましくは、少なくとも一つの検査プログラムが格納されたプログラムメモリを有するコンピュータを有する。例えば、検査プログラムは検査される塗装装置がどのような仕方で試験装置により制御されるかについて設定できる。
【0038】
検査プログラムによる機能検査の制御は、機能検査のより良い再現精度といった効果を有し、機能検査のための所用時間を減少させる。
【0039】
ここで、塗装装置の特定の機能分野をそれぞれ検査するため、いくつかの検査プログラムが設けられる可能性がある。例えば、塗装装置の密度を検査するために、静電コーティング剤のチャージを検査するために、塗装装置の活動を検査するために、投入精度を検査するために、そして塗装装置の個々のコーティング・チャネルを検査するために、別個の検査プログラムが設けられうる。
【0040】
本発明の試験装置は、また機能検査の検査結果を示すため、一体型のスクリーンおよび/または一体型のプリンタを備えることが好ましい。
【0041】
さらに、本発明の試験装置が、例えば、外部プリンタおよび/または外部スクリーンが接続できるインターフェイスを備えるオプションもある。
【0042】
本発明は、したがって、いくつかの種類の塗装装置のプロセス・パラメータの視覚化を可能にし、そこではこのために検査される塗装装置にあるプリンタ、レコーダおよびソフトウェア技術的な記録装置も使用されうる。
【0043】
塗装装置の機能関連のプロセス・パラメータに関しては、さまざまな可能性が存在し、それらのいくつかについては後述する。
【0044】
例えば、試験装置は、機能検査の枠組みの中において、制御可能な弁(例えば主ニードル弁)のバルブの位置を塗装装置内で検出し、および/またはそれに影響を与えることができる。
【0045】
さらに、機能関連のプロセス・パラメータは、電気的なプロセス・パラメータ(例えば静電コーティング剤チャージのチャージ電圧および/またはチャージ電流)でありえる。
【0046】
静電コーティング剤チャージの電圧調整または電流調整に関しては、調節技術パラメータ(例えば調整偏差、修正変数)は、機能関連のプロセス・パラメータとしても出され、それぞれ特に影響を受けうる。
【0047】
さらに、塗装装置の電気スイッチのスイッチ位置が電気的なプロセス・パラメータとして検出されるか、または特に影響を受ける可能性があり、それは、例えば、停止スイッチおよび/または遮断スイッチについて可能性がある。
【0048】
さらに、塗装装置の、または塗装装置の一部の、電気的な容量が機能関連の電気的なプロセス・パラメータとして検出される可能性がある。
【0049】
そのうえ、本発明の枠組みの中では、塗装装置の流体的なプロセス・パラメータも検出され、および/または特に影響を受けうる。
【0050】
このような流体的なプロセス・パラメータの実施例は、塗装装置により塗布されるコーティング剤のコーティング剤フロー(体積フローまたは質量フロー)であり、あるいは圧力、特にコーティング剤圧、フラッシング剤圧、整形空気圧、パルス化された空気の圧、および/または投入圧力である。
【0051】
塗装装置の機能関連の流体的なプロセス・パラメータの更なる実施例は、フラッシング剤フロー、空気フロー、特に整形空気フローまたはパルス化された空気のフローである。
【0052】
最後に、塗装装置内の温度が、塗装装置の機能関連のプロセス・パラメータとして検出される可能性がある。
【0053】
本発明の試験装置は、試験装置の柔軟な使用を可能にするために、持ち歩けるか、または移動可能なものであることが好ましい。
【0054】
さらに、検査される塗装装置は、例えばアトマイザ、塗装ロボットまたは完全な塗装装置でありうることは述べておくべきである。
【0055】
アトマイザの機能検査に関しては、試験装置が直接アトマイザの接続フランジに接続され、そのためアトマイザを操作するためのさらなる接続は必要とされない可能性がある。
【0056】
最後に、機能検査をするために、試験装置が塗装装置に無線により配線なしで接続されうることは述べておかねばならない。検査される塗装装置が、一体型の装置制御により制御される場合、これは特にそうである。
【0057】
本発明の他の有利な変形例は、従属クレームにおいて特徴づけられるか、あるいは図を用いて本発明の好ましい実施態様の記載と共に以下に更に詳述する。
【図面の簡単な説明】
【0058】
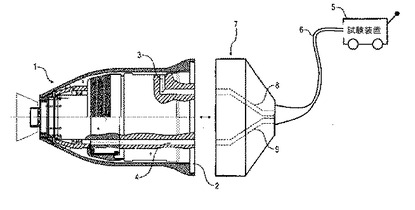
【図1A】ロータリ・アトマイザの接続フランジに接続するためのアダプタを備えた、本発明による試験装置とロータリ・アトマイザの簡略な横断面図。
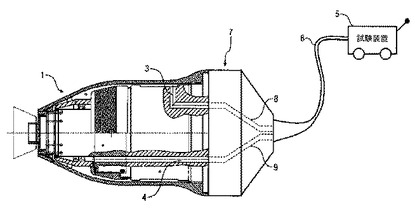
【図1B】機能検査の間、アダプタが接続された図1Bのロータリ・アトマイザの図。
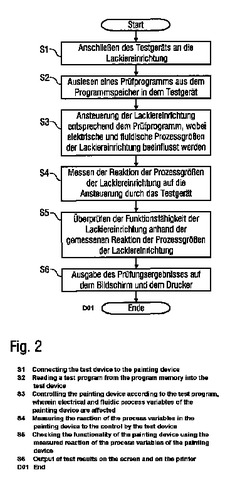
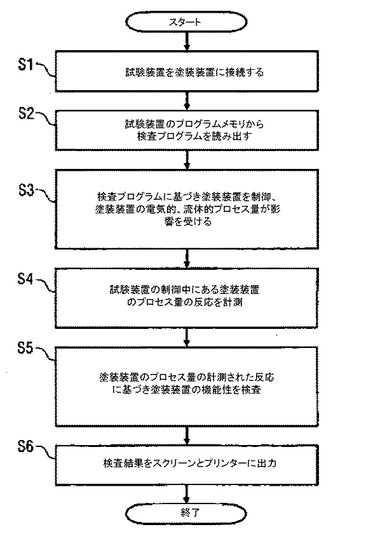
【図2】フローチャートの形式による本発明の試験方法を示す図。
【図3】本発明の試験装置の実施態様の簡略ブロック図。
【図4】ロータリ・アトマイザとロボットハンド軸の間に載置されうるアダプタを有する本発明の試験装置の更なる実施態様の図。
【図5】ロータリ・アトマイザに代えてロボットハンド軸に載置されたアダプタを有する本発明による試験装置の更なる実施態様の図。
【発明を実施するための形態】
【0059】
図1Aおよび図1Bは、始めに、従来のロータリ・アトマイザ(回転霧化器)1を示し、これは例えば、自動車両ボディ部品の塗装のために使用することができ、そしてその構造および作動は、例えば、独国特許出願公開102005044154号明細書に記載されている。そのため、ロータリ・アトマイザ1の構造および動作に関しては上述の刊行物が参照され、そしてその内容は完全に本願明細書に組み込まれる。ロータリ・アトマイザ1は接続フランジ2を有し、それによりロータリ・アトマイザ1が、例えば、塗装ロボットのロボットハンド軸に設置されうる、という事が本発明の基本である。
【0060】
さらにロータリ・アトマイザ1の流体的そして電気的な接触は、ロータリ・アトマイザ1の接続フランジ2を介して確立される。例えば、整形空気フローは互いに別々に制御可能で、スプレー・ジェットの整形を可能にする2つの整形送風管3、4を介して供給される。
【0061】
さらに、ロータリ・アトマイザ1の接続フランジ2は、ロータリ・アトマイザ1を流体的に接触させるのに役立つ更なる接続を備えるが、それらは簡略化のための図示されていない。例えば、ロータリ・アトマイザの接続フランジ2は、ロータリ・アトマイザ1の中に配置されたタービンを駆動するための駆動空気を供給するための接触をもち、それは従来技術から当然知られており、したがって更に記載する必要はない。
【0062】
さらに、アトマイザ機能を直接検出するために、例えばベルカップなしで直接フランジをアトマイザに接続することが可能である。
【0063】
さらに、ロータリ・アトマイザ1の接続フランジ2は、塗料循環を可能にするために、塗布されない塗料の戻しのための接続と塗布される塗料を供給するための接続とを含む。
【0064】
さらに、ロータリ・アトマイザ1の種類によっては、ロータリ・アトマイザ1の接続フランジには、ロータリ・アトマイザ1を流体接触させるための更なる接続を設けることができるが、それは従来技術からも当然知られており、したがって更に記載する必要はない。
【0065】
ロータリ・アトマイザ1を流体接続させるための上記の接続の他に、接続フランジ2には、ロータリ・アトマイザ1を電気的に接続させることを可能にするための、電気的接続もある。例えば、接続フランジ2は、直接給電によるロータリ・アトマイザ1により印加されるコーティング剤の静電チャージのための電気的接続を含むこともでき、それは従来技術から当然知られている。
【0066】
さらに、ロータリ・アトマイザ1の光学接続も、接続フランジ2を通して確立されうる。ロータリ・アトマイザ1の中に配置されるタービンのタービンホイールには、光学マークが付けられ、それは光ファイバで走査されて、回転速度およびタービンホイールの回転運動の向きの検出を可能にする。この光ファイバの他端は接続フランジ2に案内され、そこで対応して光学的に読み出される。
【0067】
さらに、図面は、本実施例においては移動手車として設計され、そしてロータリ・アトマイザ1を更なる供給配管(例えば圧縮空気、高電圧)に接続する必要なく、ロータリ・アトマイザ1の自動機能検査を可能にする、本発明の試験装置5を示す。
【0068】
このために、試験装置は、配線パケット6およびアダプタ7を介してロータリ・アトマイザ1の接続フランジ2に接続される。
【0069】
ここで、一方では、アダプタ7はロータリ・アトマイザ1の接続フランジ2と機械的結合を確立する。
【0070】
他方、アダプタ7は、ロータリ・アトマイザ1の接続フランジ2のいくつかの接続と接触するが、図面では、両方の整形送風管3、4に対応する接続8、9だけが、簡略化のために例示されている。実際のところ、アダプタ7は、しかしながら、別の接続(例えば塗料、駆動空気、高電圧、戻し管路)のための対応する接続をもロータリ・アトマイザ1の接続フランジ2に含む。
【0071】
試験装置5は、したがって、ロータリ・アトマイザ1を試験するときに、ロータリ・アトマイザ1の静電コーティング剤チャージのための高電圧を供給できる高電圧発生器を有する。
【0072】
さらに、試験装置5は、試験のために必要とされる圧縮空気をロータリ・アトマイザ1に供給するための圧縮空気源を有する。
【0073】
さらに、試験装置5は、コーティング剤または対応するシミュレーション流体を、アダプタ7を介してロータリ・アトマイザ1へ搬送することもできる。
【0074】
試験装置5は、塗装ロボットのロボットハンド軸上にあるものとして実在するように、ロータリ・アトマイザ1の動作を可能にする。
【0075】
さらにまた、試験装置5は、複数の検査プログラムが格納されたプログラムメモリを有する制御プロセッサを備える。そして、ユーザは所望の検査プログラムの1つを、入力インターフェイス(例えばキーボード、マウス、タッチスクリーン)を介して選択をすることができ、続いて試験装置5は選ばれた検査プログラムに従ってロータリ・アトマイザ1を制御する。この際ロータリ・アトマイザ1の挙動は、ロータリ・アトマイザ1の機能の検査のために、試験装置5において連続的に計測される。例えば、ロータリ・アトマイザ1の回転速度および回転運動の向きは、アダプタ7の光学インターフェイスを介して、連続的に測られる。さらに、種々の系統の圧力が測られる。試験装置5は、続いて、ロータリ・アトマイザ1の反応および、試験装置5により制御中のそれぞれのプロセス・パラメータ(例えば整形空気圧、駆動空気圧、静電チャージ電流)が正しい動作を示すかどうかの検査をする。
【0076】
以下に、図2に示されるフローチャートを用いて、本発明の試験方法が再び記載される。
【0077】
最初に、第1のステップS1で、試験装置5とロータリ・アトマイザ1との間の接続が、アダプタ7をロータリ・アトマイザ1の接続フランジ2に接続することにより確立される。
【0078】
次のステップS2において、ユーザは続いて、試験装置5の入力インターフェイス(例えばキーボード)を介して、検査プログラムを試験装置5のプログラムメモリから選ぶ。
【0079】
試験装置5は、続いて、ステップS3で、選ばれた検査プログラムに従ってアダプタ7を介してロータリ・アトマイザ1を制御するが、ここで、ロータリ・アトマイザ1の電気的なプロセス・パラメータ(例えば静電チャージ電圧)および流体プロセス・パラメータ(例えば塗料フロー、整形空気フロー、駆動空気フロー)は特に影響を受ける。
【0080】
選ばれた検査プログラムによるロータリ・アトマイザ1の制御の間、試験装置5は、ステップS4において、試験装置5により制御されるロータリ・アトマイザ1のプロセス・パラメータ(例えば駆動空気圧、整形空気圧、静電チャージ電圧、その他)の反応を連続的に計測する。
【0081】
更にステップS5において、ロータリ・アトマイザ1の機能性が、測定されたロータリ・アトマイザ1の反応により検査される。
【0082】
最後に、検査結果S6が、スクリーンおよび一体型プリンタにより試験装置5上に出力される。さらにまた、チェック結果は、ファイル形式の出力インターフェイスにより、試験装置5により出力されるかまたは記憶されうる。
【0083】
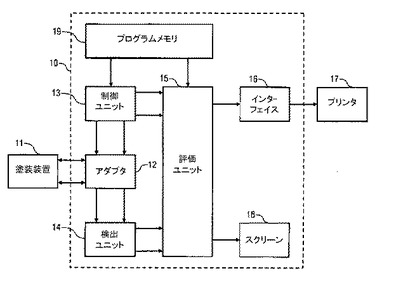
図3は、塗装装置11の機能を検査するための本発明の試験装置10の典型的な構造を、非常に簡略な図により示す。
【0084】
塗装装置11は、例えば、上で詳述したロータリ・アトマイザでありうる。あるいは、検査される塗装装置11が完全な塗装ロボットまたは完全な塗装セルである可能性もある。
【0085】
機能の検査を行うために、試験装置10はアダプタ12を介して検査される塗装装置11に接続され、そこで、アダプタ12は塗装装置11の流体的そして電気的な接触を可能にする。
【0086】
さらに、試験装置10は、制御装置13による制御により、塗装装置11のその後の反応に基づいて、塗装装置11の機能性についての結論を引き出すことができるように、アダプタ12を介して塗装装置11のプロセス・パラメータに特に作用することを可能にするコントロールユニット13を備えている。
【0087】
さらに、試験装置10は、アダプタ12を介して塗装装置11のプロセス・パラメータを検出する検出装置14を備えている。
【0088】
さらにまた、試験装置10は、検出装置14によって測られた塗装装置11のプロセス・パラメータの反応と同様に、入力側の制御装置13による制御を検出する評価ユニット15を備えている。評価ユニット15は、続いて、塗装装置11は機能しているのか、または特定の故障があるかどうかを、これらの入力パラメータから判断する。
【0089】
検査結果は、続いてインターフェイス16を経て外部プリンタ17に出力されるか、または一体型のスクリーン18に表示されうる。
【0090】
最後に、本実施例においては、試験装置10は、複数の種々の検査プログラムが格納されるプログラムメモリ19を備えており、そこで所望の検査プログラムがユーザから選択されうる。
【0091】
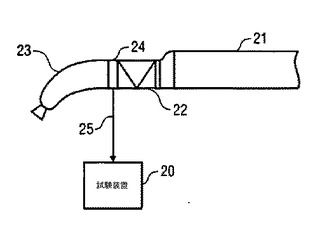
図4は、ロボットアーム21およびロボットハンド軸22のロータリ・アトマイザ23を案内する塗装ロボットの機能を検査するための、試験装置20を示す。
【0092】
ここで、アダプタ24はロータリ・アトマイザ23とロボットハンド軸22との間に配置され、そこで、アダプタ24がロボットハンド軸22をロータリ・アトマイザ23に接続する。ここで、塗装ロボットにより供給される流体(例えば塗料、フラッシング剤、整形空気、その他)はアダプタ24を通して案内されるので、アダプタ24は一体型のセンサを介して機能に関連したプロセス・パラメータ(例えば、塗料フロー、フラッシング剤フローまたは整形空気フロー)を測ることができる。
【0093】
試験装置20は、このようにアダプタ24からセンサ・データを読み出すために、アダプタ24に配線25を介して接続される。
【0094】
最後に、図5は、通常の方法で構成でき、ベース28、2つの可動ロボットアーム29、30およびロボットハンド軸31を備えた塗装ロボット27の機能を検査するための、試験装置26を示し、そこでは、通常の運転では、ロータリ・アトマイザはロボットハンド軸31に取り付けられる。
【0095】
しかしながら、図面は、ロータリ・アトマイザに代えて、アダプタ32がロボットハンド軸31に設置された状態の試験運転を示し、そこでは、アダプタ32は配線パケット33を介して試験装置26に接続される。
【0096】
一方、試験装置26は、配線パケット33を介して塗装ロボット27により放出される流体(例えば塗料、整形空気、駆動空気、その他)を受け入れることができ、そして、その際に、圧力および質量およびそれぞれの体積流量を測る。
【0097】
他方、試験装置26は配線パケット33を介してロータリ・アトマイザをシミュレーションすることができ、例えば、フラッシング剤の戻り管路をシミュレーションすることができる。
【0098】
さらにまた、塗装ロボット27を制御するために、試験装置26は、塗装ロボット27のベース28にも、配線34を介して接続される。
【0099】
最後に、試験装置26は、さらに配線35を介して、スクリーン37により視覚化を可能にする装置制御36に接続される。
【0100】
本発明は、上述の好ましい実施態様に限定されない。むしろ、複数の変更および改変も本発明の着想を利用して可能であり、したがってそれらは保護の範囲内に含まれる。
【符号の説明】
【0101】
1 ロータリ・アトマイザ(回転霧化器)
2 接続フランジ
3 整形送風管
4 整形送風管
5 試験装置
6 配線パケット
7 アダプタ
8 接続
9 接続
10 試験装置
11 塗装装置
12 アダプタ
13 制御装置
14 検出装置
15 評価装置
16 インターフェイス
17 プリンタ
18 スクリーン
19 プログラムメモリ
20 試験装置
21 ロボットアーム
22 ロボットハンド軸
23 ロータリ・アトマイザ(回転霧化器)
24 アダプタ
25 配線
26 試験装置
27 塗装ロボット
28 ベース
29 ロボットアーム
30 ロボットアーム
31 ロボットハンド軸
32 アダプタ
33 配線パケット
34 配線
35 配線
36 装置制御
37 スクリーン
【技術分野】
【0001】
本発明は、塗装装置の機能を検査するための、独立請求項による試験方法および試験装置に関する。
【背景技術】
【0002】
近代の自動車車両ボディ部の連続塗装のための塗装設備は、塗装設備が、ユーザ仕様により互いに部分的に結合された複数の構成部品から成るため、複雑さを増している。さらに、装置構成部品の相互のより良い調整が、塗装設備のより高度な利用およびより高度な活用のため必要である。
【0003】
したがって、例えば、いわゆる空気アトマイザ(霧化器)または高速ロータリ・アトマイザ(回転霧化器)が、オプションにより静電コーティング剤へのチャージを伴うかあるいはそれなしで動作する適用装置として使用される。さらにまた、塗装設備は、オプションにより1成分塗料(「1K塗料」)、2成分塗料(「2K塗料」)、多成分塗料(「XK塗料」)または粉体塗料により、運転されうる。さらに、コーティング剤ミキサが、外部にオプションとして配置されるか、またはアトマイザの内部に一体的に設けられうる。塗装設備のフラッシングについては、周知の選択技術(「リフロー」および「プッシュ・アウト」)の使用とともに、いくつかのオプション、例えばいわゆる1サイクル・フラッシング、いわゆる2サイクル・フラッシングがある。さらに、コーティング剤の投入(dosing)は、投入ポンプ又は投入シリンダを通して実行され、そして、コーティング剤の静電チャージは、オプションとして、ダイレクト・チャージにより、外部チャージにより、あるいは粉体塗料の場合は摩擦チャージにより実行されうる。
【0004】
現代の塗装設備は、このように独自の変形を伴って設計され、互いに機能しあう複数の構成部品を備えている。
【0005】
従って、塗装設備について正しい機能を確保するため、2回の機能検査を実行することが知られており、第一の機能検査は据え付けの後、または立上げの前に実行され、2回目の機能検査は顧客調整試験の間に実行される。
【0006】
しかしながら、両者の機能検査は手動で実行され、以下に後述するいくつかの欠点を持つ。
【0007】
手動機能検査は、一方で比較的長いテスト期間と通常2人の従事者を必要とする。
【0008】
手動機能検査の更なる欠点は、例えば不注意な、あるいは無資格の従事者がおそらく塗装設備の機能故障を見のがすので、その機能検査の人依存的な品質にみられる。
【0009】
さらに、手動機能検査の文書化は困難であり、それは顧客の保証要求または不服に関して法律上の証明問題を起こす結果となりうる。
【0010】
手動機能検査の本質的な欠点は、機能検査のための費用自体の高さ、および認識されなかった故障のため後に生じる高い故障費用である。
【0011】
結局、例えば、塗装設備の改造が時間の限られた生産停止(例えば週末の)の間に実行されなければならなかった時など、これまでの機能検査は、時間の不足のため、その範囲内で減少させられざるを得なかった。
【0012】
特許文献1は、例えば塗装装置の電源を検査するために、塗装装置に電気的に接続されうるチェック・ピンを開示する。しかしながら、この既知のチェック・ピンは、塗装装置の受動的なチェックのみを可能にし、また、塗装装置の電気的なプロセス・パラメータに限定されているので、広範囲の機能検査はできない。
【0013】
さらに、特許文献1、特許文献2、特許文献3、特許文献4、特許文献5、特許文献6、特許文献7、特許文献8、特許文献9、特許文献10、特許文献11は、しかしながら塗装装置の通常の運用における単なる制御およびそれぞれの監視だけを可能にする、塗装装置の制御およびそれぞれの監視システムを開示するが、それらは、したがって、通常の電気的およびそれぞれの流体的な制御に依存している。これらは、したがって、包括的な試験装置または試験方法ではない。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】独国特許出願公開第10108010号明細書
【特許文献2】欧州特許出願公開第0846498号明細書
【特許文献3】独国特許出願公開第10307719号明細書
【特許文献4】独国実用新案第20122250号明細書
【特許文献5】英国特許出願公開第2321206号明細書
【特許文献6】独国実用新案第29724794号明細書
【特許文献7】米国特許第6758423号明細書
【特許文献8】独国特許第60104666号明細書
【特許文献9】欧州特許出願公開第166092号明細書
【特許文献10】欧州特許出願公開第350605号明細書
【特許文献11】国際公開第2005/110613号
【発明の概要】
【発明が解決しようとする課題】
【0015】
したがって、本発明の目的は塗装装置の機能検査を改良することである。
【課題を解決するための手段】
【0016】
この目的は、本発明の試験方法によって、そして、それぞれ独立クレームによる本発明の試験装置により解決される。
【0017】
本発明は、もはやこれまでのように手動ではなく、試験装置によって、塗装装置(例えば塗装設備、ロータリ・アトマイザ)の機能検査を実行するための、一般的な技術的な教示からなる。
【0018】
このために、試験装置は、検査される塗装装置(例えば塗装設備、塗装ロボット、ロータリ・アトマイザ、ピストル、電位分離、特別な塗料供給器、クリーニング装置)へ接続される。
【0019】
続いて、塗装装置のプロセス・パラメータ(例えばバルブの位置、塗料フロー、空気フロー、圧力、フラッシング・プログラム、静電チャージ電圧、その他)は、接続を介して試験装置により検出される。
【0020】
続いて、試験装置は、塗装装置の検出されたプロセス・パラメータに基づいて塗装装置の機能性の検査を行う。
【0021】
本発明の好ましい実施例によれば、試験装置は受動的に塗装装置のプロセス・パラメータを検出するだけでなく、塗装装置の反応を検出し検査できるよう、能動的に塗装装置のプロセス・パラメータに影響を与える。本発明の試験方法の枠組みにおいては、塗装装置の制御は試験装置により実行されることが好ましく、試験装置はそれから、試験装置により制御中の塗装装置のプロセス・パラメータの反応を検出する。続いて、試験装置は、検出された塗装装置のプロセス・パラメータの反応に基づいて、塗装装置の機能性の検査をおこなう。ここで、試験装置は、塗装装置によって進行させられる特定の試験手順を設定することができ、試験装置は、試験手順の間、塗装装置の反応および塗装装置のそれぞれの挙動を検出して、それに基づき塗装装置の機能性を測定する。
【0022】
本発明の好ましい実施例においては、試験装置は検査される塗装装置に単一のアダプタにより接続される。試験装置と検査される塗装装置の間に接続がすばやくかつ単純に実現されることができるので、これは有利である。
【0023】
ここで、アダプタは、試験装置および検査される塗装装置との間に、流体的な系統接続と同様に電気的なケーブル接続を確立することが好ましい。ここで、試験装置は、アダプタを介して塗装装置の電気的なプロセス・パラメータ(例えばバルブの位置、静電チャージ電圧)を検出し、および/またはそれに影響を与えることができる。さらに、試験装置は、アダプタを介して塗装装置の流体的なプロセス・パラメータ(例えば塗料フロー、フラッシング剤フロー、空気フロー、その他)を検出し、および/またはそれに影響を与えることができる。
【0024】
例えば、試験装置は、アダプタを介して塗装装置(例えばロータリ・アトマイザ)の動作のために必要な、例えばロータリ・アトマイザ・タービンのための送風、整形空気、パルス化された空気、フラッシング剤フローおよび塗料のフローなど、すべての流体フローを作り出すことができる。検査される塗装装置は、単独で試験装置に接続されることができ、塗装装置の更なる外部接続部を必要とすることなく試験装置により検査されうる。
【0025】
本発明の別の代案においては、試験装置と検査される塗装装置との間の接続は複数のアダプタにより遂行され、そこでは、第1のアダプタは電気的に塗装装置を試験装置に接続し、一方第2のアダプタは流体的に塗装装置を試験装置に接続する。
【0026】
本発明の枠組みにおいては、検査される塗装装置が、調節可能な流量を有する投入ポンプと調節可能なバルブ位置を有する主ニードル弁とをもつオプションがある。主ニードル弁には、圧力および圧力関係、ホース横断面、系統の長さ、バス実行時間、摩擦などによって与えられる、特定のスイッチ時間があることは述べておかなくてはならない。このスイッチ時間は、塗装装置の制御によって絶えず検出され、保持されなければならない。この状況は、主ニードル弁のための制御信号と投入ポンプ開始との間の遅延時間に考慮される。この遅延時間は正の値でも負の値でもありえる。これは、とりわけ、装置配列および構成部品位置による。遅延時間が誤って設定されると、過圧または負圧が生じ、ホースの破裂またはコーティングの故障という結果になりうる。そして試験装置は機能関連のプロセス・パラメータとして、投入ポンプの流量と主ニードル弁のバルブの位置とを検出し、あるいは/または制御でき、機能検査の枠組みの中で、投入ポンプの流量と主ニードル弁のバルブの位置の時間関係を評価する。
【0027】
さらに、本発明の枠組みの中で、検査される塗装装置がパルス化された空気を供給する系統およびフラッシング剤を供給する系統を有する可能性があり、そこでは、従来の方法により、いわゆるクリーニングのためのパルス化された空気がパルス化された空気を供給する系統を介して供給される一方、フラッシング剤はフラッシング剤を供給する系統を介して供給される。続いて、試験装置は、塗装装置の機能関連のプロセス・パラメータとしてパルス化された空気フローおよびフラッシング剤フローを検出し、そして、機能検査の枠組みのなかで、パルス化された空気フローとフラッシング剤フローの時間関係を評価できる。
【0028】
フラッシング剤は、フラッシング操作の間に汚染され、その結果放出されるフラッシング剤の純度から、フラッシング・プログラムの効率についての計算ができるので、試験装置から放出されるフラッシング剤の純度は、機能関連のプロセス・パラメータとして評価されうることは述べておくべきである。例えば、汚染されたフラッシング剤は光透過能力が減少しているので、フラッシング剤の純度は、フラッシング剤の鮮明度、光透過能力およびそれぞれの透明度から導き出すことができる。本発明の試験方法の枠組みにおいては、放出されるフラッシング剤の純度が塗装装置の機能関連のプロセス・パラメータとして検出されうる。放出されるフラッシング剤の、同定された純度により、フラッシング・プログラムが試験され、それぞれ自動的に展開されうる。
【0029】
さらに、本発明の枠組みの中で、検査される塗装装置は、部材として標準塗料および硬化剤を有するマルチ構成塗料に適用される可能性があり、そこでは、試験装置は、塗装装置の機能関連のプロセス・パラメータとして貯蔵塗料フローおよび硬化剤フローを検出し、そして機能検査の枠組みの中で、貯蔵塗料フローと硬化剤フローの時間関係を評価する。
【0030】
本発明による試験方法は、塗装装置の動作を制御する装置制御を備えた塗装装置の機能を検査するのにも適している。装置制御は、通常いずれにしろ塗装装置のたくさんのプロセス・パラメータを検出し、そして機能検査の枠組みの中でその特有の制御を可能にする。装置制御を有するこのような塗装装置においては、試験装置は塗装装置の装置制御に接続され、装置制御と通信できるので、試験装置は装置制御を介して塗装装置の関心のあるプロセス・パラメータを検出し、および/またはそれに影響を与えることができる。
【0031】
本発明は、塗装装置の機能を検査するための新規な試験方法に限定されず、本発明の試験方法を実行する対応の試験装置をも含むことは上記の記載からすでに明らかである。
【0032】
このために、本発明の試験装置は、それを介して検査される塗装装置に試験装置が接続されうる接続を有する。
【0033】
さらに、本発明による試験装置は、試験装置が塗装装置に接続されたときに、接続を介して塗装装置のプロセス・パラメータを検出する検出ユニットを備えている。
【0034】
さらに、本発明の試験装置は、検出された塗装装置のプロセス・パラメータに基づいて塗装装置の機能性を検査する評価ユニットを備えている。
【0035】
上述の検出ユニット、そして上述の評価ユニットも(以下にさらに述べる本発明の試験装置の機能ユニットとして)、別個の部分としておよび個々に組付けされたハードウェアとして実現されうる。あるいは個々の機能ユニット(例えば検出ユニット、評価ユニット)がテストプログラムのソフトウェア・モジュールとして実現されるオプションもある。
【0036】
本発明の実施態様において、試験装置は、塗装装置を制御するための制御ユニットをさらに有し、塗装装置の機能検査の間、評価ユニットは制御ユニットにより制御中の塗装装置のプロセス・パラメータの反応を考慮する。本実施例においては、試験装置は、したがって、受動的に塗装装置の機能関連のプロセス・パラメータを検出するだけでなく、能動的にも塗装装置を制御する。ここで、試験装置は、したがって、特定の制御中にある塗装装置の反応を検査できる。
【0037】
さらに、試験装置は、好ましくは、少なくとも一つの検査プログラムが格納されたプログラムメモリを有するコンピュータを有する。例えば、検査プログラムは検査される塗装装置がどのような仕方で試験装置により制御されるかについて設定できる。
【0038】
検査プログラムによる機能検査の制御は、機能検査のより良い再現精度といった効果を有し、機能検査のための所用時間を減少させる。
【0039】
ここで、塗装装置の特定の機能分野をそれぞれ検査するため、いくつかの検査プログラムが設けられる可能性がある。例えば、塗装装置の密度を検査するために、静電コーティング剤のチャージを検査するために、塗装装置の活動を検査するために、投入精度を検査するために、そして塗装装置の個々のコーティング・チャネルを検査するために、別個の検査プログラムが設けられうる。
【0040】
本発明の試験装置は、また機能検査の検査結果を示すため、一体型のスクリーンおよび/または一体型のプリンタを備えることが好ましい。
【0041】
さらに、本発明の試験装置が、例えば、外部プリンタおよび/または外部スクリーンが接続できるインターフェイスを備えるオプションもある。
【0042】
本発明は、したがって、いくつかの種類の塗装装置のプロセス・パラメータの視覚化を可能にし、そこではこのために検査される塗装装置にあるプリンタ、レコーダおよびソフトウェア技術的な記録装置も使用されうる。
【0043】
塗装装置の機能関連のプロセス・パラメータに関しては、さまざまな可能性が存在し、それらのいくつかについては後述する。
【0044】
例えば、試験装置は、機能検査の枠組みの中において、制御可能な弁(例えば主ニードル弁)のバルブの位置を塗装装置内で検出し、および/またはそれに影響を与えることができる。
【0045】
さらに、機能関連のプロセス・パラメータは、電気的なプロセス・パラメータ(例えば静電コーティング剤チャージのチャージ電圧および/またはチャージ電流)でありえる。
【0046】
静電コーティング剤チャージの電圧調整または電流調整に関しては、調節技術パラメータ(例えば調整偏差、修正変数)は、機能関連のプロセス・パラメータとしても出され、それぞれ特に影響を受けうる。
【0047】
さらに、塗装装置の電気スイッチのスイッチ位置が電気的なプロセス・パラメータとして検出されるか、または特に影響を受ける可能性があり、それは、例えば、停止スイッチおよび/または遮断スイッチについて可能性がある。
【0048】
さらに、塗装装置の、または塗装装置の一部の、電気的な容量が機能関連の電気的なプロセス・パラメータとして検出される可能性がある。
【0049】
そのうえ、本発明の枠組みの中では、塗装装置の流体的なプロセス・パラメータも検出され、および/または特に影響を受けうる。
【0050】
このような流体的なプロセス・パラメータの実施例は、塗装装置により塗布されるコーティング剤のコーティング剤フロー(体積フローまたは質量フロー)であり、あるいは圧力、特にコーティング剤圧、フラッシング剤圧、整形空気圧、パルス化された空気の圧、および/または投入圧力である。
【0051】
塗装装置の機能関連の流体的なプロセス・パラメータの更なる実施例は、フラッシング剤フロー、空気フロー、特に整形空気フローまたはパルス化された空気のフローである。
【0052】
最後に、塗装装置内の温度が、塗装装置の機能関連のプロセス・パラメータとして検出される可能性がある。
【0053】
本発明の試験装置は、試験装置の柔軟な使用を可能にするために、持ち歩けるか、または移動可能なものであることが好ましい。
【0054】
さらに、検査される塗装装置は、例えばアトマイザ、塗装ロボットまたは完全な塗装装置でありうることは述べておくべきである。
【0055】
アトマイザの機能検査に関しては、試験装置が直接アトマイザの接続フランジに接続され、そのためアトマイザを操作するためのさらなる接続は必要とされない可能性がある。
【0056】
最後に、機能検査をするために、試験装置が塗装装置に無線により配線なしで接続されうることは述べておかねばならない。検査される塗装装置が、一体型の装置制御により制御される場合、これは特にそうである。
【0057】
本発明の他の有利な変形例は、従属クレームにおいて特徴づけられるか、あるいは図を用いて本発明の好ましい実施態様の記載と共に以下に更に詳述する。
【図面の簡単な説明】
【0058】
【図1A】ロータリ・アトマイザの接続フランジに接続するためのアダプタを備えた、本発明による試験装置とロータリ・アトマイザの簡略な横断面図。
【図1B】機能検査の間、アダプタが接続された図1Bのロータリ・アトマイザの図。
【図2】フローチャートの形式による本発明の試験方法を示す図。
【図3】本発明の試験装置の実施態様の簡略ブロック図。
【図4】ロータリ・アトマイザとロボットハンド軸の間に載置されうるアダプタを有する本発明の試験装置の更なる実施態様の図。
【図5】ロータリ・アトマイザに代えてロボットハンド軸に載置されたアダプタを有する本発明による試験装置の更なる実施態様の図。
【発明を実施するための形態】
【0059】
図1Aおよび図1Bは、始めに、従来のロータリ・アトマイザ(回転霧化器)1を示し、これは例えば、自動車両ボディ部品の塗装のために使用することができ、そしてその構造および作動は、例えば、独国特許出願公開102005044154号明細書に記載されている。そのため、ロータリ・アトマイザ1の構造および動作に関しては上述の刊行物が参照され、そしてその内容は完全に本願明細書に組み込まれる。ロータリ・アトマイザ1は接続フランジ2を有し、それによりロータリ・アトマイザ1が、例えば、塗装ロボットのロボットハンド軸に設置されうる、という事が本発明の基本である。
【0060】
さらにロータリ・アトマイザ1の流体的そして電気的な接触は、ロータリ・アトマイザ1の接続フランジ2を介して確立される。例えば、整形空気フローは互いに別々に制御可能で、スプレー・ジェットの整形を可能にする2つの整形送風管3、4を介して供給される。
【0061】
さらに、ロータリ・アトマイザ1の接続フランジ2は、ロータリ・アトマイザ1を流体的に接触させるのに役立つ更なる接続を備えるが、それらは簡略化のための図示されていない。例えば、ロータリ・アトマイザの接続フランジ2は、ロータリ・アトマイザ1の中に配置されたタービンを駆動するための駆動空気を供給するための接触をもち、それは従来技術から当然知られており、したがって更に記載する必要はない。
【0062】
さらに、アトマイザ機能を直接検出するために、例えばベルカップなしで直接フランジをアトマイザに接続することが可能である。
【0063】
さらに、ロータリ・アトマイザ1の接続フランジ2は、塗料循環を可能にするために、塗布されない塗料の戻しのための接続と塗布される塗料を供給するための接続とを含む。
【0064】
さらに、ロータリ・アトマイザ1の種類によっては、ロータリ・アトマイザ1の接続フランジには、ロータリ・アトマイザ1を流体接触させるための更なる接続を設けることができるが、それは従来技術からも当然知られており、したがって更に記載する必要はない。
【0065】
ロータリ・アトマイザ1を流体接続させるための上記の接続の他に、接続フランジ2には、ロータリ・アトマイザ1を電気的に接続させることを可能にするための、電気的接続もある。例えば、接続フランジ2は、直接給電によるロータリ・アトマイザ1により印加されるコーティング剤の静電チャージのための電気的接続を含むこともでき、それは従来技術から当然知られている。
【0066】
さらに、ロータリ・アトマイザ1の光学接続も、接続フランジ2を通して確立されうる。ロータリ・アトマイザ1の中に配置されるタービンのタービンホイールには、光学マークが付けられ、それは光ファイバで走査されて、回転速度およびタービンホイールの回転運動の向きの検出を可能にする。この光ファイバの他端は接続フランジ2に案内され、そこで対応して光学的に読み出される。
【0067】
さらに、図面は、本実施例においては移動手車として設計され、そしてロータリ・アトマイザ1を更なる供給配管(例えば圧縮空気、高電圧)に接続する必要なく、ロータリ・アトマイザ1の自動機能検査を可能にする、本発明の試験装置5を示す。
【0068】
このために、試験装置は、配線パケット6およびアダプタ7を介してロータリ・アトマイザ1の接続フランジ2に接続される。
【0069】
ここで、一方では、アダプタ7はロータリ・アトマイザ1の接続フランジ2と機械的結合を確立する。
【0070】
他方、アダプタ7は、ロータリ・アトマイザ1の接続フランジ2のいくつかの接続と接触するが、図面では、両方の整形送風管3、4に対応する接続8、9だけが、簡略化のために例示されている。実際のところ、アダプタ7は、しかしながら、別の接続(例えば塗料、駆動空気、高電圧、戻し管路)のための対応する接続をもロータリ・アトマイザ1の接続フランジ2に含む。
【0071】
試験装置5は、したがって、ロータリ・アトマイザ1を試験するときに、ロータリ・アトマイザ1の静電コーティング剤チャージのための高電圧を供給できる高電圧発生器を有する。
【0072】
さらに、試験装置5は、試験のために必要とされる圧縮空気をロータリ・アトマイザ1に供給するための圧縮空気源を有する。
【0073】
さらに、試験装置5は、コーティング剤または対応するシミュレーション流体を、アダプタ7を介してロータリ・アトマイザ1へ搬送することもできる。
【0074】
試験装置5は、塗装ロボットのロボットハンド軸上にあるものとして実在するように、ロータリ・アトマイザ1の動作を可能にする。
【0075】
さらにまた、試験装置5は、複数の検査プログラムが格納されたプログラムメモリを有する制御プロセッサを備える。そして、ユーザは所望の検査プログラムの1つを、入力インターフェイス(例えばキーボード、マウス、タッチスクリーン)を介して選択をすることができ、続いて試験装置5は選ばれた検査プログラムに従ってロータリ・アトマイザ1を制御する。この際ロータリ・アトマイザ1の挙動は、ロータリ・アトマイザ1の機能の検査のために、試験装置5において連続的に計測される。例えば、ロータリ・アトマイザ1の回転速度および回転運動の向きは、アダプタ7の光学インターフェイスを介して、連続的に測られる。さらに、種々の系統の圧力が測られる。試験装置5は、続いて、ロータリ・アトマイザ1の反応および、試験装置5により制御中のそれぞれのプロセス・パラメータ(例えば整形空気圧、駆動空気圧、静電チャージ電流)が正しい動作を示すかどうかの検査をする。
【0076】
以下に、図2に示されるフローチャートを用いて、本発明の試験方法が再び記載される。
【0077】
最初に、第1のステップS1で、試験装置5とロータリ・アトマイザ1との間の接続が、アダプタ7をロータリ・アトマイザ1の接続フランジ2に接続することにより確立される。
【0078】
次のステップS2において、ユーザは続いて、試験装置5の入力インターフェイス(例えばキーボード)を介して、検査プログラムを試験装置5のプログラムメモリから選ぶ。
【0079】
試験装置5は、続いて、ステップS3で、選ばれた検査プログラムに従ってアダプタ7を介してロータリ・アトマイザ1を制御するが、ここで、ロータリ・アトマイザ1の電気的なプロセス・パラメータ(例えば静電チャージ電圧)および流体プロセス・パラメータ(例えば塗料フロー、整形空気フロー、駆動空気フロー)は特に影響を受ける。
【0080】
選ばれた検査プログラムによるロータリ・アトマイザ1の制御の間、試験装置5は、ステップS4において、試験装置5により制御されるロータリ・アトマイザ1のプロセス・パラメータ(例えば駆動空気圧、整形空気圧、静電チャージ電圧、その他)の反応を連続的に計測する。
【0081】
更にステップS5において、ロータリ・アトマイザ1の機能性が、測定されたロータリ・アトマイザ1の反応により検査される。
【0082】
最後に、検査結果S6が、スクリーンおよび一体型プリンタにより試験装置5上に出力される。さらにまた、チェック結果は、ファイル形式の出力インターフェイスにより、試験装置5により出力されるかまたは記憶されうる。
【0083】
図3は、塗装装置11の機能を検査するための本発明の試験装置10の典型的な構造を、非常に簡略な図により示す。
【0084】
塗装装置11は、例えば、上で詳述したロータリ・アトマイザでありうる。あるいは、検査される塗装装置11が完全な塗装ロボットまたは完全な塗装セルである可能性もある。
【0085】
機能の検査を行うために、試験装置10はアダプタ12を介して検査される塗装装置11に接続され、そこで、アダプタ12は塗装装置11の流体的そして電気的な接触を可能にする。
【0086】
さらに、試験装置10は、制御装置13による制御により、塗装装置11のその後の反応に基づいて、塗装装置11の機能性についての結論を引き出すことができるように、アダプタ12を介して塗装装置11のプロセス・パラメータに特に作用することを可能にするコントロールユニット13を備えている。
【0087】
さらに、試験装置10は、アダプタ12を介して塗装装置11のプロセス・パラメータを検出する検出装置14を備えている。
【0088】
さらにまた、試験装置10は、検出装置14によって測られた塗装装置11のプロセス・パラメータの反応と同様に、入力側の制御装置13による制御を検出する評価ユニット15を備えている。評価ユニット15は、続いて、塗装装置11は機能しているのか、または特定の故障があるかどうかを、これらの入力パラメータから判断する。
【0089】
検査結果は、続いてインターフェイス16を経て外部プリンタ17に出力されるか、または一体型のスクリーン18に表示されうる。
【0090】
最後に、本実施例においては、試験装置10は、複数の種々の検査プログラムが格納されるプログラムメモリ19を備えており、そこで所望の検査プログラムがユーザから選択されうる。
【0091】
図4は、ロボットアーム21およびロボットハンド軸22のロータリ・アトマイザ23を案内する塗装ロボットの機能を検査するための、試験装置20を示す。
【0092】
ここで、アダプタ24はロータリ・アトマイザ23とロボットハンド軸22との間に配置され、そこで、アダプタ24がロボットハンド軸22をロータリ・アトマイザ23に接続する。ここで、塗装ロボットにより供給される流体(例えば塗料、フラッシング剤、整形空気、その他)はアダプタ24を通して案内されるので、アダプタ24は一体型のセンサを介して機能に関連したプロセス・パラメータ(例えば、塗料フロー、フラッシング剤フローまたは整形空気フロー)を測ることができる。
【0093】
試験装置20は、このようにアダプタ24からセンサ・データを読み出すために、アダプタ24に配線25を介して接続される。
【0094】
最後に、図5は、通常の方法で構成でき、ベース28、2つの可動ロボットアーム29、30およびロボットハンド軸31を備えた塗装ロボット27の機能を検査するための、試験装置26を示し、そこでは、通常の運転では、ロータリ・アトマイザはロボットハンド軸31に取り付けられる。
【0095】
しかしながら、図面は、ロータリ・アトマイザに代えて、アダプタ32がロボットハンド軸31に設置された状態の試験運転を示し、そこでは、アダプタ32は配線パケット33を介して試験装置26に接続される。
【0096】
一方、試験装置26は、配線パケット33を介して塗装ロボット27により放出される流体(例えば塗料、整形空気、駆動空気、その他)を受け入れることができ、そして、その際に、圧力および質量およびそれぞれの体積流量を測る。
【0097】
他方、試験装置26は配線パケット33を介してロータリ・アトマイザをシミュレーションすることができ、例えば、フラッシング剤の戻り管路をシミュレーションすることができる。
【0098】
さらにまた、塗装ロボット27を制御するために、試験装置26は、塗装ロボット27のベース28にも、配線34を介して接続される。
【0099】
最後に、試験装置26は、さらに配線35を介して、スクリーン37により視覚化を可能にする装置制御36に接続される。
【0100】
本発明は、上述の好ましい実施態様に限定されない。むしろ、複数の変更および改変も本発明の着想を利用して可能であり、したがってそれらは保護の範囲内に含まれる。
【符号の説明】
【0101】
1 ロータリ・アトマイザ(回転霧化器)
2 接続フランジ
3 整形送風管
4 整形送風管
5 試験装置
6 配線パケット
7 アダプタ
8 接続
9 接続
10 試験装置
11 塗装装置
12 アダプタ
13 制御装置
14 検出装置
15 評価装置
16 インターフェイス
17 プリンタ
18 スクリーン
19 プログラムメモリ
20 試験装置
21 ロボットアーム
22 ロボットハンド軸
23 ロータリ・アトマイザ(回転霧化器)
24 アダプタ
25 配線
26 試験装置
27 塗装ロボット
28 ベース
29 ロボットアーム
30 ロボットアーム
31 ロボットハンド軸
32 アダプタ
33 配線パケット
34 配線
35 配線
36 装置制御
37 スクリーン
【特許請求の範囲】
【請求項1】
a)試験装置(5、10)を塗装装置(1、11)に接続し、
b)当該試験装置(5、10)によって、当該塗装装置(1、11)のプロセス・パラメータを検出し、そして
c)検出された当該プロセス・パラメータに基づき、当該試験装置(5、10)により当該塗装装置(1、11)の機能を検査する
ステップを特徴とする
塗装装置(1、11)の機能検査のための試験方法。
【請求項2】
a)前記試験装置(5、10)によって、前記塗装装置(1、11)を制御し、
b)前記試験装置(5、10)によって、制御中の前記塗装装置(1、11)のプロセス・パラメータの反応を検出し、
c)前記塗装装置(1、11)のプロセス・パラメータの検出反応に基づき、前記試験装置(5、10)によって、前記塗装装置(1、11)の機能を検査する
ことを特徴とする
請求項1に記載の試験方法。
【請求項3】
前記試験装置(5、10)は、単一のアダプタ(7、12)により検査される前記塗装装置(1、11)に接続されることを特徴とする請求項1または2に記載の試験方法。
【請求項4】
前記アダプタ(7、12)は、前記試験装置(5、10)と検査される前記塗装装置(1、11)との間の流体系統接続および電気的なケーブル接続部を含むことを特徴とする請求項3に記載の試験方法。
【請求項5】
前記試験装置(5、10)は、第1のアダプタにより電気的に前記塗装装置(1、11)に、そして、第2のアダプタにより流体的に前記塗装装置(1、11)に接続されることを特徴とする請求項1または2に記載の試験方法。
【請求項6】
a)検査される前記塗装装置(1、11)は、調節可能な流量を有する注入ポンプおよび調節可能なバルブの位置を有する主ニードル弁を有し、
b)前記塗装装置(1、11)の検出された前記プロセス・パラメータは、当該注入ポンプの流量および当該主ニードル弁のバルブの位置を含み、そして
c)機能チェックの枠組みの中で、当該注入ポンプの流量と当該主ニードル弁のバルブの位置の時間的関係が評価される
ことを特徴とする
請求項1乃至5のいずれか1項に記載の試験方法。
【請求項7】
a)検査される前記塗装装置(1、11)は、パルス化された空気を供給する系統およびフラッシング剤を供給する系統を有し、
b)前記塗装装置(1、11)の検出された前記プロセス・パラメータは、当該パルス化された空気フローおよび当該フラッシング剤フローを含み、
d)機能チェックの枠組みで、当該パルス化された空気フローと当該フラッシング剤フローとの時間的関係が評価される
ことを特徴とする
請求項1乃至6のいずれか1項に記載の試験方法。
【請求項8】
a)検査される前記塗装装置(1、11)は、少なくとも一の標準の塗料および少なくとも一のさらなる成分、特に硬化剤を成分として含む、複数組成塗料に使用され、
c)前記塗装装置(1、11)の検出された前記プロセス・パラメータは、標準の塗料のフローおよびさらなる成分のフローを含み、
e)機能チェックの枠組みで、当該標準の塗料のフローと当該さらなる成分のフローとの時間的関係が評価される
ことを特徴とする
請求項1乃至7のいずれか1項に記載の試験方法。
【請求項9】
a)検査される前記塗装装置(1、11)は、前記塗装装置(1、11)の動作を制御する装置制御を有し、
b)前記試験装置(5、10)は、前記塗装装置(1、11)の当該装置制御と通信し、
c)前記試験装置(5、10)は、前記塗装装置(1、11)の当該装置制御から、前記塗装装置(1、11)の関心のある前記プロセス・パラメータを受け取り、および/または
d)前記試験装置(5、10)は、前記塗装装置(1、11)の当該装置制御を介して、前記塗装装置(1、11)の前記プロセス・パラメータに影響を及ぼす
ことを特徴とする
請求項1乃至8のいずれか1項に記載の試験方法。
【請求項10】
a)検査される前記塗装装置は、ロボットアーム(21)およびロボットハンド軸(22)でアトマイザー(23)をガイドする塗装ロボット(21−24)であり、
b)前記試験装置(20)は、前記アダプタ(24)を介して、当該塗装ロボット(21−24)に接続され、
c)前記アダプタ(24)は、当該アトマイザー(23)と当該ロボットハンド軸(22)との間、または、当該ロボットハンド軸(22)と当該ロボットアーム(21)との間に配置される
ことを特徴とする
請求項1乃至9のいずれか1項に記載の試験方法。
【請求項11】
a)検査される前記塗装装置(27)は、前記アトマイザーのための接続フランジ(31)を有し、
b)前記試験装置(26)は、前記アダプタ(32)を介して、前記塗装装置(27)の当該接続フランジ(31)に接続され、
そこにおいて、前記アダプタ(32)は、前記アトマイザーに取って代わる
ことを特徴とする
請求項10に記載の試験方法。
【請求項12】
a)前記試験装置(5、10)を前記塗装装置(1、11)に接続するための接続(7、12)、
b)前記試験装置(5、10)が前記塗装装置(1、11)に接続された時、当該接続(7、12)を介して前記塗装装置(1、11)のプロセス・パラメータを検出する検出ユニット(14)、そして、
c)前記塗装装置(1、11)の検出プロセス・パラメータに基づいて前記塗装装置(1、11)の機能検査をする評価ユニット(15)
を特徴とする
特に請求項1乃至11のいずれか1項に記載の試験方法を実行するための試験装置(5、10)。
【請求項13】
前記塗装装置(1、11)を制御するための制御ユニット(13)であって、前記塗装装置(1、11)の機能性を検査する間、前記評価ユニット(15)が、当該制御ユニット(13)により制御中のプロセス・パラメータの反応を斟酌することを特徴とする請求項12に記載の試験装置(5、10)。
【請求項14】
前記接続は、一つの前記アダプタ(7、12)のみを有し、それを介して前記試験装置(5、10)が検査される前記塗装装置(1、11)に接続されることを特徴とする請求項12または13に記載の試験装置(5、10)。
【請求項15】
前記アダプタ(7、12)は、検査される前記試験装置(5、10)と前記塗装装置(1、11)との間の流体系統接続と電線接続とを含むことを特徴とする請求項14に記載の試験装置(5、10)。
【請求項16】
前記接続は、次の少なくとも2つのアダプタ
−前記塗装装置(1、11)に対する前記試験装置(5、10)の電気的な接続のための第1のアダプタ、そして、
−前記塗装装置(1、11)に対する前記試験装置(5、10)の流体接続のための第2のアダプタ、を含む
ことを特徴とする
請求項12乃至14のいずれか1項に記載の試験装置(5、10)。
【請求項17】
少なくとも一つの検査プログラムが格納されるプログラムメモリ(19)を有するコンピュータを特徴とする請求項12乃至16のいずれか1項に記載の試験装置(5、10)。
【請求項18】
a)前記塗装装置(1、11)の機能チェックを行うためのプログラム制御された前記コンピュータ、
b)複数の前記検査プログラムが格納された前記プログラムメモリ(19)、
そこにおいて、
前記検査プログラムは、前記塗装装置(1、11)の機能検査を制御する
ことを特徴とする
請求項12乃至17のいずれか1項に記載の試験装置(5、10)。
【請求項19】
格納された前記検査プログラムは、それぞれ特定の機能を有し、前記塗装装置(1、11)の
a)前記塗装装置(1、11)の密度、
b)静電塗装剤チャージ、
c)前記塗装装置(1、11)の活動、
d)前記塗装装置(1、11)の投入精度、
e)前記塗装装置(1、11)の個々のコーティング剤チャネル
の機能分野を検査する
ことを特徴とする
請求項18に記載の試験装置(5、10)。
【請求項20】
前記機能検査の検査結果を表示するために、
a)前記試験装置(5、10)に一体化されたスクリーン(18)、
b)前記試験装置(5、10)に一体化されたプリンタ、
c)外部スクリーンまたは外部プリンタに接続するための出力(16)
が設けられている
ことを特徴とする
請求項12乃至19のいずれか1項に記載の試験装置(5、10)。
【請求項21】
前記試験装置(5、10)は、前記塗装装置(1、11)の機能検査の枠組みにおいて、前記塗装装置(1、11)の
a)前記塗装装置(1、11)のバルブの位置、
b)前記塗装装置(1、11)の電気的なプロセス・パラメータ、
c)前記塗装装置(1、11)の流体プロセス・パラメータ、および/または
d)前記塗装装置(1、11)内の温度
のプロセス・パラメータを検出し、および/または、それに影響を及ぼす
ことを特徴とする
請求項1乃至11のいずれか1項に記載の試験方法または請求項12乃至20のいずれか1項に記載の試験装置(5、10)。
【請求項22】
前記試験装置(5、10)は、前記塗装装置(1、11)の機能検査の枠組みにおいて、前記塗装装置(1、11)の
a)チャージ電圧および/または前記静電塗装剤チャージのチャージ電流、特に直接チャージ、外部チャージまたは組合せチャージ、
b)前記静電塗装剤チャージの電圧調整または電流調整の調節技術パラメータ、
c)前記塗装装置(1、11)の電気的なスイッチの、特に停止スイッチおよび/または遮断スイッチの、スイッチ位置、および/または、
d)前記塗装装置(1、11)または前記塗装装置(1、11)の一部分の電気的な容量
の電気的なプロセス・パラメータを検出し、および/または、それに影響を及ぼす
ことを特徴とする
請求項1乃至11のいずれか1項に記載の試験方法または請求項12乃至21のいずれか1項に記載の試験装置(5、10)。
【請求項23】
前記試験装置(5、10)は、前記塗装装置(1、11)の機能検査の枠組みにおいて、前記塗装装置(1、11)の
a)前記塗装装置(1、11)から適用される、特定の塗料中のコーティング剤のコーティング剤フロー、
b)圧力、特にコーティング剤圧および/またはフラッシング剤圧、整形空気圧、パルス化された空気圧および/または注入圧力、
c)前記塗装装置(1、11)のフラッシングのためのフラッシング剤のフラッシング剤フロー、
d)空気フロー、特に整形空気フローまたはパルス化された空気フロー、
e)主ニードル弁のバルブの位置、
f)フラッシング剤弁のバルブ位置、および/または
g)コーティング剤弁のバルブの位置
の流体プロセス・パラメータを検出しおよび/またはそれに影響を及ぼす
ことを特徴とする
請求項1乃至11のいずれか1項に記載の試験方法または請求項12乃至22のいずれか1項に記載の試験装置(5、10)。
【請求項24】
前記試験装置(5、10)は、持ち歩けるか、移動可能であることを特徴とする請求項1乃至11のいずれか1項に記載の試験方法または請求項12乃至23のいずれか1項に記載の試験装置(5、10)。
【請求項25】
前記塗装装置(1、11)において検査されるのは
a)前記アトマイザ(1)、特にロータリ・アトマイザ、
b)前記塗装ロボット
であることを特徴とする
請求項1乃至11のいずれか1項に記載の試験方法または請求項12乃至24のいずれか1項に記載の試験装置(5、10)。
【請求項26】
a)前記塗装装置(1、11)において検査されるのは、前記接続フランジ(2)を有する前記アトマイザー(1)であり、
b)前記試験装置(5、10)は、前記アトマイザ(1)の前記接続フランジ(2)に接続されるかまたは、接続可能である
ことを特徴とする
請求項1乃至11のいずれか1項に記載の試験方法または請求項12乃至25のいずれか1項に記載の試験装置(5、10)。
【請求項27】
前記試験装置(5、10)は、前記塗装装置(1、11)に無線により配線なしで接続されることを特徴とする請求項1乃至11のいずれか1項に記載の試験方法または請求項12乃至26のいずれか1項に記載の試験装置(5、10)。
【請求項28】
前記試験装置は、前記塗装装置を操作するための調整値を決定することを特徴とする請求項1乃至11のいずれか1項に記載の試験方法または請求項12乃至27のいずれか1項に記載の試験装置(5、10)。
【請求項29】
調整値は、
a)制御時間、
b)遅延、
c)制限値
のパラメータを含む
ことを特徴とする
請求項28に記載の試験方法。
【請求項30】
塗装装置(1、11)の機能を検査するための、請求項10乃至25のいずれか1項に記載の試験装置(5、10)の使用。
【請求項1】
a)試験装置(5、10)を塗装装置(1、11)に接続し、
b)当該試験装置(5、10)によって、当該塗装装置(1、11)のプロセス・パラメータを検出し、そして
c)検出された当該プロセス・パラメータに基づき、当該試験装置(5、10)により当該塗装装置(1、11)の機能を検査する
ステップを特徴とする
塗装装置(1、11)の機能検査のための試験方法。
【請求項2】
a)前記試験装置(5、10)によって、前記塗装装置(1、11)を制御し、
b)前記試験装置(5、10)によって、制御中の前記塗装装置(1、11)のプロセス・パラメータの反応を検出し、
c)前記塗装装置(1、11)のプロセス・パラメータの検出反応に基づき、前記試験装置(5、10)によって、前記塗装装置(1、11)の機能を検査する
ことを特徴とする
請求項1に記載の試験方法。
【請求項3】
前記試験装置(5、10)は、単一のアダプタ(7、12)により検査される前記塗装装置(1、11)に接続されることを特徴とする請求項1または2に記載の試験方法。
【請求項4】
前記アダプタ(7、12)は、前記試験装置(5、10)と検査される前記塗装装置(1、11)との間の流体系統接続および電気的なケーブル接続部を含むことを特徴とする請求項3に記載の試験方法。
【請求項5】
前記試験装置(5、10)は、第1のアダプタにより電気的に前記塗装装置(1、11)に、そして、第2のアダプタにより流体的に前記塗装装置(1、11)に接続されることを特徴とする請求項1または2に記載の試験方法。
【請求項6】
a)検査される前記塗装装置(1、11)は、調節可能な流量を有する注入ポンプおよび調節可能なバルブの位置を有する主ニードル弁を有し、
b)前記塗装装置(1、11)の検出された前記プロセス・パラメータは、当該注入ポンプの流量および当該主ニードル弁のバルブの位置を含み、そして
c)機能チェックの枠組みの中で、当該注入ポンプの流量と当該主ニードル弁のバルブの位置の時間的関係が評価される
ことを特徴とする
請求項1乃至5のいずれか1項に記載の試験方法。
【請求項7】
a)検査される前記塗装装置(1、11)は、パルス化された空気を供給する系統およびフラッシング剤を供給する系統を有し、
b)前記塗装装置(1、11)の検出された前記プロセス・パラメータは、当該パルス化された空気フローおよび当該フラッシング剤フローを含み、
d)機能チェックの枠組みで、当該パルス化された空気フローと当該フラッシング剤フローとの時間的関係が評価される
ことを特徴とする
請求項1乃至6のいずれか1項に記載の試験方法。
【請求項8】
a)検査される前記塗装装置(1、11)は、少なくとも一の標準の塗料および少なくとも一のさらなる成分、特に硬化剤を成分として含む、複数組成塗料に使用され、
c)前記塗装装置(1、11)の検出された前記プロセス・パラメータは、標準の塗料のフローおよびさらなる成分のフローを含み、
e)機能チェックの枠組みで、当該標準の塗料のフローと当該さらなる成分のフローとの時間的関係が評価される
ことを特徴とする
請求項1乃至7のいずれか1項に記載の試験方法。
【請求項9】
a)検査される前記塗装装置(1、11)は、前記塗装装置(1、11)の動作を制御する装置制御を有し、
b)前記試験装置(5、10)は、前記塗装装置(1、11)の当該装置制御と通信し、
c)前記試験装置(5、10)は、前記塗装装置(1、11)の当該装置制御から、前記塗装装置(1、11)の関心のある前記プロセス・パラメータを受け取り、および/または
d)前記試験装置(5、10)は、前記塗装装置(1、11)の当該装置制御を介して、前記塗装装置(1、11)の前記プロセス・パラメータに影響を及ぼす
ことを特徴とする
請求項1乃至8のいずれか1項に記載の試験方法。
【請求項10】
a)検査される前記塗装装置は、ロボットアーム(21)およびロボットハンド軸(22)でアトマイザー(23)をガイドする塗装ロボット(21−24)であり、
b)前記試験装置(20)は、前記アダプタ(24)を介して、当該塗装ロボット(21−24)に接続され、
c)前記アダプタ(24)は、当該アトマイザー(23)と当該ロボットハンド軸(22)との間、または、当該ロボットハンド軸(22)と当該ロボットアーム(21)との間に配置される
ことを特徴とする
請求項1乃至9のいずれか1項に記載の試験方法。
【請求項11】
a)検査される前記塗装装置(27)は、前記アトマイザーのための接続フランジ(31)を有し、
b)前記試験装置(26)は、前記アダプタ(32)を介して、前記塗装装置(27)の当該接続フランジ(31)に接続され、
そこにおいて、前記アダプタ(32)は、前記アトマイザーに取って代わる
ことを特徴とする
請求項10に記載の試験方法。
【請求項12】
a)前記試験装置(5、10)を前記塗装装置(1、11)に接続するための接続(7、12)、
b)前記試験装置(5、10)が前記塗装装置(1、11)に接続された時、当該接続(7、12)を介して前記塗装装置(1、11)のプロセス・パラメータを検出する検出ユニット(14)、そして、
c)前記塗装装置(1、11)の検出プロセス・パラメータに基づいて前記塗装装置(1、11)の機能検査をする評価ユニット(15)
を特徴とする
特に請求項1乃至11のいずれか1項に記載の試験方法を実行するための試験装置(5、10)。
【請求項13】
前記塗装装置(1、11)を制御するための制御ユニット(13)であって、前記塗装装置(1、11)の機能性を検査する間、前記評価ユニット(15)が、当該制御ユニット(13)により制御中のプロセス・パラメータの反応を斟酌することを特徴とする請求項12に記載の試験装置(5、10)。
【請求項14】
前記接続は、一つの前記アダプタ(7、12)のみを有し、それを介して前記試験装置(5、10)が検査される前記塗装装置(1、11)に接続されることを特徴とする請求項12または13に記載の試験装置(5、10)。
【請求項15】
前記アダプタ(7、12)は、検査される前記試験装置(5、10)と前記塗装装置(1、11)との間の流体系統接続と電線接続とを含むことを特徴とする請求項14に記載の試験装置(5、10)。
【請求項16】
前記接続は、次の少なくとも2つのアダプタ
−前記塗装装置(1、11)に対する前記試験装置(5、10)の電気的な接続のための第1のアダプタ、そして、
−前記塗装装置(1、11)に対する前記試験装置(5、10)の流体接続のための第2のアダプタ、を含む
ことを特徴とする
請求項12乃至14のいずれか1項に記載の試験装置(5、10)。
【請求項17】
少なくとも一つの検査プログラムが格納されるプログラムメモリ(19)を有するコンピュータを特徴とする請求項12乃至16のいずれか1項に記載の試験装置(5、10)。
【請求項18】
a)前記塗装装置(1、11)の機能チェックを行うためのプログラム制御された前記コンピュータ、
b)複数の前記検査プログラムが格納された前記プログラムメモリ(19)、
そこにおいて、
前記検査プログラムは、前記塗装装置(1、11)の機能検査を制御する
ことを特徴とする
請求項12乃至17のいずれか1項に記載の試験装置(5、10)。
【請求項19】
格納された前記検査プログラムは、それぞれ特定の機能を有し、前記塗装装置(1、11)の
a)前記塗装装置(1、11)の密度、
b)静電塗装剤チャージ、
c)前記塗装装置(1、11)の活動、
d)前記塗装装置(1、11)の投入精度、
e)前記塗装装置(1、11)の個々のコーティング剤チャネル
の機能分野を検査する
ことを特徴とする
請求項18に記載の試験装置(5、10)。
【請求項20】
前記機能検査の検査結果を表示するために、
a)前記試験装置(5、10)に一体化されたスクリーン(18)、
b)前記試験装置(5、10)に一体化されたプリンタ、
c)外部スクリーンまたは外部プリンタに接続するための出力(16)
が設けられている
ことを特徴とする
請求項12乃至19のいずれか1項に記載の試験装置(5、10)。
【請求項21】
前記試験装置(5、10)は、前記塗装装置(1、11)の機能検査の枠組みにおいて、前記塗装装置(1、11)の
a)前記塗装装置(1、11)のバルブの位置、
b)前記塗装装置(1、11)の電気的なプロセス・パラメータ、
c)前記塗装装置(1、11)の流体プロセス・パラメータ、および/または
d)前記塗装装置(1、11)内の温度
のプロセス・パラメータを検出し、および/または、それに影響を及ぼす
ことを特徴とする
請求項1乃至11のいずれか1項に記載の試験方法または請求項12乃至20のいずれか1項に記載の試験装置(5、10)。
【請求項22】
前記試験装置(5、10)は、前記塗装装置(1、11)の機能検査の枠組みにおいて、前記塗装装置(1、11)の
a)チャージ電圧および/または前記静電塗装剤チャージのチャージ電流、特に直接チャージ、外部チャージまたは組合せチャージ、
b)前記静電塗装剤チャージの電圧調整または電流調整の調節技術パラメータ、
c)前記塗装装置(1、11)の電気的なスイッチの、特に停止スイッチおよび/または遮断スイッチの、スイッチ位置、および/または、
d)前記塗装装置(1、11)または前記塗装装置(1、11)の一部分の電気的な容量
の電気的なプロセス・パラメータを検出し、および/または、それに影響を及ぼす
ことを特徴とする
請求項1乃至11のいずれか1項に記載の試験方法または請求項12乃至21のいずれか1項に記載の試験装置(5、10)。
【請求項23】
前記試験装置(5、10)は、前記塗装装置(1、11)の機能検査の枠組みにおいて、前記塗装装置(1、11)の
a)前記塗装装置(1、11)から適用される、特定の塗料中のコーティング剤のコーティング剤フロー、
b)圧力、特にコーティング剤圧および/またはフラッシング剤圧、整形空気圧、パルス化された空気圧および/または注入圧力、
c)前記塗装装置(1、11)のフラッシングのためのフラッシング剤のフラッシング剤フロー、
d)空気フロー、特に整形空気フローまたはパルス化された空気フロー、
e)主ニードル弁のバルブの位置、
f)フラッシング剤弁のバルブ位置、および/または
g)コーティング剤弁のバルブの位置
の流体プロセス・パラメータを検出しおよび/またはそれに影響を及ぼす
ことを特徴とする
請求項1乃至11のいずれか1項に記載の試験方法または請求項12乃至22のいずれか1項に記載の試験装置(5、10)。
【請求項24】
前記試験装置(5、10)は、持ち歩けるか、移動可能であることを特徴とする請求項1乃至11のいずれか1項に記載の試験方法または請求項12乃至23のいずれか1項に記載の試験装置(5、10)。
【請求項25】
前記塗装装置(1、11)において検査されるのは
a)前記アトマイザ(1)、特にロータリ・アトマイザ、
b)前記塗装ロボット
であることを特徴とする
請求項1乃至11のいずれか1項に記載の試験方法または請求項12乃至24のいずれか1項に記載の試験装置(5、10)。
【請求項26】
a)前記塗装装置(1、11)において検査されるのは、前記接続フランジ(2)を有する前記アトマイザー(1)であり、
b)前記試験装置(5、10)は、前記アトマイザ(1)の前記接続フランジ(2)に接続されるかまたは、接続可能である
ことを特徴とする
請求項1乃至11のいずれか1項に記載の試験方法または請求項12乃至25のいずれか1項に記載の試験装置(5、10)。
【請求項27】
前記試験装置(5、10)は、前記塗装装置(1、11)に無線により配線なしで接続されることを特徴とする請求項1乃至11のいずれか1項に記載の試験方法または請求項12乃至26のいずれか1項に記載の試験装置(5、10)。
【請求項28】
前記試験装置は、前記塗装装置を操作するための調整値を決定することを特徴とする請求項1乃至11のいずれか1項に記載の試験方法または請求項12乃至27のいずれか1項に記載の試験装置(5、10)。
【請求項29】
調整値は、
a)制御時間、
b)遅延、
c)制限値
のパラメータを含む
ことを特徴とする
請求項28に記載の試験方法。
【請求項30】
塗装装置(1、11)の機能を検査するための、請求項10乃至25のいずれか1項に記載の試験装置(5、10)の使用。
【図1A】


【図1B】
【図2】
【図3】
【図4】
【図5】

【図1B】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2011−511266(P2011−511266A)
【公表日】平成23年4月7日(2011.4.7)
【国際特許分類】
【出願番号】特願2010−538392(P2010−538392)
【出願日】平成20年12月3日(2008.12.3)
【国際出願番号】PCT/EP2008/010241
【国際公開番号】WO2009/083087
【国際公開日】平成21年7月9日(2009.7.9)
【出願人】(504389784)デュール システムズ ゲゼルシャフト ミット ベシュレンクテル ハフツング (54)
【Fターム(参考)】
【公表日】平成23年4月7日(2011.4.7)
【国際特許分類】
【出願日】平成20年12月3日(2008.12.3)
【国際出願番号】PCT/EP2008/010241
【国際公開番号】WO2009/083087
【国際公開日】平成21年7月9日(2009.7.9)
【出願人】(504389784)デュール システムズ ゲゼルシャフト ミット ベシュレンクテル ハフツング (54)
【Fターム(参考)】
[ Back to top ]